Устройство для управления процессомдозирования жидких металлов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
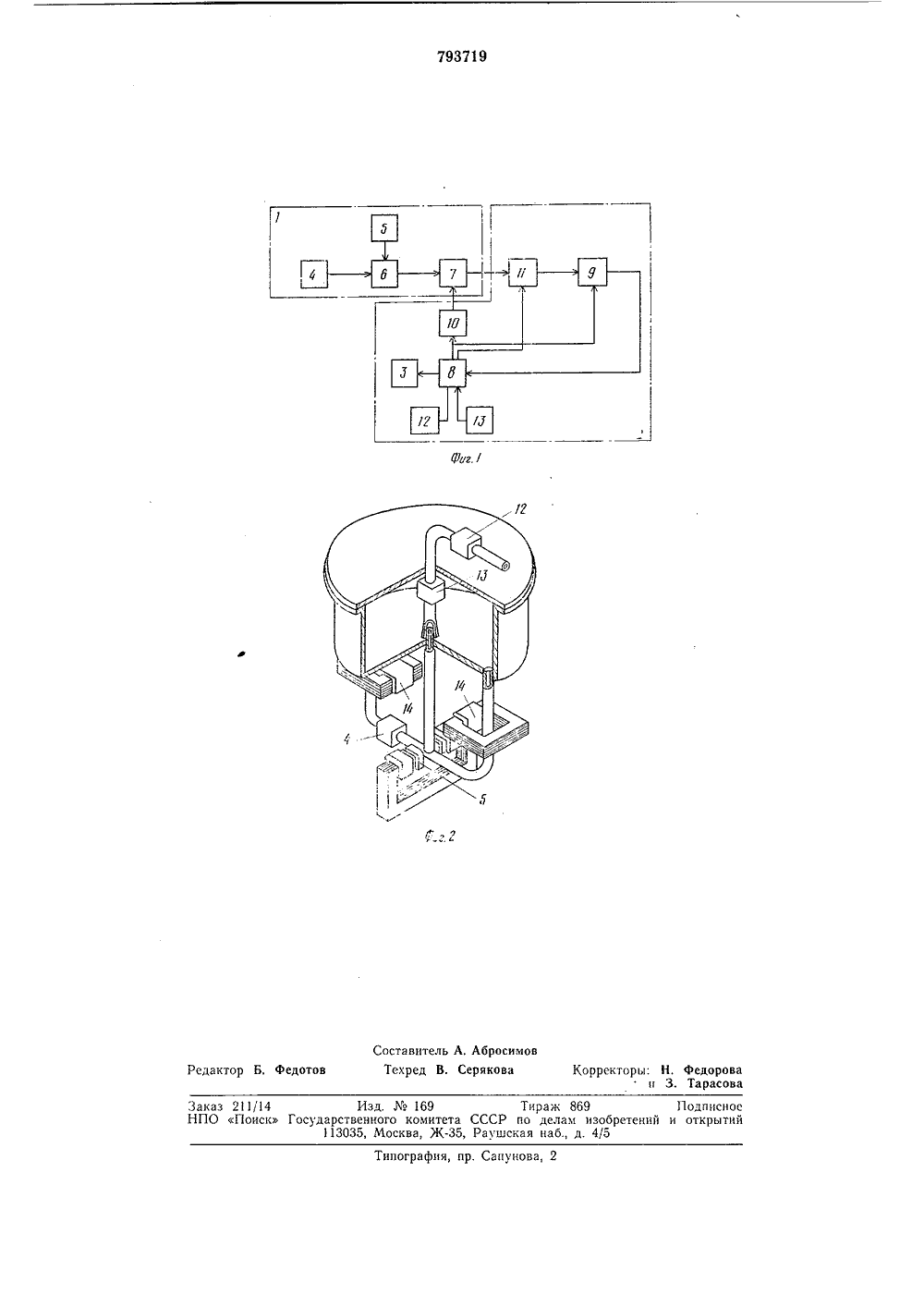
фа. овечаяС -"И Ъ-Б р 793 Т 9 ОП ИИЗОБРЕТЕНИЯ Савв Советских Социалистических Республик(45) Дата опубликования описания 07.01.81(51) М. Кл.В 220 39/00 гесуддрстееииый комитет СССР пе делам иеебретеиий и открытий(71) Заявитель Институт проблем литья АН Украинской ССР(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДОЗИРОВАНИЯ ЖИДКИХ МЕТАЛЛОВ1Изобретение относится к автоматизации литейных процессов, а именно, к управлению дозированием жидких металлов электромагнитными насосами переменного тока, например, в машину литья под давлением.Известно устройство управления процессом дозирования жидких металлов Ц, состоящее из блока измерения количества металла, выдаваемого дозатором, выполненного с помощью перемножающего корнеизвлекающего и интегрирующего устройств (блока) и блока управления дозированием (схема управления, схема сравнения, датчик контроля появления металла на выходе из металлопровода, задатчик дозы).У этого устройства время дозирования корректируется только при изменении напряжения питающей сети и не зависит от уровня металла в тигле дозатора и от гидростатического сопротивления металлотракта, что существенно влияет на точность дозирования.Целью изобретения является повышение точности дозирования жидких металлов, транспортируемых с помощью насоса-доза- тора, например насоса магнитодинамического типа. Это достигается тем, что в блок измерения силы, действующей на металл, дополнительно введен преобразователь напряжения в частоту, один вход которого соединен с выходом перемножающего устройства, другой - с задатчиком дозы, выход же соединен со входом ключа, а в блок уп равления дозированием введен датчик наличия металла в металлотракте, соединенный через схему управления с ключом, реверсивный счетчик импульсов, счетный вход которого через ключ соединен с выходом 10 преобразователя напряжения в частоту, ауправляющий вход через схему управления - с датчиком появления металла на выходе из металлотракта.Блок-схема предлагаемого устройства 15 представлена на фиг. 1; на фиг. 2 показано размещение измерительных обмоток и датчиков наличия металла на насосе-доза- торе.Устройство состоит из блока 1 измере ния силы, действующей на металл в активной зоне, и блока 2 управления процессом дозирования, отключающего питание трансформатора 3.Блок 1 измерения силы включает в себя 25 токовую обмотку 4, размещенную на металлотракте вне активной зоны, измерительные обмотки 5, перемножающий блок б, преобразователь 7 напряжения в частоту (ПНЧ).Блок 2 управления процессом дозирова ния состоит из схемы 8 управления, ревер 7937195 10 15 0 25 50 35 40 45 50 55 60 сивного счетчика 9 импульсов, задатчика 10 дозы, ключа 11, датчика 12 появления металла на выходе металлотракта, датчика 13 наличия металла в металлотракте,Устройство работает следующим образом,Когда магнитодинамический насос заполнен металлом и включен в режим хранения, в обмотке 4, являющейся вторичной обмоткой трансформатора тока (первичная - жидкий металл) наводится ЭДС Уь пропорциональная току, индуцированному в жидком металле индукторами 14 (фиг, 2).При включении трансформатора 3 (режим заливки) создается магнитное поле, взаимодействующее с индуцированным в жидком металле током и обусловливающее появление электромагнитной силы, под действием которой яидкий металл поступает в металлоприемник. При этом в обмотках 5 наводится ЭДС (72, пропорциональная величине магнитного поля. Напряжения (7 ь (,г 2 подаются на входы перем ножа ющего устройства б, на выходе которого получаем сигнал, пропорциональный электромагнитной силе, действующей на металл в активной зоне насоса.Зтот сигнал подается на вход преобразователя 7 напряжения в частоту, на выходе которого получаем импульсы, следующие с частотой, пропорциональной электромагнитной силе, действующей на металл. При включении электромагнитного насоса в режим заливки металл поднимается по металлотракту под действием электромагнитной силы. По достижении передним фронтом струи металла зоны контроля датчика 13 (момент времени 1) на схему 8 управления подается сигнал (например, в форме импульса). Схема 8 управления открывает ключ 11, и на счетный вход реверсивного счетчика 9 поступают импульсы с выхода преобразователя 7.По достижении передним фронтом струи металла датчика 12 (момент времени Ь) схема 8 управления полает сигнал на управляющий вход счетчика 9 и на задатчик дозы 10 (расстояние между датчиками 13 и 12 постоянно). При этом задатчик 10 изменяет коэффициент преобразования преобразователя 7 в зависимости от желаемой дозы, устанавливаемой оператором. Поскольку в течение времени Л 1 г=1 - 1 на управляющем входе счетчика 9 сигнала нет, он работает в режиме записи (суммирования) импульсов. При поступлении сигнала на управляющий вход счетчика 9 (12) счетчик переключается с режима записи в режим списывания (вычитания) импульсов. Когда счетчик 9 принимает нулевое состояние (все импульсы описаны), подается сигнал в схему 8 управления, которая отключает трансформатор 3 и таким образом прекращает заливку (момент времени 1 з). При изменении гидростатического сопротивления металлотракта и уровня металла в тигле изменяется скорость польема металла и, следовательно, Л 1 г=ггЛ 1, гле Л 2= = 1 з - г 2; п - коэффициент, зависящий от установленной оператором дозы на залатчике 10, При изменении напряжения источника питания дозатора сила, поднимающая металл, изменяется, следовательно, изменяются скорость польема металла и время ЛьТаким образом, предлагаемое устройство лля управления процессом лозировапня позволяет повысить точность лозирования за счет коррекции времсни заливки лозы Л 1 при изменении как напряжения источника питания дозатора, так и гидростатического сопротивления металлотракта и уровня ме. талла в тигле.В момент времени 1 схема управления приводится к исходное состояние, ключ 11 закрывается, залатчик 10 отключается, импульсы на счетчик 9 не поступают. Устройство готово к работе. Формула изобретения Устройство для управления процессом дозирования жидких металлов насосом-доза- тором, содержащее блок измерения силы, действующей на металл, состоящий пз двух измерительных обмоток, перемножающего устройства и блока управления лозированием, состоящего из задатчика лозы, ключа, схемы управления, датчика появления металла на выходе из металлотракта, трансформатора питания, счетчика импульсов и ключа управления, о т л и ч а ю щ е е с я тем, что, с целью повышения точности лозироваппя жидких металлов, транспортируемых с помощью насоса-лозатора, блок измерения силы, действующей на металл, дополнительно содержит преобразователь напряжения в частоту, олин вход которого соединен с выхолом перемгюжающего усгройства, а другой вход - с задатчиком лозы, выход же соединен со входом ключа, а блок управления дозированием дополнительно содержит датчик наличия металла в металло- тракте, соединенный через схему управления с ключом, реверсивный счетчик импульсов, счетный вход которого через ключ соединен с выходом преобразователя напряжения в частоту, а управляющий вход через схему управления - с датчиком появления металла на выходе из металлотракга. Источники информации,принятые во внимание при экспертизеактор Б. Федот Тираж 869 та СССР по делам изоб 35, Раушская наб., д. 4/5 Типография, пр. Сапунова,Заказ 211/14 Изд. ЛЪ 16 НПО Поиск Государственного ком113035, Москва,Поди исно тений и открыти
СмотретьЗаявка
2732383, 05.03.1979
ИНСТИТУТ ПРОБЛЕМ ЛИТЬЯ
ВОЙТЕНКОВ ЮРИЙ НИКОЛАЕВИЧ, ТРЕФНЯК ВЛАДИМИР АБРАМОВИЧ, ШУМКОВ ЮРИЙ СЕРГЕЕВИЧ, СИНИЦКИЙ ОЛЕГ ПАВЛОВИЧ
МПК / Метки
МПК: B22D 39/00
Метки: жидких, металлов, процессомдозирования
Опубликовано: 07.01.1981
Код ссылки
<a href="https://patents.su/3-793719-ustrojjstvo-dlya-upravleniya-processomdozirovaniya-zhidkikh-metallov.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для управления процессомдозирования жидких металлов</a>
Устройство для контроля импульсных трансформаторов в составе электронных блоков

Номер патента: 1471158
Опубликовано: 07.04.1989
Авторы: Байда, Котов, Олоничев, Очкуров, Шпилевой
МПК: G01R 31/04, G01R 31/28
Метки: блоков, импульсных, составе, трансформаторов, электронных
...85 при помощи контактного устройства подключается к коммутатору 14.По включении питания блок 12 управления формирует сигналы, устанавливающие все запоминающие элементы устройства в исходное состояние (на фиг.1эти связи не показаны). Код режимаработы блока 12 управления (фиг.2) свыхода счетчика 44 поступает на адресные входы мультиплексора 45 и навход дешифратора 46. При нулевом состоянии счетчика 44 (после установкив исходное состояние) мультиплексор45 коммутирует на свой выход нулевойуровень с выхода триггера 49, который закрывает элемент И 48, запрещаяподачу импульсов с генератора 47 навход счетчика 44, и, следовательно,переключение последнего в очередноесостояние. В результате блок 12 управления находится в ждущем...
Устройство для измерения электромагнитных параметров объемных экранов

Номер патента: 1583981
Опубликовано: 07.08.1990
Авторы: Бобков, Малов, Тарабан, Яремчук
МПК: G12B 17/00
Метки: объемных, параметров, экранов, электромагнитных
...команду сброса счетчиков 37 и 44, а затем команду на разрешение срабатывания схемы 38 совпадения кодов. При совпадении кодов счетчика 1 и 37 (на первом шаге это нулевые коды) схема 38 производит запуск АЦП 21 и начинается аналого-цифровое преобразование сиг нала датчика 11, содержащего полезную составляющую, шум и помехи. 5 10 15 20 25 30 35 С выхода АЦП 21 кодовый сигнал поступает на блок 22 вычитания, где из него вычитается в цифровом виде значение помехи от испытательного поля и сетевой помехи, .наведенных на кабель датчика 11 и накопленных перед измерением. При этом значение помехи от испытательного поля поступает из блока 39 памяти, адрес которого определяется счетчиком 1 и сигналом с выхода 54 блока 45. Последний задает область...
Цифровой измеритель скорости прессования

Номер патента: 1738411
Опубликовано: 07.06.1992
МПК: B21C 31/00
Метки: измеритель, прессования, скорости, цифровой
...синхронизации работает под управлением декадного счетчика 28,Далее под действием сигналов с блока 27 синхронизации содержимое первого цифрового регистра 20 запоминающего устройства передается на второй информационный вход 39 мультиплексора 16, с которого под действием блока 27 синхронизации десять раз в цикле подсуммируется на сумматоре 17. Значение сумматора 17, равное 100 И, через второй выход 40 демультиплексора 19 заносится во второй регистр 21 запоминающего устройства. После чего значение 100 М с этого регистра 21 передается на третий вход 46 мультиплексора 16, с которого опять десять раз в цикле подсуммируется на сумматоре 17. Значение сумматора 17, равное 10008, передается через третий вход 41 демультиплексора 19 на третий...
Устройство для сжатия информации

Номер патента: 780019
Опубликовано: 15.11.1980
Авторы: Галяс, Флоров, Цыганок
МПК: G08C 19/28
Метки: информации, сжатия
...и б,которые имеют порог чувствительности.На другие входы блоков сравнения 4, 20 5 и б иэ сумматора 8 поступает предсказанное значение, соответствующеепредыдущему моменту времени. По сигналу из блока синхронизации, сравнивая поступившие на их входы значе ния процесса, второй и третий блокисравнения 5 и б определяют знак первой производной процесса на данноминтервале дискретизации. Знак первойпроизводной поступает на один изуправляющих входов сумматора 8.Предположим, что на предыдущеминтервале дискретизации первая производная обрабатываемого процесса была положительной. Тогда, если первая производная процесса на данноминтервале дискретизации имеет положительный знак, то по сигналу изблока синхронизации 7 содержимоевторого блока памяти 9...
Устройство для стековой адресации

Номер патента: 783793
Опубликовано: 30.11.1980
Автор: Якуба
МПК: G06F 9/36
...Чтение, Запись значение смещения (вход 22 данных от процессора) и вычитается иэподготовительного значения номераРезультат (номера текущей позиции сучетом смещения) поступает через адресный выход 24 на второй вход адресного сумматора 4,На первый вход адресного сумматора 4 постоянно подключен регистр 1указателя нижней позиции стека, который содержит абсолютный адрес хронологически первой позиции с достоверной информацией, ее номер равен нулю,ВыХодное значение адресного сумматора 4 корректируется по модулю М узлом 9 и поступает на адресный выходк стековому блоку памяти,Значение в регистре 7 размера позиции стека, которое учествует какконстанта модификации значений указателей и константа для формированияабсолютного адреса текущей...
Предыдущий патент: Вакуумный сифон для перекачиванияжидких металлов
Следующий патент: Заливочно-дозирующее устройстводля жидкой штамповки
Случайный патент: Опорно-направляющее устройство для регулируемого сиденья автомобиля