Устройство для программного управлениястанком
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 798717
Авторы: Аверченков, Карпухин, Прудников


Текст
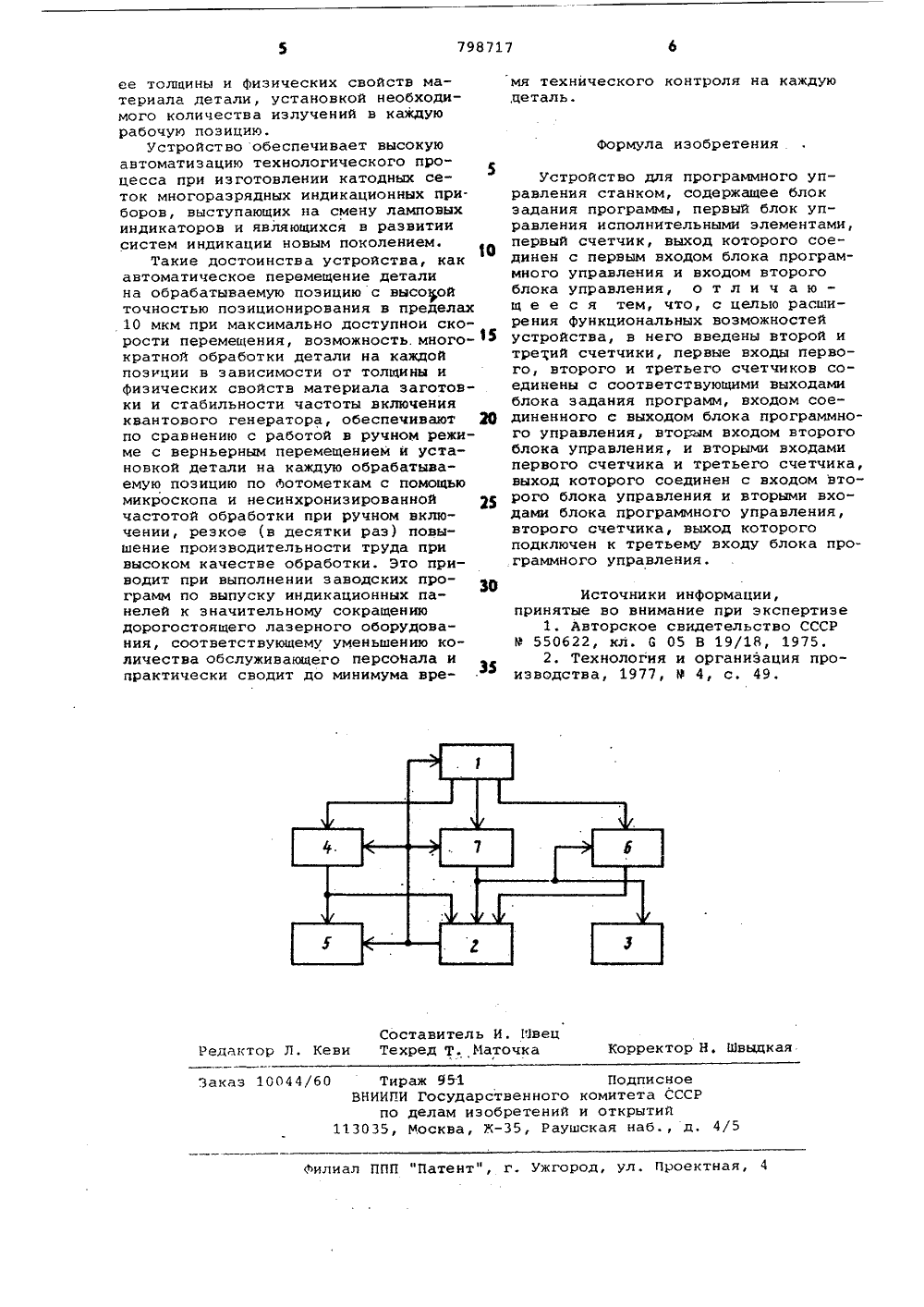
ОП ИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз Советскик Социалистических Республин(22) Заявлено 290978 (21) 2667352/18-24с присоединением заявки Нф(51)М. Кл. С 05 В 19/18 Государственный комитет СССР по делам изобретений и открытий(71) Заявитель Смоленское специальное конструкторско-технологическое бюро "Спецавтоматика"(54) УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ СТАНКОМ. Изобретение относится к автоматике и вычислительной технике и предназначено для применения в области обработки деталей лазером, в частности. для программного управления координатными перемещениями в Фокальной плоскости объектива лазерного станка исполнительного механизма с установленной на нем обрабатываемой деталью.10Известно устройство для программного управления станками, содержащее блок памяти, блок координатных перемещений, блок управления, шаговые двигатели координатных перемещений, 15 а также схемы логических элементов 11Однако данное устройство предназначено для управления металлорежущими станками н.по своим функциональным возможностям не обеспечивает спе циФику управления лазерным станком.Наиболее близким по технической сущности к предлагаемому является лазерный станок с числовым программным управлением для обработки отверстий, 25 содержащий оптико-квантовый генератор с подвижным устройством Фокусируемого излучения, нсйолнительный механизм с закрепленной на нем обрабатываемой деталью, шаговый привод, соединенный 30,с пультом числопрограммного управления (программным блоком), пульт управления (блок задания и ввода программы), и блок управления поджигом оптико-квантового генератора 21.Однако при обработке деталей лазерным лучом, например при сверпении сетки отверстий в зависимости от толщины и Физических свойств материала обрабатываемой детали, необходимо устанавливать и отрабатывать заданное количество импульсов излучения на одной рабочей позиции, при этом необходимо обеспечивать строгую синхронизацию управления моментом поджига лазера при координатном перемещении от одной рабочей позиции к другой, так как последнее существенным образом определяет точность и качество обработки деталей.Цель изобретения - расширение Функ. цнональных возможностей устройства.Эта цель достигается тем, что в устройство для программного управления станком, содержащее блок задания программы, первый блок управления исполнительными элементами, первый счетчик, выход которого соединен с первым входом блока программного управления и входом второго блока уп 798717равления, в него введены второй и третий счетчики, первые входы первого, второго и третьего счетчиков соединены с соответствующими выходами блока задания программ, входом соединенного с выходом блока программного управления, вторым входом второго ,блока управления, и вторыми входами первого счетчика и третьего счетчика, выход которого соединен с входом второго блока управления и вторыми вхо дами блока программного управления, и второго счетчика, выход которого подключен к третьему входу блока программного управления.На чертеже представлена структурная схема устройства для программного управления станком.Устройство содержит блок 1 задания программы, блок 2 программного управления, блок 3 управления, счетчик 4, блок 5 управления исполнительными эле 20 ментами, счетчики 6 и 7.Устройство работает следующим образом.Первоначально программа в устройство вводится вручную по команде д "Пуск", на первую рабочую позицию обрабатываемой детали подается от шестнадцати до трех импульсов излучения;в зависимости от физических свойств применяемого активного элемента опти-З 0 ко-квантового генератора для вхождения его в рабочий режим. При этом, как и при дальнейшей работе, необходимо обеспечить постоянную частоту включения оптико-квантового генератора.Это достигается путем введения в устройство счетчика 7, который просчитывает импульсы, поступающие из блока 3 программного управления.Счетчик 4, обеспечивающий работу 40 по заданной программе двухкоординатного исполнительного механизма, отключен. Сигналы просчета счетчика 7 синхронизации момента поджига оптикокв"нтового генератора поступают с 45 частотой, определяемой блоком 1 задания программы, на блок 3 управления поджигом оптико-квантового генератора, вырабатывающий сигналы, по каждому из которых выдается единичный 50 импульс излучения. Те же сигналы просчета прекращают подачу импульсов иэ блока 2 в счетчик 7. По окончании прохождения импульса излучения возобновляется подача импульсов в счетчик 7, На этом начальном этапе счетчик 6 просчитывает йеобходимое для вхождения оптико-квантового генератора в рабочий режим количество импульсов излучения и по окончании просчета дает сигнал на блок 2, по которому по следний .разрешает прохождение импульсов в работающий параллельно со счетчиком 7 счетчик 4, который просчитывает количество импульсов, необходимое для перевода обрабатываемой дета ли на новую рабочую позицию, При этомблок 5 определяет по команде блока 2координату и знак перемещения, Послекаждого перемещения подача импульсовна счетчик 4 прекращается, но продолжает заполняться счетчик 7 до заданной величины синхронизации, котораяпо времени больше времени перемещениядвухкоординатпого исполнительного механизма на новую позицию на величину, необходимую для успокоения н исполнительном механизме переходныхпроцессов.В дальнейшем, счетчик б просчитывает каждый раз количество импульсовизлучения необходимое для качественной обработки отверстия в детали,после чего происходят дальнейшие перемещения на новые рабочие позиции.Жесткое, для каждой отдельной программы, время синхронизации моментаподжига оптико-квантового генераторапозволяет осуществлять обработку отверстий на всей детали в строго определенном для всех импульсов,излучения энергетическом режиме оптикоквантового генератора, что обеспечивает высокое качество обработки. После каждого этапа обработки отверстияв детали информация из блока 1 вводится в счетчик 4, В счетчик 7 информация вводится из блока 1 задания программы после подачи импульсов в счетчик б количества импульсов излученияв зону обработки и на блок 3 управления. Ввод всей программы осуществляется автоматически путем опроса блоком 2 программного управления блока1 задания программы,После выполнения всей заданной программы устройство автоматически отключается. Введение в устройство счетчика синхронизации момента поджига оп 1 тико-квантового генератора и счетчика количества импульсов излучения в зону обработки, соответствующим образом соединенных между собой и .другими известными блоками, позволяет расширить Функциональные возможности и эксплуатационные характеристики устройства. Это выражается в том, что повышается точность обработки отверстий и улучшается их качество за счет выдержки времени, необходимой для затухания переходных процессов в механической части двухкоординатного исполнительного механизма, после окон чания перемеш .ния и работы оптико- квантового генератора в строго определенном энергетическом режиме для всех импульсов излучения. Устройство позволяет быстро перестраивать программу при смене активного вещества оптико-квантового генератора установкой необходимого количества излучений на первой рабочей позиции для вхождения оптико-электронной системы лазера в рабочий режим и смене обрабатываемой детали, в зависимости от798717 Формула изобретения ставитель И. Ив хред Т. Иаточка выдка оррект тор Л. Кеви Тираж 951 ВНИИПИ Государственног по делам иэобретени113035, Москва, К, Ра акаэ 10044/6 Подписноекомитета СССРи открытийшская наб., д. од, ул, Проектная, 4 лиал ППП "Патент", г. ее толщины и Физических свойств материала детали, установкой необходимого количества излучений в каждую рабочую позицию,Устройство обеспечивает высокую автоматизацию технологического процесса при изготовлении катодных сеток многоразрядных индикационных приборов, выступающих на смену ламповых индикаторов и являющихся в развитии систем индикации новым поколением.Такие достоинства устройства, как автоматическое перемещение детали на обрабатываемую позицию с высоой точностью позиционирования в пределах 10 мкм при максимально доступнои скорости перемещения, возможность. много кратной обработки детали на каждой позиции в зависимости от толщины и Физических свойств материала заготовки и стабильности частоты включения квантового генератора, обеспечивают 20 по сравнению с работой в ручном режиме с верньерным перемещением и установкой детали на каждую обрабатываемую позицию по ботометкам с помощью микроскопа и несинхронизированной 2 частотой обработки при ручном включении, резкое (в десятки раэ) повышение производительности труда при высоком качестве обработки. Это приводит при выполнении заводских программ по выпуску индикационных панелей к значительному сокращению дорогостоящего лазерного оборудования, соответствующему уменьшению количества обслуживающего персокала и практически сводит до минимума время технического контроля на каждуюдеталь. Устройство для программного управления станком, содержащее блок задания программы, первый блок управления исполнительными элементами, первый счетчик, выход которого соединен с первым входом блока программного управления и входом второго блока управления, о т л и ч а ю - щ е е с я тем, что, с целью расширения Функциональных возможностей устройства, в него введены второй и третий счетчики, первые входы первого, второго и третьего счетчиков соединены с соответствующими выходами блока задания программ, входом соединенного с выходом блока программного управления, вторым входом второго блока управления, и вторыми входами первого счетчика и третьего счетчика, выход которого соединен с входом второго блока управления и вторыми входами блока программного управления, второго счетчика, выход которого подключен к третьему входу блока программного управления. Источники информации,принятые во внимание при экспертизе 1. Авторское свидетельство СССР Р 550622, кл. 6 05 В 19/18, 1975,2. Технология и организация производства, 1977, Р 4, с. 49.
СмотретьЗаявка
2667352, 29.09.1978
СМОЛЕНСКОЕ СПЕЦИАЛЬНОЕ КОНСТРУКТОРСКОТЕХНОЛОГИЧЕСКОЕ БЮРО "СПЕЦАВТОМАТИКА"
КАРПУХИН ГРИГОРИЙ ПАРФЕНОВИЧ, ПРУДНИКОВ ИГОРЬ АЛЕКСАНДРОВИЧ, АВЕРЧЕНКОВ ВИКТОР ИВАНОВИЧ
МПК / Метки
МПК: G05B 19/18, G05B 19/418
Метки: программного, управлениястанком
Опубликовано: 23.01.1981
Код ссылки
<a href="https://patents.su/3-798717-ustrojjstvo-dlya-programmnogo-upravleniyastankom.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для программного управлениястанком</a>
Многоканальный счетчик импульсов

Номер патента: 211156
Опубликовано: 01.01.1968
Авторы: Злобин, Клюкин, Шапаренко
МПК: G11C 19/00, H03K 23/00
Метки: импульсов, многоканальный, счетчик
...времени 5 программный блок 8 выдает серию управляющих импульсов, следующих в определенной последовательности: импульс считывания, на которыйформирователь 5 тока считывания вырабатывает импульс тока считывания, достаточныйдля перемагничивания соответствующей строки ферритовой матрицы в нулевое состояние;импульс разблокировки усилителей 22 чтения; импульс добавления Ь,з регистр памяти 24, возникающий при поступлении на входпрограммного блока 8 импульса с соответствующего триггера переполнения через схему ИЛИ 7, импульс запрета, поступающийчерез схему НЕ - И 15 н запускающий огенераторов 23 тока запрета, сигнал блокировки на каждый из которых подается с соответствующего триггера 24 регистра памяти, импульс записи на формирователь...
Счетчик импульсов

Номер патента: 293256
Опубликовано: 01.01.1971
Автор: Гут
МПК: G05B 15/02, G06J 3/00
...состояние его не изменилось под действием пришедшего на него импульса, это значит, что не откроется вентиль, делающий возможным переброс другого триггера этого же блока. Пришедший через некоторое время на второй триггер следующий импульс проходит через вентиль, который уже был открыт, и таким образом лишь подтверждает это прежнее состояние триггера. Весь блок, следовательно, останавливается и ждет очепедного импульса на несработавший триггер. Поскольку рассматриваемый блок дает сигналы переброса на следующие за ним блоки, это значит, что та часть счетчика, которая следует за данным блоком, также останавливается. Следовательно, не допускается возможность рассогласования в показаниях регистпов.Таким образом, счетчик, который построен из...
Счетчик импульсов

Номер патента: 437226
Опубликовано: 25.07.1974
Авторы: Виноградов, Горбачев, Жуков, Судьин
МПК: H03K 23/02
...В противном случае на входе вентиля 12 будут два нуля, на выходе - единица, которая зафиксирует в триггере 14 ошибки информацию о неправильности работы счетчика.При поступлении первого импульса открыт только первый четырехвходовый вентиль 6 (на чертеже справа), остальные - заблокированы триггерами 5. Поэтому первый импульс счета проходит первый вентиль 6 и поступает на счетный вход первого разряда счетчика 9, перебрасывая его в О. Элемент 7 задержки задерживает импульс на время, необходимое для изменения состояния счетчика, Импульс с выхода элемента 7 задержки поступает на схемы 8 переноса и на вентиль 13 записи, К этому времени на выходе первого разряда счетчика устанавливается 1, которая поступает на вход схемы 10...
Многоканальный счетчик импульсов

Номер патента: 479257
Опубликовано: 30.07.1975
Авторы: Климов, Махновский
МПК: H03K 23/02
Метки: импульсов, многоканальный, счетчик
...измеряемой скорости счета, Импульсы с формирователей 18 - 18 поступают на шифратор каналов 1. В шифраторе 1 формируется номер канала в необходимом коде, по которому выбирается из блока памяти 2 требуемое число, Одновременно с этим импульсы с формирователей 18 - 18 поступают на схему собирания 19 и далее на блок измерения частоты 7, в котором сигнал поступает сначала на формирователь диапазонов 8, на другие входы которого с распределителя 5 подаются временные интервалы, характеризующие окончание каждого диапазона. Таким образом, при приходе любого импульса со схемы собирания 19 в формирователе диапазонов 8 определяется диапазон, которому соответствует данная скорость счета, Сигналы с формирователя диапазонов 8 поступают на регистр...
Резервированный счетчик импульсов

Номер патента: 1089762
Опубликовано: 30.04.1984
МПК: H03K 23/00
Метки: импульсов, резервированный, счетчик
...шину и три канала,каждый изкоторых содержит элементзапрета, счетный блок, элемент неравнозначности и мажоритарньй элемент,в каждом канале выход старшего разряда счетного блока соединен с первымвходом элемента неравноэначности ис первым входом мажоритарного элемента, выход которого соединен с вторым входом элемента неравнозначности,выход которого соединен с управляющим входом элемента запрета информационный вход которого соединен свходной шиной, остальные входы мажоритарного элемента соединены с выхо;дами старших разрядов блоков другихканалов, в каждый канал введены блоксравнения с выделением сбоя, элементзадержки, заторможенный генератор иэлемент ИЛИ, выход, первый и второйвходы которого соединены соответственно с тактовым входом...
Предыдущий патент: Система двухкоординатного программногоуправления c коррекцией программы
Следующий патент: Устройство для программного управлениясистемами контроля аппаратуры
Случайный патент: Устройство для сопряжения поцессоров с общим блоком памяти