Способ автоматического регулирования процесса микросварки и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
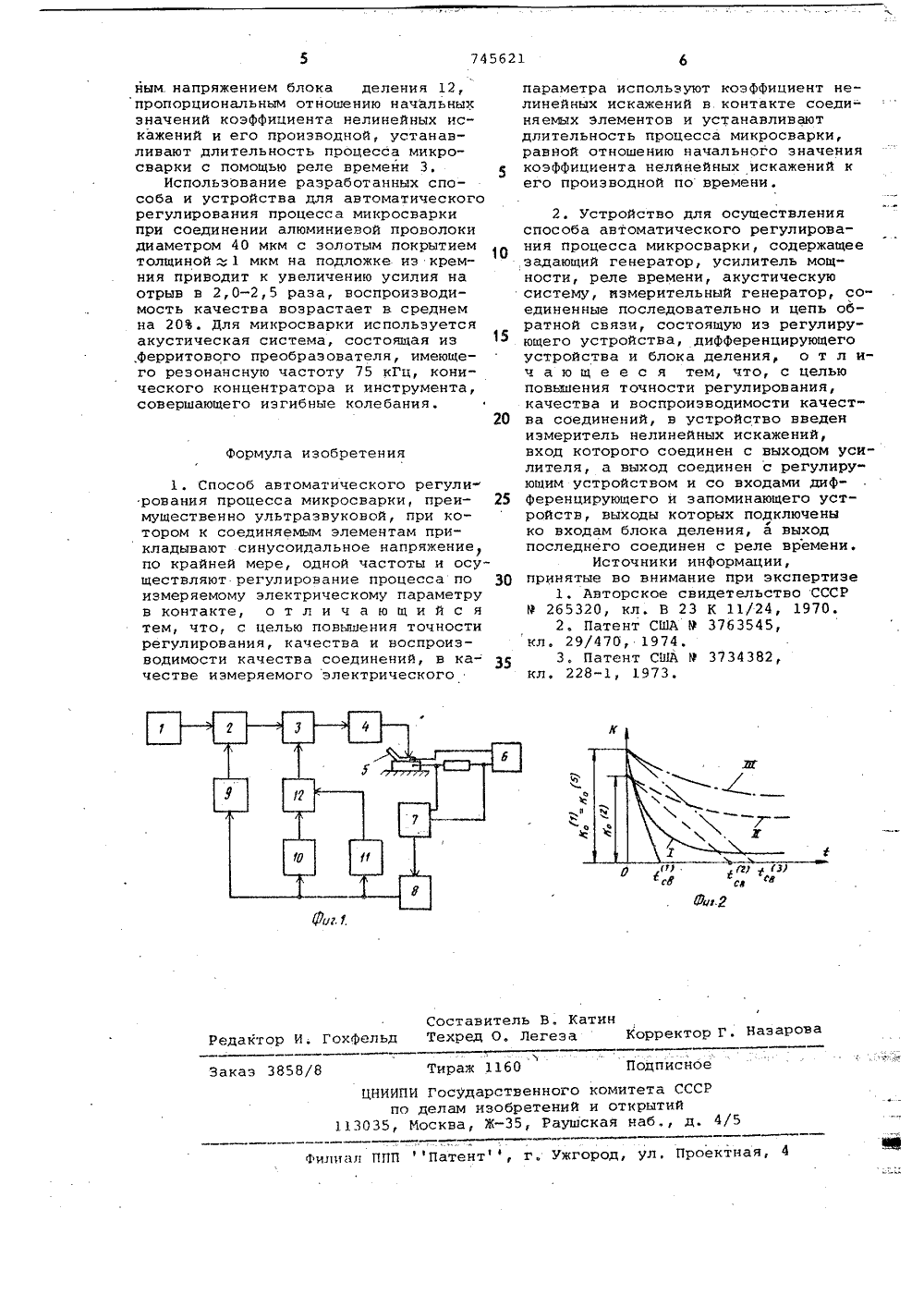
ек,же ОПИСАНИЕ ИЗОБРЕТЕНИЯ Союз Советскнк Соцналнстнческнк Республнк(22) Заявлено 201277 (21) 2558902/25-27с прнсоеднненйем заявки Нов Государственный комитет СССР но делам изобретений и открытиИ(23) Приоритет -Опубликовано 070780, Бюллетень Мо 25 Дата опубликования описания 10. 07. 80(72) Авторы изобретения В. М. Колешко и,А. В. Гулай Институт электроники АН Белорусской ССР(54) СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА МИКРОСВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ Изобретение относится к автоматизации технологических процессов сборкИмикроэлектронной аппаратуры и может:быть использовано при разработке автоматических устройств для микросварки и пайки при сборке полупроводниковых приборов, интегральных схем иэлектронных наручных часов.В настоящее время известен широкийкласс способов и устройств для авто Оматического управления процессом микросварки, Один из известных способовоснован на изменении сварочного токав прямопропорциональной зависимостиот величины акустической проводимости 15зоны соединения 1). Устройство дляреализации способа состоит из ультразвукового генератора, пьезоэлектрических преобразователей усилителя,детектора, компаратора, источника 20опорного напряжения, модулятора и релевремени.Данный способ и устройство дляего реализации основаны на измеренииакустических параметров эоны соеди 25нения. Однако при формировании соединения гораздо важнее знать электрические параметры, так как в конечномитоге они .оказывают решающее влияние ееееееее на характеристики собранного арабо- зп 2ра, Управляя процессом микросварйи и пайки по электрическим параметрам соединения, можно повысить процент выхода годной продукции, быстродействие интегральных схем, их экономич-. ность и другие характеристики.Наиболее близким к изобретению по технической сущности является способ, при котором к соединяемым элементам прикладывают синусоидальное напряжение, по крайней мере, одной частоты и осуществляют регулирование процесса по измеряемому электрическому параметру в контакте (2, Устройство для реализации данного способа содержит задающий генератор, усилитель мощности, реле времени, акустическую систему,измерительный генератор, соединенные последовательно, и цепь обратной связи, состоящую из регулиру" ющего устройства, дифференцирующего устройства и блока деления 3).Недостатком данного способа и устройства является то, что измеряемая величина контактного сопротивления: присоединяемый вывод-сварочный инструмент, не в достаточной степени характеризует качество формируемого со; - . - единения, Кроме того, на качество работы интегральных схем в значительной степени влияет не только значение контактных сопротивлений микро- сварных соединений, но и нелинейность данных сопротивлений, что не учитывается при управлении процессом микро- сварки по данному методу.5Целью изобретения является повышение точности регулирования, а такжекачества и воспроизводимости качества соединений.Эта цель достигается тем, что в качестве измеряемого электрического параметра используют коэффициент нелинейных искажений в контакте соединяемых" элементов и устанавливают длительность процесса микросварки, равной отношению начального значения 5 коэффициента нелинейных искажений к его производной по времени.Данный способ может быть осуществлен устройством новой конструкции, отличием которого является то, что в 20 него введен измеритель нелинейных искажений, вход которого соединен с выходом усилителя, а выход соединен с регулирующим устройством и со вхо" дами дифференцирующего и запоминающего устройств, выходы которых подключены ко входам блока деления,а выход последнего соединен с реле времени.На фиг. 1 изображена блок-схема устройства, реализунщего предлагаемый способ; на Фиг. 2 - кривые коэффициента нелинейных искажений.В процессе микросварки происходит схватывание соединяемых элементов по отдельным-пятнам. Линии тока, проходящего через контакт, искривляются вследствие небольшой площади-пятен, С Увеличением напряжения, приложенного к соединяемым элементам, линии тока искривляются больше, что ведет к нелинейности сопротивления 40 контакта. При подаче напряжения в виде неискаженной синусоиды ток через контакт содержит высшие гармонические составляющие, 0 нелинейности сопротивления контакта можно судить по величине коэффициента нелинейных искажений(коэфФициента гармоник) тока. через контактК =ефс 2 50 или коэффициента 1-той гармоникиЙ щ,/Дгде- значение первой гармоникитока через контакт;- значение 1-той (1 =. 2, 3)гармоники тока.Нелинейность сопротивления контакта можно оценивать также затуханием нелинейности:60 или затуханием нелинейности 1-той гармониким ЮДля увеличения точностиконтроля можно использовать метод комбинационных у 5 частот, подавая на соединяемые элементы напряжение двух или трех чзмерительных частот,В процессе микросварки увеличивается число о 6 -пятен и их размеры,уменьшается искривление линий токачерез контакт, за счет чего уменьшается нелинейность сопротивления контакта.Длительность процесса микросваркивыбирают в зависимости от величиныначального значения коэффициента нелинейных искажений и от скорости из-менения его в начале процесса микросварки.Чем выше значение коэффициента нелинейных искажений в начале процессамикросварки, тем больше длительностьпроцесса микросварки (кривые 2, 3) .Время сварки меньше в том случае, когда начальная скорость уменьшения коэффициента нелинейных искажений больше (кривые 1, 111) . Поэтому длительность процесса микросварки устанавливают равной отношению начальныхзначений коэффициента нелинейныхискажений и его производной по времени.Устройство, реализующее способ,содержит задающий генератор 1, усилитель 2 мощности, реле времени 3,акустическую систему 4, соединяемыеэлементы 5, измерительный генераторб, усилитель 7, измеритель 8 нелинейных искажений, регулирующее устройство 9, дифференцируюшее устройство 10, запоминающее устройство 11,блок 12 деления.Работает данное устройство дляавтоматического регулирования процесса микросварки следующим образом,Электрические колебания задающего генератора 1, усиленные с помощьюусилителя мощности 2, через реле времени 3 подают на вход акустическойсистемы 4, с помощью которой ультразвуковые колебания вводят в зону соединения, На соединяемые элементы 5подают электрическое напряжение синусоидальной формы с выхода генератора б. Сигнал, пропорциональныйтоку через контакт, поступает, черезусилитель 7 на входизмерителя 8нелинейных искажений. Выходным напряжением измерителя 8 управляютмощностью электрических колебанийс помощью регулирующего устройства9. Кроме того, выходное напряжениеизмерителя 9 поступает на входы дифференцирующего 10 и запоминающего 11устройств. Последнее производит запоминание начального значения коэффициента гармоник, которое подаетсяна один из входов блока деления 12,На другой вход блока деления поступает сигнал с выхода дифференцнрующего устройства 10, пропорциональныйпроизводной начального значения коэффициента гармоник по времени. Выход(АУ а8 З Составитель В. Катин Гохфельд Техред О. Легеэа Корректор)ираж 1160 писное каз 385 ного комитета СССРений и открытийРаушская наб., д. 4 ЦНИИПИ Государств по делам изобр113035, Косква, ЖПатент, г. Ужгород, ул. Проект илиал П ным. напряжением блока деления 12, пропорциональным отношению начальных значений коэФфициента нелинейных искажений и его производной, устанавливают длительность процесса микро- сварки с помощью реле времени 3. 5Использование разработанных способа и устройства для автоматического регулирования процесса микросварки при соединении алюминиевой проволоки диаметром 40 мкм с золотым покрытием толщиной 1 мкм на подложке иэ кремния приводит к увеличению усилия на отрыв в 2,0-2,5 раза, воспроизводимость качества возрастает в среднем на 20. Для микросварки используется акустическая система, состоящая из 1 ,ферритового преобразователя, имеющего резонансную частоту 75 кГц, конического концентратора и инструмента, совершающего изгибные колебания. 1. Способ автоматического регули рования процесса микросварки, преи мущественно ультразвуковой, при котором к соединяемым элементам прикладывают синусоидальное напряжение по крайней мере, одной частоты и осуществляют регулирование процесса по ЗО измеряемому электрическому параметру в контакте, о т л и ч а ю щ и й с я тем, что, с целью повышения точности регулирования, качества и воспроизводимости качества соединений, в ка- З честве измеряемого электрического параметра используют коэффициент нелинейных искажений в контакте соединяемых элементов и устанавливаютдлительность процесса микросварки,равной отношению начального значениякоэФфициента нелйнейных Искажений кего производной по времени. 2. Устройство для осуществленияспособа автоматического регулирования процесса микросварки, содержащеезадающий генератор, усилитель мощности, реле времени, акустическуюсистему, измерительный генератор, соединенные последовательно и цепь обратной связи, состоящую из регулирующего устройства, дифференцирующегоустройства и блока деления, о т л ич а ю щ е е с я тем, что, с цельюповышения точности регулирования,качества и воспроизводимости качества соединений, в устройство введенизмеритель нелинейных искажений,вход которого соединен с выходом усилителя, а выход соединен с регулирующим устройством и со входами дифференцирующего и запоминающего устройств, выходы которых подключеныко входам блока деления, а выходпоследнего соединен с реле времени.Источники информации,принятые во внимание при экспертизе1. Авторское свидетельство СССРР 265320, кл. В 23 К 11/24, 1970.2. Патент США Р 3763545,кл. 29/470, 1974.3. Патент США Р 3734382,кл. 228-1, 1973.
СмотретьЗаявка
2558902, 20.12.1977
ИНСТИТУТ ЭЛЕКТРОНИКИ АН БЕЛОРУССКОЙ ССР
КОЛЕШКО ВЛАДИМИР МИХАЙЛОВИЧ, ГУЛАЙ АНАТОЛИЙ ВЛАДИМИРОВИЧ
МПК / Метки
МПК: B23K 19/04
Метки: микросварки, процесса
Опубликовано: 05.07.1980
Код ссылки
<a href="https://patents.su/3-745621-sposob-avtomaticheskogo-regulirovaniya-processa-mikrosvarki-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ автоматического регулирования процесса микросварки и устройство для его осуществления</a>
Устройство для включения блока параллельно соединенных цепей с последовательно включенными импульсными лампами накачки лазера с защитой

Номер патента: 988150
Опубликовано: 15.06.1983
Авторы: Гендель, Журавлев, Семашко
МПК: H02H 7/12
Метки: блока, включения, включенными, защитой, импульсными, лазера, лампами, накачки, параллельно, последовательно, соединенных, цепей
...), каждый из которыхподключен к выходу соответствующего порогового элемента 10 и с третьими входами 15 (информационныевходы ), каждый из которых соединенс выходом соответствующего третьего порогового элемента 11, с выходами 16 по числу входов 14, каждый иэ которых подключен к соответствующему управляющему нходу 7 блока поджига б и,с клеммой аварийнойсигнализации 17, и две группы разделительных конденсаторов 18, общее количество которых соответствует числу параллельных цепей ИЛНблбка 5.Блок контроля (см. фиг. 2), вырабатывающий команды на запуск блока поджига до включения всех цепейна предупреждение аварийных ситуаций, содержит группу первых элементов И 19, выход каждого из которых является соответствующимвыходом 16 блока контроля,...
Двоичное устройство деления

Номер патента: 497585
Опубликовано: 30.12.1975
Авторы: Рейхенберг, Шевченко
МПК: G06F 7/39
...операции деления основан на принципе псевдоделения и псевдоумножения в итерационном процессе, который описывается системой разностных рекуррентных соотно. 40 шений:Ха - Х, Ху+1=Ху - д У 2 - 1+ц.Хп-О+1 при Х Оц у -- з 1 пХ -- 1 при Х(О,=-О, 1 п.г, = О. г+1= г + у 2 - +11, г-эх/у,При помощи операции псевдоделения на 50 каждом шаге 1 определяется очередная (для следующего шага) цифра псевдочастного и при помощи псевдоумн)жения преобразуется в очередное приближение частного. Псевдоделение и псевдоумножение выполняется при 55 помощи элементарных операций сложения- вычитания.и сдвига. Цикл вычисления частного состоит из п+1 итераций, где п - число двоичных разрядов аргументов. Каждое соотношение вычисляется в каждой итерации по. 60...
Устройство для контроля блока управления

Номер патента: 377778
Опубликовано: 01.01.1973
МПК: G06F 11/08
Метки: блока
...и 4 схем сверток по шод 3. Выходы схем ИЛИ 11 и 12 поступают на входы триггеров И и 14 исполнительного этапа, выходы которых, в свою очередь, соединены с входами схемы И 15 и через схему ИЛИ 1 б - со схемой И 17.Каждой выполняемой устройством операции поставлено в соответствие одно из трех чисел: 1, 2 и 3, Сигналы, представляющие собой двоичный код одного из этих чисел, являются сигналом-подписью выполненной операции. В качестве формирователей сигналов- подписей могут использоваться любые известные формирователи вычета по тод 3, представляющие собой шифраторы, комбинационные сумматоры по той 3 для одновременно поданных потенциальных сигналов или счетчики по шод 3 для последовательно поступающих импульсных сигналов. При сочетании...
Устройство для контроля блока последовательно соединенных тиристоров

Номер патента: 955343
Опубликовано: 30.08.1982
Авторы: Лейманис, Узарс, Феоктистов, Храмцов
МПК: H02H 7/12
Метки: блока, последовательно, соединенных, тиристоров
...органов 3, датчик 5 тока, предназначенный для включенияв анодную цепь блока тиристоров 1,релейный элемент б, элемент 7 индикации, дифференцирующую цепь 8, два 45транзисторных ключа 9 и 10, разделительные диоды 11 и 12, накопительный конденсатор 13 и элемент 14задержки, датчик тока выполнен в виделинейного трансформатора, причемвыход выпрямителя через дифференцирующую цепь подключен ко входу нормально включенного транзистОрногоключа 9, подключенного через разделительные диоды параллельно накопительному конденсатору, параллельнокоторому через разделительные диодыподключена вторичная обмотка датчика 5 тока, а также последовательнаяцепь, состоящая из нормально выключенного транзисторного ключа 10 и ре лейного элемента б, выход...
Устройство для косвенного контроля качества соединений труб при их электронидроимпульсной запрессовке

Номер патента: 1408419
Опубликовано: 07.07.1988
Авторы: Вовк, Друмирецкий, Соболева
МПК: G05B 23/02
Метки: запрессовке, качества, косвенного, соединений, труб, электронидроимпульсной
...в трубной решетке 17 теплообменного аппарата. В процессе разряда возникает ударная волна, выполняющая работу по запрессовке трубы. Контроль режима разряда осуществляется в процессе запрессовки проверкой режима взрыва на принадлежность к оптимальному путем контроля интервала времени, между моментом достижения током максимума и моментом взрыва патрона. При разряде сигнала с датчиков тока 1 и напряжения 12 поступают на входы первого 2 и второго 15 блоков выделения экстремума. Блок 2 срабатывает в момент достижения током максимума.Взрыв проводника в патроне представляет собой достаточно сложный процесс. Он начинается с быстрого нагрева проводника до температур плавления, кипения и, наконец, перегрева. Истинный взрыв проводника начинается...