Способ контроля качества поверхностижелоба колец подшипников качения
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 827975
Авторы: Бамбалас, Жегас, Рондоманскас, Чуприн

Текст
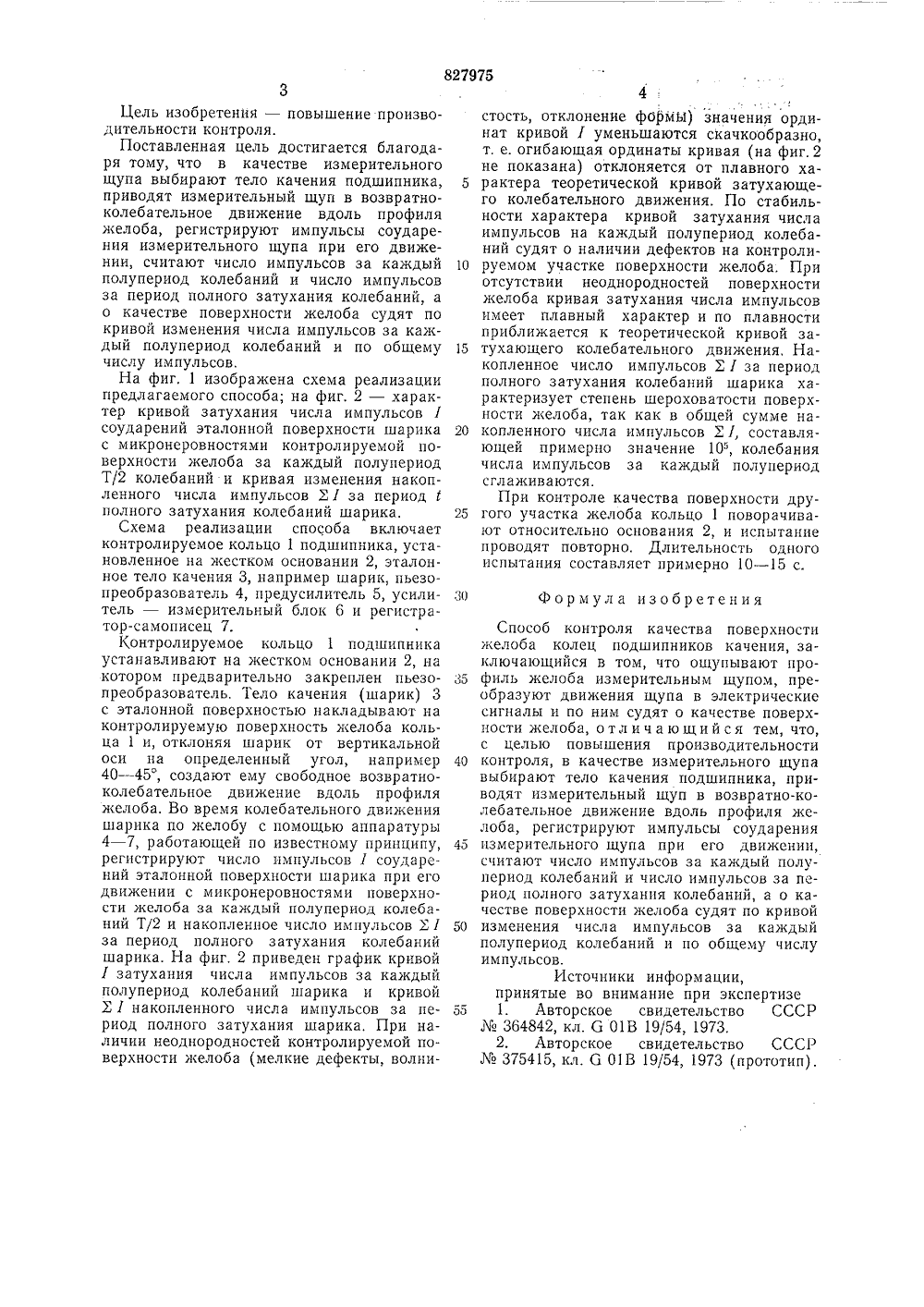
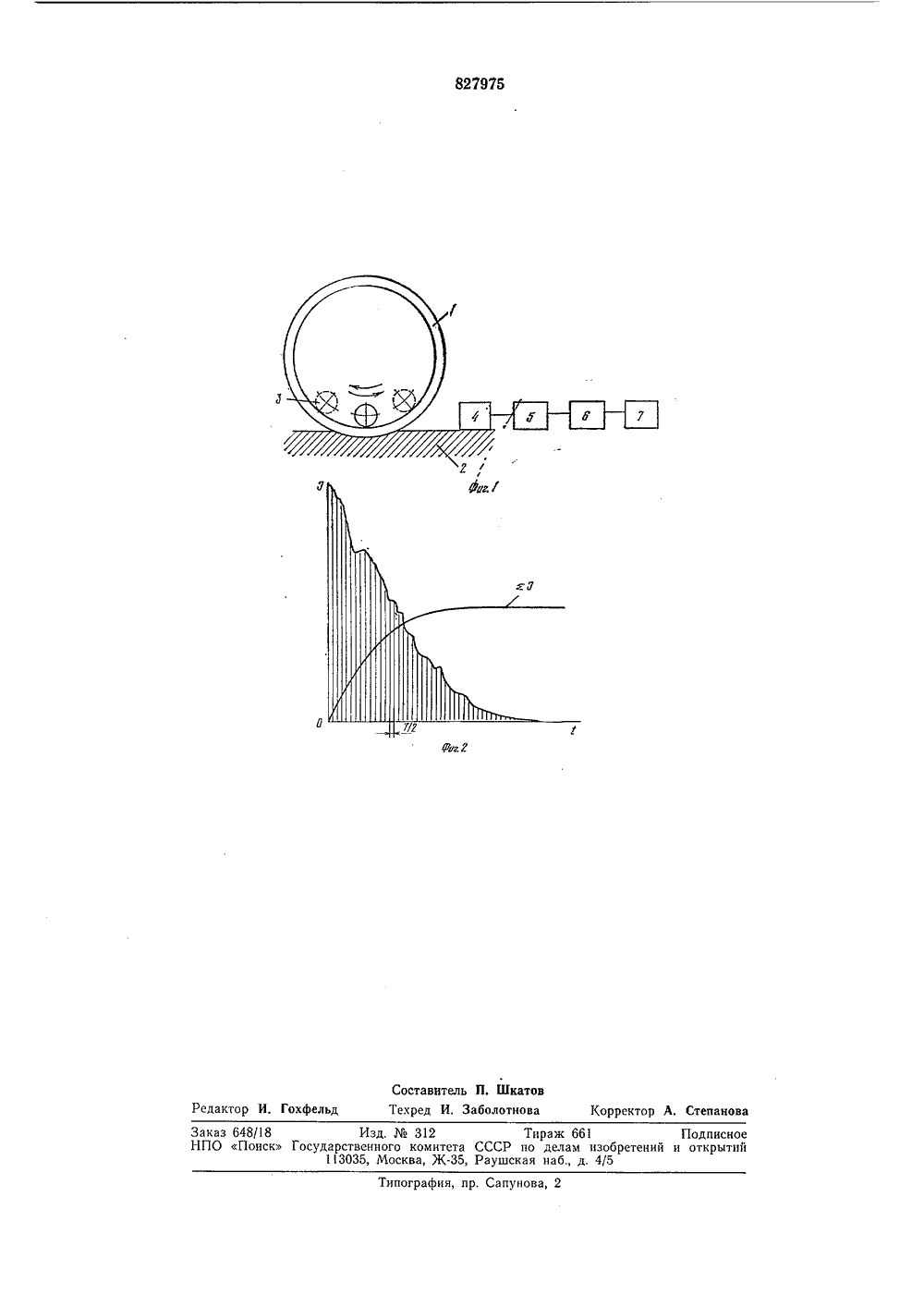
82775 ОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Васе Вееетехих Сециапистичееких Респу 6 пик, Кл. б 01 В 21/20 Государственный кемите СССР пе денем иаебретений(71) Заявитель НТРОЛЯ КАЧЕСТВА ПОВЕРХНОСЛЕЦ ПОДШИПНИКОВ КАЧЕНИЯ 54) СПОСО ЖЕЛОБ(43) Опубликовано 07,05.8 (45) Дата опубликования 1Изобретение относится к контрольно-измерительной технике и может быть использовано в подшипниковой промышленности для контроля качества подшипников.Известен способ контроля качества по верхности желоба колец подшипников, основанный на использовании измерительного щупа, оптико-электронного преобразователя перемещений щупа в электрические сигналы, передающей телевизионной труб ки, растрового диска с несколькими растровыми решетками, установленного на оси исполнительного механизма между оптической системой и телевизионной трубкой, заключающийся в том, что ощупывают про филь желоба измерительным щупом, преобразуют движение щупа в электрические сигналы, по значению которых судят о качестве поверхности желоба 1.Недостатком этого способа контроля ка чества поверхности желоба колец подшипников является сложная схема реализации способа, требующая применения оптико- электронной системы, передающей телевизионной трубки, растровых дисков, испол нительного механизма-привода и других систем. В связи с этим при осуществлении способа требуется проведение ряда дополнительных операций настройки систем, что усложняет процесс контроля. Кроме того, 30 известный способ отличается длительностью осуществления процесса контроля, а, следовательно, он низко производителен и не может найти широкого применения при массовом контроле качества поверхности желобов колец подшипников в производительных условиях.Наиболее близок к изобретению по технической сущности способ контроля качества поверхности желоба колец подшипников качения, заключающийся в том, что ощупывают профиль желоба измерительным щупом, преобразуют движения щупа в электрические сигналы и по ним судят о качестве поверхности желоба 2. Недостатком этого способа является то, что он не обеспечивает необходимой производительности контроля, так как требует проведение ряда дополнительных операций настройки при установке контролируемого кольца подшипника и прижатию его к ребрам пластинчатой опоры, регулировке оптико-электронной системы. Кроме того, известный способ позволяет только контролировать отклонение величины радиуса желоба от образцового профиля и не дает возможности осуществить контроль качества поверхности профиля желоба (шероховатость, волнистость).5 10 15 20 25 зэ 40 45 50 55 Цель изобретения - повышение производительности контроля.Поставленная цель достигается благодаря тому, что в качестве измерительного щупа выбирают тело качения подшипника, приводят измерительный щуп в возвратно- колебательное движение вдоль профиля желоба, регистрируют импульсы соударения измерительного щупа при его движении, считают число импульсов за каждый полупериод колебаний и число импульсов за период полного затухания колебаний, а о качестве поверхности желоба судят по кривой изменения числа импульсов за каждый полупериод колебаний и по общему числу импульсов.На фиг. 1 изображена схема реализации предлагаемого способа; на фиг. 2 - характер кривой затухания числа импульсов соударений эталонной поверхности шарика с микронеровностями контролируемой поверхности желоба за каждый полупериод Т/2 колебаний и кривая изменения накопленного числа импульсов Х 1 за период 1 полного затухания колебаний шарика.Схема реализации способа включает контролируемое кольцо 1 подшипника, установленное на жестком основании 2, эталонное тело качения 3, например шарик, пьезопреобразователь 4, предусилитель 5, усилитель - измерительный блок б и регистратор-самописец 7.Контролируемое кольцо 1 подшипника устанавливают на жестком основании 2, на котором предварительно закреплен пьезопреобразователь. Тело качения (шарик) 3 с эталонной поверхностью накладывают на контролируемую поверхность желоба кольца 1 и, отклоняя шарик от вертикальной оси на определенный угол, например 40 - 45, создают ему свободное возвратно- колебательное движение вдоль профиля желоба. Во время колебательного движения шарика по желобу с помощью аппаратуры 4 - 7, работающей по известному принципу, регистрируют число импульсов 1 соударений эталонной поверхности шарика при его движении с микронеровностями поверхности желоба за каждый полупериод колебаний Т/2 и накопленное число импульсов Х 1 за период полного затухания колебаний шарика. На фиг, 2 приведен график кривой / затухания числа импульсов за каждый полупериод колебаний шарика и кривой Х ( накопленного числа импульсов за период полного затухания шарика. При наличии неоднородностей контролируемой поверхности желоба (мелкие дефекты, волнистость, отклонение формЫ) значения ординат кривой 1 уменьшаются скачкообразно, т. е. огибающая ординаты кривая (на фиг. 2 не показана) отклоняется от плавного характера теоретической кривой затухающего колебательного движения. По стабильности характера кривой затухания числа импульсов на каждый полупериод колебаний судят о наличии дефектов на контролируемом участке поверхности желоба: При отсутствии неоднородностей поверхности желоба кривая затухания числа импульсов имеет плавный характер и по плавности приближается к теоретической кривой затухающего колебательного движения. Накопленное число импульсов Х 1 за период полного затухания колебаний шарика характеризует степень шероховатости поверхности желоба, так как в общей сумме накопленного числа импульсов Х/, составляющей примерно значение 10, колебания числа импульсов за каждый полупериод сглаживаются.При контроле качества поверхности другого участка желоба кольцо 1 поворачивают относительно основания 2, и испытание проводят повторно, Длительность одного испытания составляет примерно 10 - 15 с. Формула изобретения Способ контроля качества поверхности желоба колец подшипников качения, заключающийся в том, что ощупывают профиль желоба измерительным щупом, преобразуют движения щупа в электрические сигналы и по ним судят о качестве поверхности желоба, отличающийся тем, что, с целью повышения производительности контроля, в качестве измерительного щупа выбирают тело качения подшипника, приводят измерительный щуп в возвратно-колебательное движение вдоль профиля желоба, регистрируют импульсы соударения измерительного щупа при его движении, считают число импульсов за каждый полу- период колебаний и число импульсов за период полного затухания колебаний, а о качестве поверхности желоба судят по кривой изменения числа импульсов за каждый полупериод колебаний и по общему числу импульсов.Источники информации,принятые во внимание при экспертизе 1. Авторское свидетельство СССР Ло 364842, кл. б 01 В 19/54, 1973.2. Авторское свидетельство СССР Мо 375415, кл. 6 01 В 19/54, 193 (прототип).Составитель П. Шкатов Редактор И. Гохфельд Техред И. Заболотнова Корректор А, Степано Заказ 648/18 Изд, Мо 312 Тираж 661 ПодписноеНПО Поиск Государственного комитета СССР по делам изобретений и открытий113035, Москва, Ж, Раушская наб., д. 4/5Типография, пр. Сапунова,
СмотретьЗаявка
2769002, 22.05.1979
КАУНАССКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТИМ. AHTAHACA СНЕЧКУСА
БАМБАЛАС ПЯТРАС БРОНЕВИЧ, ЖЕГАС ВИДМАНТАС ИОНОВИЧ, РОНДОМАНСКАС МЕЧИСЛОВАС СТАСЕВИЧ, ЧУПРИН ВЛАДИМИР ИГНАТЬЕВИЧ
МПК / Метки
МПК: G01B 21/20
Метки: качения, качества, колец, поверхностижелоба, подшипников
Опубликовано: 07.05.1981
Код ссылки
<a href="https://patents.su/3-827975-sposob-kontrolya-kachestva-poverkhnostizheloba-kolec-podshipnikov-kacheniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ контроля качества поверхностижелоба колец подшипников качения</a>
Способ контроля качества поверхности изделий в форме тел вращения

Номер патента: 911127
Опубликовано: 07.03.1982
МПК: G01B 5/28
Метки: вращения, качества, поверхности, тел, форме
...кромок поверхности изделия.Указанная цель достигается тем,что контролируемое иэделие в форметел вращения, например в виде ци"911127 Формула изобретения Составитель 1" РедкобородыйРедактор Л. Лукач Техред И.Рейвес Корректор М, Коста Заказ 1095/21 Тираж 614 ПодписноеВНИИПИ Государственного комитета СССРпо целам изобретений и открытий113035, МоскваЖ, Раушская наб., д, 4/5 филиал ППП "Патент", г, Ужгород, ул, Проекгная,4 линдра или катушки, пронатывают понаправляющей поверхности в виде желоба, регистрируют возникающие приэтом в желобе упругие волны, а степень дефектности поверхности изделия определяют по харакгеристикамэтих волн.При качении иэделия в желобе возникают упругие волны Гшум) . Так какконтролируемое изделие опирается нажелоб...
Способ контроля качества сборки подшипников качения

Номер патента: 905690
Опубликовано: 15.02.1982
Авторы: Бамбалас, Рагульскис, Рондоманскас, Чуприн
МПК: G01M 13/04
Метки: качения, качества, подшипников, сборки
...маятник 1,снабженный узлом крепления его нароторе изделия 2, состоящим из втулки 3 и накидной гайки 1 цанговогопатрона, последовательно соединенные широкополостный преобразователь5, например пьезоэлектрический, усилитель 6 электрических сигналов акустической эмиссии, широкополостныйфильтр 7, пороговое устройство 8 ирегистратор 9.Способ осуществляют следующимобразом.На роторе 2 контролируемого объекта гайкой ц со втулкой 3 крепятмаятник 1. Отклоняют маятник 1 отвертикального положения и создаютс его помощью затухающие колебанияоотора 2,Сигналы акустической эмиссии, возникающие в подшипниковом узле объекта 2 по звукопроводу - ротору изделия, поступают в преобразователь 5,закрепленный на цанговом патроне маятника 1. Эти сигналы...
Акустический способ контроля качества изделий

Номер патента: 1603291
Опубликовано: 30.10.1990
Авторы: Ермолин, Шкуратник, Ямщиков
МПК: G01N 29/08
Метки: акустический, качества
...принятых импульсов акустических колебаний частот Г и Е соответственно(фиг,2 а,б). Частоту Г выбирают максимально высокой, при которой, однако, гарантируется уверенное прозвучивание с четким первым вступлениембездефектного участка изделия 7 набазе Е. Обычно частота Г лежит в.пределах 500-800 кГц и в примеререализации составляет 600 кГц. Частоту Г выбирают такой, чтобы длинаволны используемых акустических колебаний была в 2-3 раза больше протяженности или глубины выявляемогодефекта, т.е. не вьше 100 кГц, Снизучастота Г ограничена нежелательнымувеличением резонансных размеровпреобразователей 1 и 2 величиной60 кГц, чему и равна частота Гвпримере реализации.В соседних узловых точках (отверстия 8) иэделия 7 устанавливают водноводы 3...
Устройство для контроля качества кривизны рабочей поверхности ампулы жидкостного уровня

Номер патента: 466384
Опубликовано: 05.04.1975
Авторы: Озембловский, Трейнер
МПК: G01C 9/30
Метки: ампулы, жидкостного, качества, кривизны, поверхности, рабочей, уровня
...изобретения - определение качестваампулы до запайки.Предлагаемое устройство отличается тем,что в него введен узел изменения объема воздушного пузырька в ампуле, выполненный ввиде, например, мембранной коробки,Устройство схематически изображено начертеже.В схему входят контролируемая ампула с 25пузырьком воздуха в жидкости и мембраннаякоробка (узел изменения давления), призма,микроскоп, лампа подсветки (узел измерениясмещения центра объема).Устройство работает следующим образом. 30Путем наклона ампулы 1 выставляют пузырек воздуха в контролируемый участок поверхности и перемещением измерительного узла фиксируют положение двух краев пузырька (в данном измерительном узле в поле зрения микроскопа 4 с помощью призмы 3 образуется...
Распределитель импульсов на нечетное число каналов

Номер патента: 1324101
Опубликовано: 15.07.1987
МПК: H03K 17/62
Метки: импульсов, каналов, нечетное, распределитель, число
...все высокие потенциалыи на выходе элемента 2 И-ИЛИ-НЕ 13 вмомент Т 14 появляется низкий потенциал, который поступает на вход элемента ИЛИ-НЕ 14, и на выходе последнего появляется высокий потенциал,который поступает на вход элемента2 И-ИЛИ-НЕ 13 и поддерживает на его 35выходе низкий потенциал. Высокий потенциал с выхода элемента ИЛИ-НЕ 14поступает на входы Т -триггера 18и устанавливает его в состояние снизким потенциалом на первом, втором,40четвертом, пятом и шестом выходахи с высоким потенциалом на третьемвыходе.Высокий потенциал с выхода элемента ИЛИ-НЕ 14 поступает на вход перного элемента И-НЕ 19 и вызываетна его выходе низкий потенциал. Этотнизкий потенциал поступает на входвторого элемента И-НЕ 20 и устанавливает триггер на...
Предыдущий патент: Устройство для измерения размера объектов
Следующий патент: Способ измерения угла
Случайный патент: Рабочий орган роторного окорочнозачистного станка