Способ аргоно-дуговой сварки сты-kob труб
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
Союз Советских Соцнапистических Республик(22) Заявлено 25 Р 479 (2) 2757947/25-27. с присоедииеивем заявки И 9 5 М. ( .З В 23 К 9/16 Государственный веют СССР ню дневи нзобретеннй н етарытий(54) СПОСОБ АРГОНО-ДУГОВОЙ СВАРКИ СТЫКОВ ТРУБ Изобретение относится к аргонодуговой сварке, стыков труб малого диаметра менее 20 мм и может найти применение в машиностроении, химической, энергетической, авиационной н других отраслях промлаленноетн.Аргоно-дуговую сварку большого числа соединений из различных металлов необходимо выполнять с применением присадочного металла для обеспечения заданной геометрии соединения или свариваемости металлов. При аргоно-дуговой сварке стыков труб малого. диаметра а подачей прнсадочной проволоки наибольшую трудность представляет обеспечение равномерного переноса присадочного металла в сварочную ванну, так как при большой кривизне поверхности трубы и малом диаметре нрисадочной проволоки, характерных для сварки труб малого диаметра, присадочная проволока оплавляется,не достигнув еще сварочной ванны, и не попадает в последнюю.Известно устройство для аргонодуговой сварки неплавящимся электродом, реализующее способ, где присадочная проволока подается под углом не более 30 к оси неплавяющегоося электрода 1Однако такой способ подачи приса дочной проволоки применяется обычнопри сварке изделий большой толщины с использованием рисадочной.проволоки сравнительно большого диаметра, когда для более эФФективного плавле- Щ ния проволоки используют непосредственно тепло сварочной дуги. В случае сварки труб малого диаметра применяют тонкую прнсадочную проволоку, которая будет оплавляться в непосредственной близости от сварочной дуги, не достигнув сварочной ванны, произойдет образование капли большого размера на конце проволоки, которая вызовет замыкание дугового промежут. - ка. Известен способ дуговой сваркинеплавящнмся электродом, когда присадочную проволоку подают в сварочную ванну в плоскости, перпендикулярной плоскости сварки. Такой способ подачи присадочной проволоки предназначен для сварки преимущественно изделий. плоской формы или труб изнут .ри когда объем металла в сварочнойванне, непосредственно под электродом, сравнительно велик 21.При сварке стыков труб. малого диаметра подача присадочной проволокивдоль образующей трубы техническитрудно осуществима, и, кроме того,,при значительной кривизне поверхности стыка объем расплавленного металла в плоскости подачи присадочнойпроволоки минимальный, что не обеспечивает равномерный перенос приса дочного металла в сварочную ванну.Наиболее близким к изобретениюявляется устройство для направленияприсадочной проволоки, реализующееспособ, в котором проволоку подаютв головную часть сварочной ванны подуглом, меньшим 90 , к оси неплавящеогося электрода. В этом случае равномерный перенос присадочного .металлав сварочную ванну достигается приусловии, если присадочная проволока 20соприкасается по касательной с участком поверхности стыка у границы головной части сварочной ванны 3.) .Для случая сварки стыков трубмалого диаметра это условие не выполняется, так как сварочная ванназанимает .значительную часть окружности стыка и участок стыка у головной части ванны составляет с электродом Угол, значительно больший 90 . ЗОВ,результате присадочная проволокаподходит к поверхности стыка подзначительным Углом и либо сплавляется, не достигнув сварочной ванны,либо упирается в стык перед ванной;в обоих случаях не достигается равномерный перенос присадочного металла в сварочную ванну.Цель изобретения - обеспечениеравномерного переноса присадочногометалла в сварочную ванну и формированне шва требуемой геометрии приаргоно-дуговой сварке стыков трубмалого диаметра.Для достижения поставленной целив способе аргоно-дуговой сварки стыков труб неплавящимся электродом сподачей присадочной проволоки в головную часть сварочной ванны подуглом к оси электрода проволоку подают в направлении касательной к ртрубе, расположенной под углом 95110 к оси электрода, а конец про"волоки на длине ее вылета смещаютот электрода вдоль его оси на величину, равную (1-3) диаметра. проволоки.На чертеже изображена схема подачи присадочной проволоки.Схема содержит свариваемый стык1 труб, мундштук 2 тракта подачиприсадочной проволоки, присадочнуюпроволоку 3, неплавящийся электрод 4, 60сварочную ванну 5, касательную 6 кстыку перед сварочной ванной 5,смещение 7 мундштука 2.Способ аргоно-дуговой сваркистыков труб осуществляют следующим Яобразом. Мундштук 2 тракта подачи приса дочной проволоки 3 располагают в плоскости стыка 1 под углом 95-110 О к неплавящемуся электроду в направлении сварки таким образом, чтобы проволока 3 подавалась по касательной 6 к поверхности трубы. В этом случае присадочнаяпроволока 3 оказывается удаленной от сварочной дуги, что. должно исключить вероятность ее оплавления вне пределов сварочной ванны 5. При подаче присадочной проволоки 3 в процессе сварки, вследствие биения трубы или Упругого деформирования проволоки 3 после выхода из мундштука 2 существует вероятность отрыва проволоки 3 от поверхности стыка 1. Это может привести к замыканию дугового промежутка при- . садочной проволокой 3 или к ее оплавлению вне сварочной ванны 5. Для исключения такого явления конец присадочной проволоки 3 перемещением мундштука 2 смещают к свариваемому стыку 1 вдоль электрода 4 на величину 7, равную 1-3) диаметров проволоки 3, обеспечивая тем самым постоянный поджим проволоки 3 к поверхности стыка 1.П р и м е р. Сваривают трубы ф 8 х 1,5 мм иэ сплава титана с разделкой кромок и подачей присадочной проволоки ф 1,0 мм. Мундштук тракта подачи присадочной поволоки располагают под углом 105 к оси вольфрамового электрода по направлению сварки и подводят его к стыку до касания присадочной проволоки поверхности . стыка. Затем поджимают присадочную проволоку к поверхности стыка перемещением мундштука вдоль электрода на 1,5 мм. Сварку выполняют на токе 30 А при скорости сварки 4 м/ч и скорости подачи присадочной проволоки 2,5 м/ч. В.процессе сварки присадочная проволока равномерно плавится в головной части ванны; полученный шов имеет равномерное по всему периметру усиление.Предлагаемый способ обеспечивает подачу присадочиой проволоки в головную часть сварочной ваины по касательной к участку стыка перед ней, чем достигается равномерный перенос присадочного металла и требуемое формирование шва, что улучшает качество сварного соединения при сварке труб диаметром менее 20 мм.формула изобретенияСпособ аргоно-дуговой сварки стыков труб неплавящимся электродом с подачей присадочной проволоки в головную часть сварочной ванны, под углом к оси электрода, о т л и ч аю щ и й с я тем, что, с целью повышения качества сварного шва при. Нодпитета СССРытийнаб., д. 4/5 Государственного коми ам изобретений и отк ва, 2-35, РаушскаяФилиал ППП фПатент", г. Ужгород, ул. Проектная,сварке труб малого диаметра менее20 мм, проволоку подают в направле-,нии касательной к трубе, расположенной под углом 95-110 о к оси электрода, а конец проволоки на длине .ее вылета смещают от электрода вдольего оси на величину, равную (1-3)диаметра проволоки. Источники инФормации,принятые во внимание при экспертизе 1, Авторское свидетельство СССР 9446372, кл В 23 К 9/16, 21.06,71. 2. Авторское свидетельство СССР 9276283, кл.В 23 К 9/16, 14.07 в 69. 3. Авторское свидетельство СССР 9411972, кл. В 23 К 9/16, 24.05.71.
СмотретьЗаявка
2757947, 25.04.1979
ПРЕДПРИЯТИЕ ПЯ Р-6476
ХАВАНОВ ВЛАДИМИР АЛЕКСАНДРОВИЧ, ИГУМНОВ ВАЛЕРИЙ ПАВЛОВИЧ
МПК / Метки
МПК: B23K 9/16
Метки: аргоно-дуговой, сварки, сты-kob, труб
Опубликовано: 15.03.1981
Код ссылки
<a href="https://patents.su/3-812466-sposob-argono-dugovojj-svarki-sty-kob-trub.html" target="_blank" rel="follow" title="База патентов СССР">Способ аргоно-дуговой сварки сты-kob труб</a>
Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки

Номер патента: 1776528
Опубликовано: 23.11.1992
Автор: Стоянов
МПК: B23K 37/04
Метки: аргонодуговой, неплавящимся, поворотных, подачей, присадочной, проволоки, сварки, стыков, труб, электродом
...закреплена с помощью оси 56 и вилки 57 на штанге 58 с упором 59 и ограничителем хода 60, установленной в направляющем корпусе 61 с возможностью перемещения пружиной 62 и зубом колеса 53, На штанге 58 установлен управляющий элемент 63 конечного переключателя 64, закрепленного на корпусе 61.Механизм 8 перемещения кулачков патронов 7 выполнен в виде пневмоцилиндра 52, на втором конце которого закреплено центробежное тормозное устройство 68,взаимодействующее посредством ключа 69 и пружины 70 с пневмоприводом гайковерта 71. Тормозное устройство 68 выполнено в виде подвижно в осевом направлении закрепленной на ключе 52 с помощью шпонок 72 втулки 73 с установленными на ней на осях шарнира 74 рычагами 75 с пружинами 76 и инерционными массами 77,...
Датчик положения сварочного электрода относительно стыка
Номер патента: 483567
Опубликовано: 05.09.1975
Авторы: Галицкий, Голин, Котова, Некрасов, Педунова, Снежко
МПК: G01B 7/00
Метки: датчик, относительно, положения, сварочного, стыка, электрода
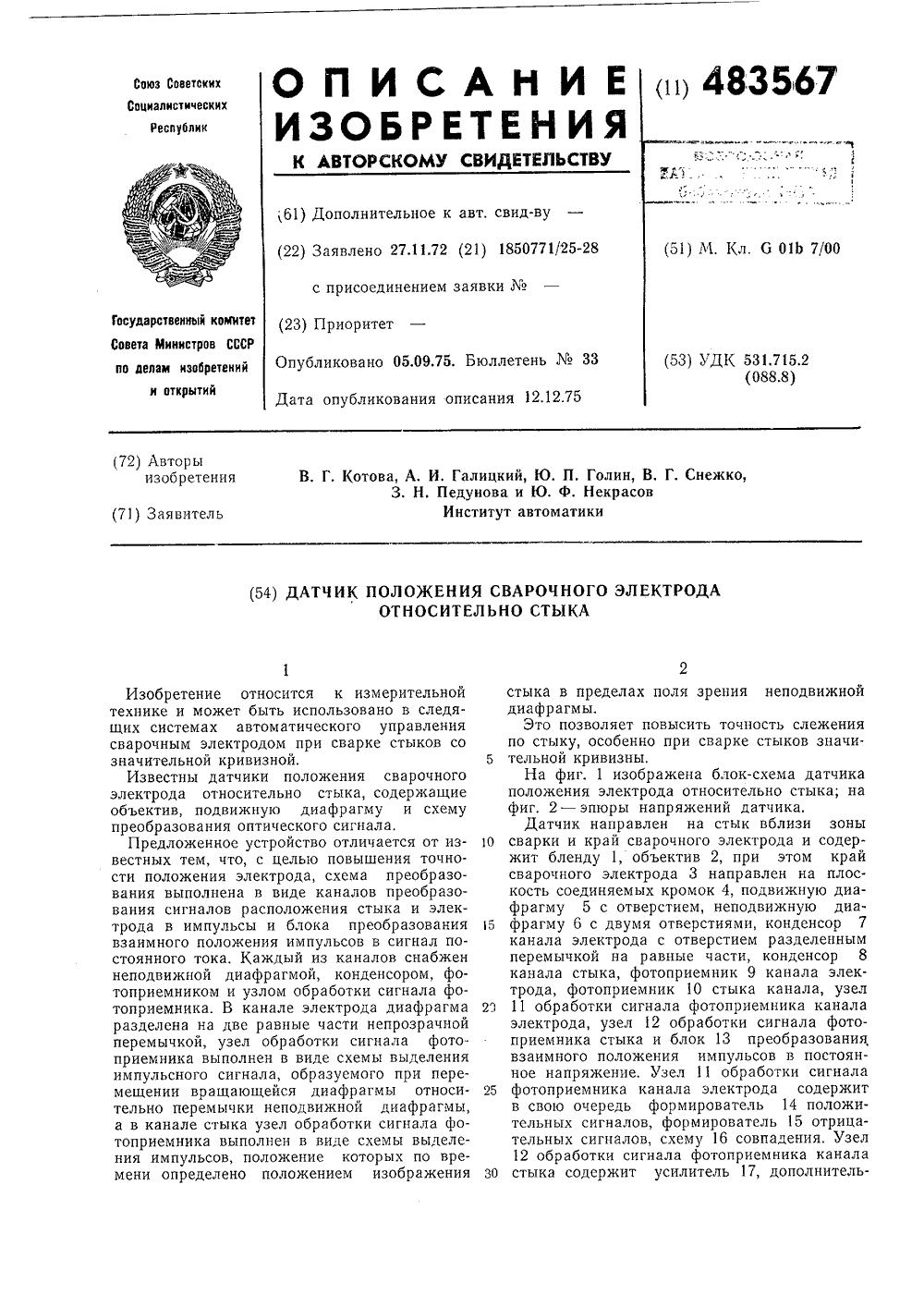
...9 канала электрода. Отраженный от кромок соединяемых деталей световой поток электрода, прошедший через отверстия подвижной диафрагмы 5 и неподвижной диафрагмы б канала стыка, собирается конденсором 8 на фотоприемник 10 канала стыка, Наличие перемычки в центре неподвижной диафрагмы в поле зрения фотоприемника канала электрода и наличие стыка в центре поля зрения фотоприемника канала стыка позволяет на выходе каждого из них получать сигналы с паузами т; т (фиг. 2 а, д). Взаимное положение этих пауз определяет положение стыка относительно электрода.Для упрощения использования этой информации из сигналов пауз формируются импульсы стыка и электрода. Для этого сигналы с фотоприемников каналов стыка и электрода подаются соответственно на...
Способ дуговой многопроходной сварки труб

Номер патента: 1143554
Опубликовано: 07.03.1985
Авторы: Бармина, Рощин, Фролова
МПК: B23K 31/06
Метки: дуговой, многопроходной, сварки, труб
...шва (мм) . Если ар.т будет меньше, чем 1,5 В, то при выполнений основного прохода зона термического влияния, где в основном после охлаж. дения шва низкие показатели корроэионной стойкости, не будет переплавлена и будет непровар, а если Зрбудет больше, чем в 2 В, то соединение будет чрезмерно переплав лено, а шов ослаблен. При этом сле- дует отметить, если при сварке труб с разделкой кромок, когда опрессовочные проходы выполняют сериями из, 3-8 опрессовочных проходов, чередуют щимися с основными проходами, то целесообразно усиление каждой серии, полученной от опрессовочных прохо-дов, использовать как присадочный материал при выполнении следующей серии, так как это позволяет значительно улучшить качество шва и быстрее...
Устройство для наведения сварочного электрода на стык

Номер патента: 725835
Опубликовано: 05.04.1980
Авторы: Антощенко, Воробьев, Жуковин, Коваленко, Шморгунов
МПК: B23K 9/10
Метки: наведения, сварочного, стык, электрода
...напряжения уси-лителя через нуль. Эти импульсы подаются на вход первого ждущего мультинибратора 9, к которому последовательно включен второй ждущий мультивибратор 10. Импульсы с выхода первого и.второго ждущих мультинибраторонподаются на входы первого и второговременных селекторов 11 и 12 и на выходы схемы ИЛИ 14. На втоРые входыэтих селекторов поступает видеосигнал с выхода телевизионной камеры 1,Ймпульсы с выхода схемы ИЛИ 14 подаются на видеоконтрольное устройство4 для образования яркостной бтметки,а импульсы видеосигнала с выхода временных селекторов 11 и 12, подаютсяна вход дифференциального детектора13, Временные селекторы делят видеосигнал на две части, а дифференциальный детектор сравнивает площади этихчастей, Если площади...
Устройство для направления сварочного электрода по стыку

Номер патента: 1094712
Опубликовано: 30.05.1984
МПК: B23K 37/00
Метки: направления, сварочного, стыку, электрода
...фиг. 4 - положение рычагов и выключателя при нахождении щупа на прихваточный шов.Устройство для направления электрода по стыку содержит корпус 1, жестко связанный со сварочной головкой 2, снабженной мундштуком 3 и салазками 4, связанными винтовой передачей 5 с приводом корректора (не показан) и подвижными относительно верх. ней подвески 6. В корпусе 1 пружиной 7 подпружинен рычаг 8, жестко закрепленный на держателе 9 и связанный с ползуном 10, снабженным экраном 11 и пружинами 12, размещенными в ползуне 10 симметрично экрану 1.1, связанными с бесконтактными датчиками 13.Держатель 9 установлен в корпусе 1 с возможностью вертикального перемещения и поворота вокруг своей оси н снабжен копирным роликом 14, ширина которого больше ширины...
Предыдущий патент: Устройство для автоматической свар-ки криволинейных поверхностей
Следующий патент: Способ сварки низколегированныхсталей
Случайный патент: Учебное пособие по начертательной геометрии