Адаптивная система управления зубофрезерным станком
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
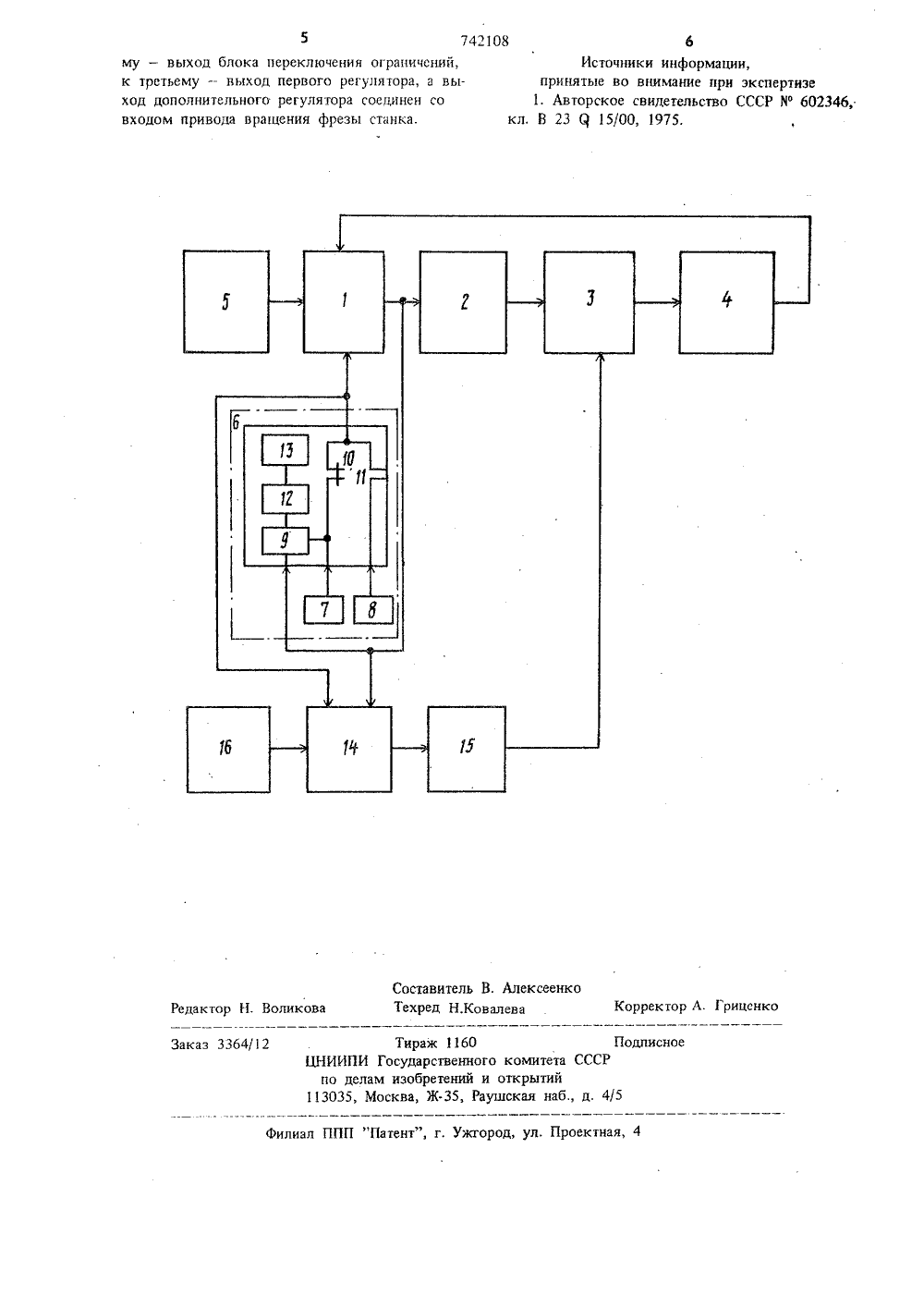
(23) Приоритет Опубликовано по делан иэебретеиий и открьпий,53 (088.8) Дата опубликования описания 25.06.80 Л. Н. Цейтлин, А. А. Семенов, Н. А. Горманюк, Ю. П. Богачев, В. Н. Ладик и Ю. Я. Сидоренков(72) Авторы изобретения Ордена Трудового Красного Знамени Экспериментальныйнаучно-исследовательский институт металлорежущих станков(54) АДАПТИВНАЯ СИСТЕМА УПРАВЛЕНИЯ ЗУБОФРЕЗЕРНЫМ СТАНКОМИзобретение относится к области адаптивныхсистем управления технологическим оборудованием и может быть использовано в зубофрезных станках, работающих по методу обкаткипри чистовой и черновой обработке.Известна адаптивная система управления 5зубофрезерным станком по основному авт. св.У 602346, содержащая последовательно вклю.ченные регулятор со схемой ограничения выходного напряжения, имеющий три входа, привод подачи и датчик регулируемой величины,в которой первый вход регулятора подключенк задатчику установки, второй вход - к датчику регулируемой величины, а между выхо.дом и третьим входом регулятора включенблок автоматического переключения ограничений15два входа которого соединены с независимымизадатчиками уровней ограничения 11),Недостатком этой системы является то, чтопри введении различных диапазонов регулирования подачи на различных участках обработки20значительно улучшается использование возможностей станка по производительности и точности,но при этом снижается стоикость инструмента Цель изобретения - сохранение стойкости инструмента при повышении производительности режимов резания.Это, достигается тем, что в адаптивной системе управления введен дополнительный регулятор, к первому из входов которого подклю-чен задатчик частоты вращения фрезы, ко второму - выход блока переключения ограничений, к третьему - выход первого регулятора, а выход дополнительного регулятора соединен со входом привода вращения фрезы.На чертеже показана принципиальная схема системы.Система состоит из регулятора 1 со схемой ограничения выходного сигнала, регулируемого привода 2 и стакана 3. На первый вход регулятора 1 подключен выход датчика 4, с помощью которого получается информация о протекании процесса обработки. На другой вход регулятора 1 подается сигнал от задатчика 5, определяющего требуемый уровень регулируемой величины. Для задания ограничений по подаче на разных уровнях к третьему входу регулятора 1 присоединен блок 6 автоматичес74208 3кого переключения ограничений, на первыйвход которого подключен выход регулятора 1.На второй и третий входы блока 6 подключены выходы независимых задатчиков 7 и 8 уровней ограничений. В состав блока входят блок срав.5. пения 9 сигналов с выхода регулятора 1 и одногоиз независимых задатчиков, управляющие контакты 10 и 11 срабатывающего при достиженииопределенного уровня сигнала с усилителя 12,реле 13. Дополнительно введенный регулятор 14своим выходом подключен к регулируемому приводу вращения фрезы 15, на первый вход регулятора 14 подключен задатчик 16 частоты вращения фрезы, на второй вход подключен выходблока 6,а на третий вход подключен выходрегулятора 1Адаптивная система работает следующим образом,Перед началом работы задатчиком 5 устанав.20 ливается требуемое значение управляемой величины, например мощности, а задатчиками 7 и 8 ограничения по величинам подачи для участка входа и остального участка обработки соответственно. Устанавливаемое задатчиком 7 ограни 25 чение для участка входа всегда больше ограничения на участке остальной обработки, устанавливаемого задатчиком 8. В начале обработки, на участке входа, действительное значение регулируемой величины всегда меньше, чем задан 30 ное задатчиком 5, поэтому на выходе регулятора сигнал соответствует ограничению, установ. ленному задатчиком 7. По мере обработки на участке входа увеличивается глубина резания и при этом увеличивается действительное зна 35 чение регулируемой величины, например мощности, В этом случае происходит уменьшение сигнала рассогласования между датчиком 4 и задатчиком 5. При этом уменьшается выходное напряжение регулятора и, следовательно, вели 40 чина подачи. При вариациях условий обработки: глубины резания, твердости материала, условий охлаждения и пр. регулятор изменяет величину подачи, однако максимальное значение подачи не превышает установленного на задатчике 7,45 При приближении к участку полного резания блок автоматического переключения ограничений включает в работу задатчик 8. После этого регулирование величины подачи ведется до максимального значения, установленного на задатчике 8, которое меньше установленного на за 50 датчике 7. Благодаря этому на участке выхода инструмента, когда действительная величина мощности будет меньше заданной, обработка ведется с подачей меньшей, чем на участке55 входа. Переключение ограничений максимальной подачи производится в момент, когда действительная подача становится равной ограничению, установленному на задатчике 8. фВ схему переключения ограничений в ука. занный момент входит блок сравнения 9, на вход которого подаются сигналы с выхода регулятора и с задатчика 8 меньшего ограничения. К двум входам блока автоматического переключения ограничений подводятся сигналы от двух задатчиков ограничений, Сигнал от за. датчика ограничений 7 для участка входа через нормально закрытый контакт 10 поступает в регулятор 1. Когда действительное значение подачи и соответствующий ей сигнал с выхода регулятора становится меньше сигнала с задат. чика ограничений 8, на входе блока сравнения 9 появляется сигнал, которой после усиления на усилителе 12 включает реле 13. Реле 13 размыкает контакт 10 и замыкает контакт 11; После, этого на всем остальном участке обра. ботки выходной сигнал регулятора ограничивается значением, установленным на задатчике 8, Одновременно ведется процесс регулирования частоты вращения фрезы. В начале процесса резания задатчиком 16 устанавливается частота вращения фрезы, а, следовательно, и скорость резания, определяемые величиной ограничения по подаче блока 6 автоматического переклю. чения ограничений от задатчика 7. В процессе врезания по сигналу от датчика мощности 4 регулятором 1 осуществляется. снижение подачи уменьшением выходного напряжения, Этим же сигналом производится изменение скорости резания, с целью стабилизации стойковтн инстру. мента. При переключении ограничения по пода. че на подходе к участку полного резания блоком 6 от задатчика 7 на задатчик 8, скорость резания определяется сигналами задатчиков 16 и 8. Таким образом, в начале процесса резания устанавливается ограничение по скорости резания задатчиком 16 по сигналу с задатчика ограничения 7, а в конце не выше ограничения, определяемого задатчиками 8 и 16. После окончания цикла обработки колеса цепь питания обесточивается и блок 6 возвращается в исходное положение.Использование предлагаемого контура авто. матического регулирования скорости резания в известной адаптивной системе управления позволяет повысить стойкость инструмента. Формула изобретения Адаптивная система управления зубофрезерным станком по авторскому свидетельству У 602346, о т л и ч а ю щ а я с я тем, что, с целью сохранения стойкости инструмента при повышении производительности режимов резания, в нее введен дополнительный регулятор, к первому из входов которого подключен задатчик частоты вращения фреэы, ко второ742108 Составитель Техред Н.К ексеенк Корректор Л. Гриценко Редактор Н. Воликов ева Заказ 3364/12 Тираж 1160ЦНИИПИ Государственного комитета СССпо делам изобретений и открытий113035, Москва, Ж.35, Раушская наб., д. одписное лиал ППП "Патент", г, Ужгород, ул. Проектная, 4 му - выход блока переключения ограничений,к третьему - выход первого регулятора, а выход дополнительного регулятора соединен совходом привода вращения фрезы станка. 6Источники информации,принятые во внимание при экс ертизе1. Авторское свидетельство СССР Н 602346,.кл, В 23 Я 15/00, 1975.
СмотретьЗаявка
2591621, 20.03.1978
ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ЭКСПЕРИМЕНТАЛЬНЫЙ НАУЧНО ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
ЦЕЙТЛИН ЛЕВ НАУМОВИЧ, СЕМЕНОВ АРТЕМ АЛЕКСАНДРОВИЧ, ГОРМАНЮК НИКОЛАЙ АЛЕКСАНДРОВИЧ, БОГАЧЕВ ЮРИЙ ПАВЛОВИЧ, ЛАДИК ВЛАДИМИР НИКОЛАЕВИЧ, СИДОРЕНКОВ ЮРИЙ ЯКОВЛЕВИЧ
МПК / Метки
МПК: B23Q 15/00
Метки: адаптивная, зубофрезерным, станком
Опубликовано: 25.06.1980
Код ссылки
<a href="https://patents.su/3-742108-adaptivnaya-sistema-upravleniya-zubofrezernym-stankom.html" target="_blank" rel="follow" title="База патентов СССР">Адаптивная система управления зубофрезерным станком</a>
Регулятор с ограничением управляющего воздействия

Номер патента: 1383287
Опубликовано: 23.03.1988
Автор: Галахов
МПК: G05B 11/01
Метки: воздействия, ограничением, регулятор, управляющего
...Х рассогласования.Максимальное быстродействие в системах с ограничением управляющего воздействия достигается при релейном управлении, в котором знак формируемого максимального управляющего воздействия изменяется при попадании изображающей точки на фазовом портрете на траекторию А, оптимальную по быстродействию и заданную уравнениемХ = - Г 2 ХУ К я 1 рп Х где К - коэффициент пропорциональности между управляющим воз 1383287действием и ускорением изменения параметра.Однако закон релейного управления при обеспечении оптимального быстродействия нельзя использовать в уста 5 новившемся режиме. Из-за этого переходят на другой алгоритм управления, обеспечивающий требуемые динамические характеристики в установившемся режиме, Это приводит к...
Следящая система с ограниченным углом поворота выходного вала

Номер патента: 1339488
Опубликовано: 23.09.1987
Авторы: Архангельский, Коротков, Петухова, Семенов, Тумаков
МПК: G05B 11/14
Метки: вала, выходного, ограниченным, поворота, следящая, углом
...2 непосредственно к источнику 13 напряжейия питания, форсируя тем самым поток возбуждения исполнительного электродвигателя 2, Его пусковой момент увеличивается, а сле.довательно, и увеличивается ускорение разгона системы, что обеспечивает более быстрый выход из конечного положения в рабочую зону.При сходе системы с концевых выключателей сигнал с выхода блока 4 . концевых выключателей пропадает, в результате чего пропадает сигнал на выходе элемента И 8, Ключ 9 размыкается и подключает обмотку 11 возбуждения к источнику 13 напряжения питания через резистор 10, обеспечивая тем самым номинальное возбуждение исполнительного электродвигателя 2 при нахождении в рабочей зоне.Рассмотрим эффект, получаемый при форсировке возбуждения...
Программный регулятор температуры
Номер патента: 796810
Опубликовано: 15.01.1981
МПК: G05D 23/19
Метки: программный, регулятор, температуры
...5 не функционирует,так как сигнал на его входе не меняется. Компаратор б выдает управляющий.сигнал, запирающий оба ключа 7 и 8, следовательно, интегратор 9 отключен и остается в исходном состоянии, Происходит нагрев объекта регулирования полной мощностью. Когдаразница сигналов с задатчика 1 и датчика 2 уменьшается настолько, что элемент сравнения 3 выходит из ограничения, начиная работать в линейномрежиме усиления, и его выходной сигнал начинает пропорционально уменьшаться (по абсолютному значению) срабатывает компаратор 6. С выхода компаратора 6 на управляющие входы ключей 7 и 8 подается сигнал, открывающий эти ключи. Через ключ 7 вход интегратора 9 подключается к выходу элемента сравнения 3. Через ключ 8 выход интегратора 9...
Устройство регулирования скорости вращения тянущих валков выработочной машины для производства листового стекла

Номер патента: 893906
Опубликовано: 30.12.1981
Авторы: Барабаш, Ждахинов, Зеликсон, Щенников
МПК: C03B 15/02
Метки: валков, вращения, выработочной, листового, производства, скорости, стекла, тянущих
...второй за датчик 4 скорости, компенсационный электродвигатель 5 постоянного тока, ключ б, нуль-орган 7, блок 8 деления, задатчик 9 коэффициента пропорциональности, тахогенератор 10, привод- Щ ной электродвигатель 11.Устройство работает следующим об- . разом.С помощью задатчика 1 устанавливают требуемое значение скорости вращения тянущих валков. При этом элемент 2 сравнения сравнивает сигналы, пропорциональные скорости вращения валков, поступающие на его входы от эадатчиков 1 и 4, и разницу подает на вход нуль-органа 7. В зависимости от знака полученной разности на одном из выходов последнего появляется сигнал, который открывает реверсивный ключ 6. В результате этого через него от блока 8 деления на компенса- З 5 ционный...
Регулятор электрической мощности переменного тока(его варианты)

Номер патента: 983690
Опубликовано: 23.12.1982
Автор: Кравец
МПК: G05F 1/66
Метки: варианты, мощности, переменного, регулятор, тока(его, электрической
...При этом сигнал в интег- рующего сигнала, ра раторе 7 запоминается для формирова- питающей сети. В из ния ошибки, а интегратор 10 интегри цикле (ключ 6 замкн рует ее, формируя новый регулирующий нут) проводится изм сигнал. Временные диаграммы работы со" значений импульса м ставных элементов этого регулятора щих в нагрузку, и ф приведены на фиг. 3. ла о среднем значенДля второго регулятора синхроим са за полупериод, т пульс О запускает формирователь 15 зависимостьопорного развертывающего сигнала иТ формирователь импульсов стабильнойдлитЕльности в блоке 16 УпРавлениЯ. г еТ - пе йос - перйодВо время существования импульса ста" 15 ; п(С) - мгнове бильной длительности на выходе 21ключ 9 замкнут, интегратоР 10 интег- В подцикле форми...
Предыдущий патент: Устройство для растачивания глубоких отверстий
Следующий патент: Устройство для выставки фрезы
Случайный патент: 189239