Способ соединения деталей из латуни и термобиметалла
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
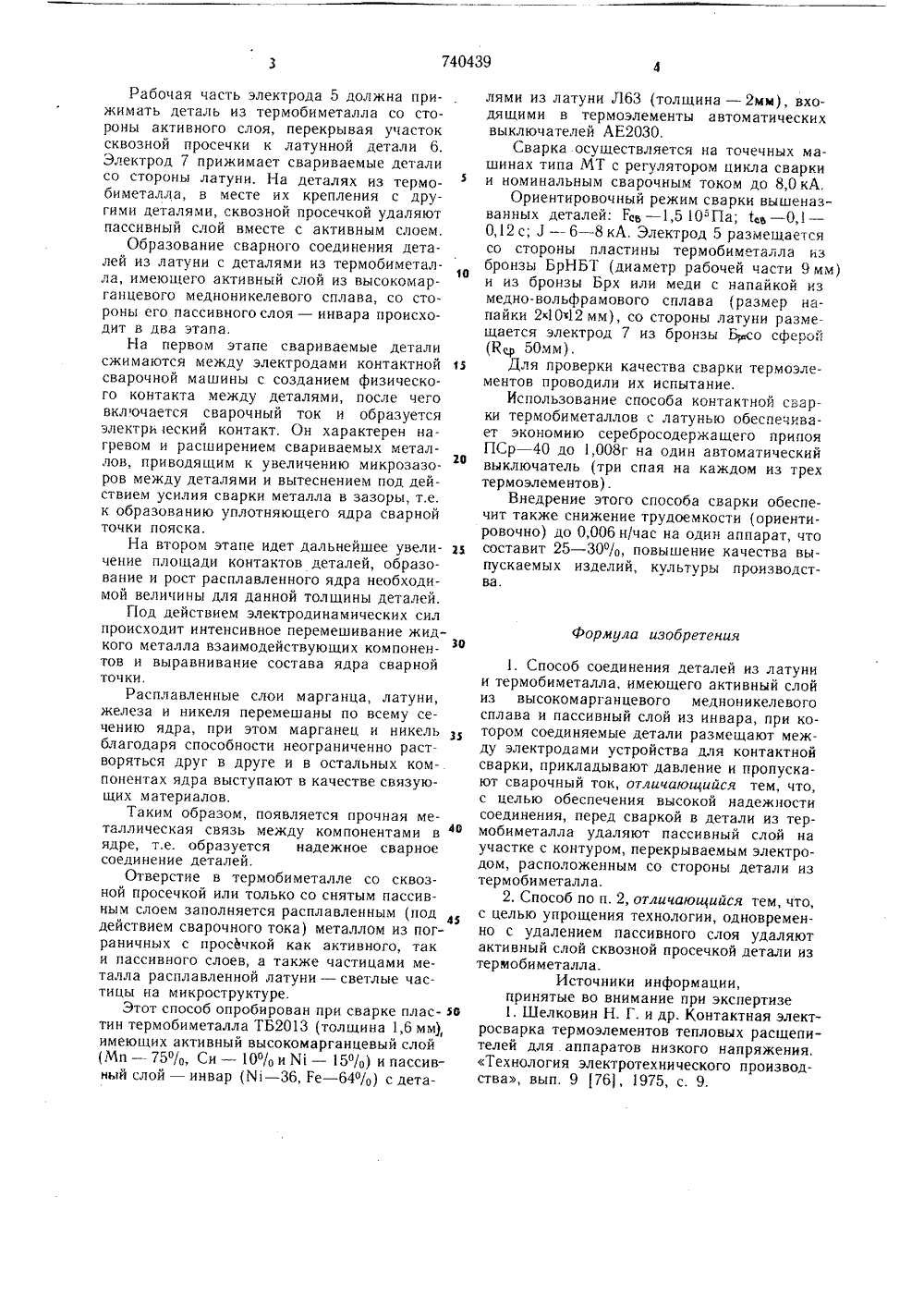
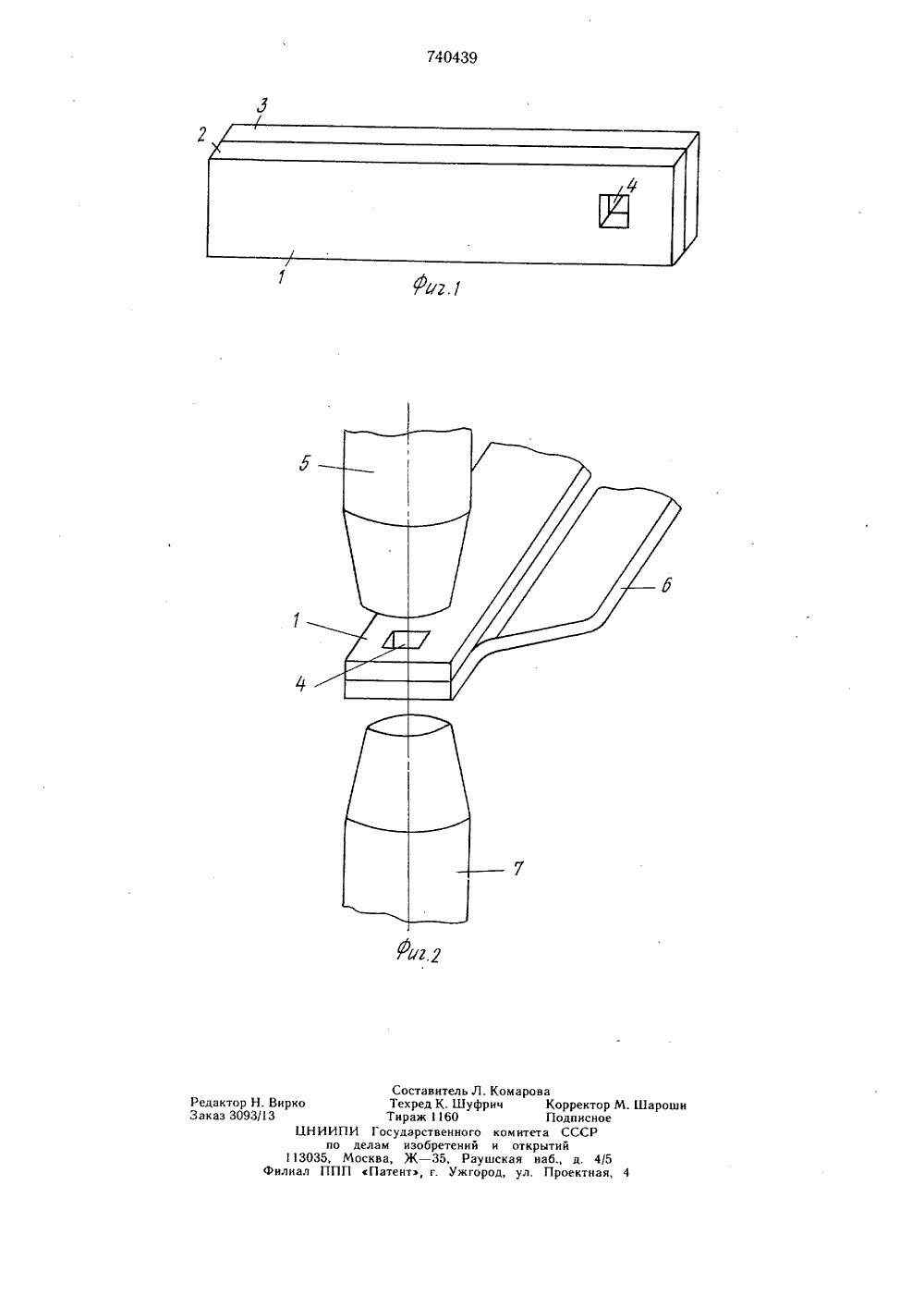
О П И С А Н И Е ( )740439ИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскихСоциалистическихРеспубликпа делам иэооретеиий и открытий(54) СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕР 1 ИЗ ЛАТУНИ И ТЕРМОБИ МЕТАЛЛ А%1Изобретение относится к области технологии электроаппаратостроения, в частности к способам крепления электроконтактнымнагревом деталей из латуни с деталями изтермобиметалла, имеющего активный слойиз высокомарганцевого медноникелевогосплава и пассивный слой из инвара,Известен способ соединения деталей излатуни и термобиметалла, имеющего активный слой из высокомарганцевого медноникелевого сплава и пассивный слой из инвара,при котором соединяемые детали размещаютмежду электродами устройства для контактной сварки, прикладывают давление и пропускают сварочныЙ ток 11,Однако этот способ имеет следующие недостатки:а) значительный расход серебросодержащего припоя;б) пережог пластин термобиметалла илиего отдельных слоев, что приводит к нестабильности качества соединений термоэлементов;в) значительная трудоемкость изготовления термоэлементов.Цель изобретения - обеспечение высокой надежности соединения. Эта цель достигается тем, что перед сваркой в детали из термобиметалла удаляют пассивный слой на участке с контуром, перекрываемым электродом, расположенным со стороны детали из термобиметалла. Кроме того, одновременно с удалением пассивного слоя удаляют активный слой сквозной просечкой детали из термобиметалла.На фиг. 1 изображен участок детали термобиметалла, подготовленный для сварки; на фиг. 2 показано расположение электродовО при сварке.На детали 1 из термобиметалла, имеющего пассивный слой 2 и активный слой 3, удаляют участок 4 пассивного слоя в месте сварки, в данном случае совместно с активным слоем сквозной. просечкой.Этот участок может иметь прямоугольную форму.Основное требование в данном случаезаключается в том, чтобы данный участок не выходил на края детали и не занимал бы 20 более тридцати процентов площади пассивного слоя в месте приварки.Скрепляемые детали зажимают междуэлектродами устройства для точечной сварки.Рабочая часть электрода 5 должна прижимать деталь из термобиметалла со стороны активного слоя, перекрывая участоксквозной просечки к латунной детали 6.Электрод 7 прижимает свариваемые деталисо сторонь латуни. На деталях из термобиметалла, в месте их крепления с другими деталями, сквозной просечкой удаляютпассивный слой вместе с активным слоем.Образование сварного соединения деталей из латуни с деталями из термобиметал 1 Ола, имеющего активный слой из высокомарганцевого медноникелевого сплава, со стороны его пассивного слоя - инвара происходит в два этапа,На первом этапе свариваемые деталисжимаются между электродами контактной 15сварочной машины с созданием физического контакта между деталями, после чеговкл очается сварочный ток и образуетсяэлектрический контакт. Он характерен нагревом и расширением свариваемых металлов, приводящим к увеличению микрозазоров между деталями и вытеснением под действием усилия сварки металла в зазоры, т,е.к образованию уплотняющего ядра сварнойточки пояска.На втором этапе идет дальнейшее увеличение площади контактов деталей, образование и рост расплавленного ядра необходимой величины для данной толщины деталей.Под действием электродинамических силпроисходит интенсивное перемешивание жидкого металла взаимодействующих компонентов и выравнивание состава ядра сварнойточки.Расплавленные слои марганца, латуни,железа и никеля перемешаны по всему сечению ядра, при этом марганец и никель 55благодаря способности неограниченно растворяться друг в друге и в остальных компонентах ядра выступают в качестве связующих материалов.Таким образом, появляется прочная металлическая связь между компонентами в 4 Вядре, т.е. образуется надежное сварноесоединение деталей.Отверстие в термобиметалле со сквозной просечкой или только со снятым пассивным слоем заполняется расплавленным (под45действием сварочного тока) металлом из пограничных с просечкой как активного, таки пассивного слоев, а также частицами металла расплавленной латуни - светлые частицы на микроструктуре.Этот способ опробирован при сварке пластин термобиметалла ТБ 2013 (толщина 1,6 мм),имеющих активный высокомарганцевый слой(Мп - 75%, Си - 10/о и% - 15 /о) и пассивный слой - инвар (% - 36, Ге - 64 О/О) с деталями из латуни Л 63 (толщина - 2 мм), входящими в термоэлементы автоматическихвыключателей АЕ 2030,Сварка осуществляется на точечных машинах типа МТ с регулятором цикла сваркии номинальным сварочным током до 8,0 кА,Ориентировочный режим сварки вышеназванных деталей: Гь - 1,510 Па; 1 се - 0,1 -0,12 с; 1 - 6 - 8 кА. Электрод 5 размещаетсясо стороны пластины термобиметалла избронзы БрНБТ (диаметр рабочей части 9 мм)и из бронзы Брх или меди с напайкой измедно-вольфрамового сплава (размер напайки 2 к 1012 мм), со стороны латуни размешается электрод 7 из бронзы Б со сферой(Кр 50 мм),Для проверки качества сварки термоэлементов проводили их испытание.Использование способа контактной сварки термобиметаллов с латунью обеспечивает экономию серебросодержащего припояПСр - 40 до 1,008 г на один автоматическийвыключатель (три спая на каждом из трехтермоэлементов) .Внедрение этого способа сварки обеспечит также снижение трудоемкости (ориентировочно) до 0,006 н/час на один аппарат, чтосоставит 25 - 30%, повышение качества выпускаемых изделий, культуры производстФормула изобретения1. Способ соединения деталей из латунии термобиметалла, имеющего активный слойиз высокомарганцевого медноникелевогосплава и пассивный слой из инвара, при котором соединяемые детали размещают между электродами устройства для контактнойсварки, прикладывают давление и пропускают сварочный ток, отличающийся тем, что,с целью обеспечения высокой надежностисоединения, перед сваркой в детали из термобиметалла удаляют пассивный слой научастке с контуром, перекрываемым электродом, расположенным со стороны детали изтермобиметалла.2. Способ по и. 2, отличающийся тем, что,с целью упрощения технологии, одновременно с удалением пассивного слоя удаляютактивный слой сквозной просечкой детали изтермобиметалла.Источники информации,принятые во внимание при экспертизе1, Шелковин Н. Г. и др. Контактная электросварка термоэлементов тепловых расщепителей для аппаратов низкого напряжения.Технология электротехнического производства, вып. 9 176, 1975, с. 9.. Шароши Редактор Н Заказ 3093 ирко Составитель Л Техред К. ШуфТираж 1160 ЦНИИПИ Государственного компо делам изобретений и о 113035, Москва, Ж - 35, Раушска лиал ППП Патентэ, г. Ужгород,ароваКорректорПодписноеитета СССРткрытийя наб., д. 4/5ул, Проектная
СмотретьЗаявка
2561744, 03.01.1978
ПРЕДПРИЯТИЕ ПЯ А-7147
ШЕЛКОВИН НИКОЛАЙ ГРИГОРЬЕВИЧ, КОЛГАН ВАСИЛИЙ ДМИТРИЕВИЧ
МПК / Метки
МПК: B23K 11/20
Метки: латуни, соединения, термобиметалла
Опубликовано: 15.06.1980
Код ссылки
<a href="https://patents.su/3-740439-sposob-soedineniya-detalejj-iz-latuni-i-termobimetalla.html" target="_blank" rel="follow" title="База патентов СССР">Способ соединения деталей из латуни и термобиметалла</a>
Устройство для соединения слоев упаковки из картона, покрытого термопластичным уплотняющим материалом

Номер патента: 1012794
Опубликовано: 15.04.1983
МПК: B65B 7/16
Метки: картона, материалом, покрытого, слоев, соединения, термопластичным, упаковки, уплотняющим
...выполняют предварительное надламывание, при котором боковые стен-ки 9 и., 10 крышки слегка наклоняютвнутрь, чтобы согнуть треугольникивдоль насечек 11, 12, 13 и 19,так, зчто боковые стенки 9 и 1 О наклоняются. внутрь, а передняя 8 и задняя 7 сдвигаются в направлении друг к другу.После предварительного надламнвания передняя 8 и,задняя 7 стенки на- Мклоняются друг к другу (Зиг. 9), а боковые стенки 9 и 10 складываются,внутрь под передней 8 и задней 7 стенками. Операция закрывания продолжается до тех пор, пока нижние кромки с искрепляющих полосок 17, 22 и 25 не со":единяются вдоль насечек 18, 23 и 31так, что передняя 8 и задняя 7 стенкиложатся поперек торца коробки ( фиг.10),,Затеи при помощи звуковой сварки В,соединяют между собой...
Устройство для контроля температуры внутренних слоев детали

Номер патента: 1362961
Опубликовано: 30.12.1987
МПК: G01K 7/36
Метки: внутренних, детали, слоев, температуры
...16 увеличивается, усиливается масштабным усилителем 18 и подается на вход управляемого генератора 2, Это приводит к росту часто. ты выходных колебаний управляемого генератора 2. Увеличение частоты колебаний будет происходить до тех пор. пока разность фаз между входными сигналами фазового детектора 8 не будет равна величине, зафиксированной в режиме настройки первого канала. При этом глубина проникновения электромагнитного поля в деталь будет равна начальной, а управляемый генератор будет генерировать сигнал с частотой у 1 . Отношение частот ы 1/ ы 1 В пропорционально температуре, усредненной по глубине проникновения электромагнитного поля в деталь, причем глубина определяется значением частоты ы На выходе интегратора 16 будет напряжение=...
Пневматическое устройство для активного контроля деталей в процессе шлифования

Номер патента: 380441
Опубликовано: 01.01.1973
Автор: Фридл
МПК: B24B 49/08
Метки: активного, пневматическое, процессе, шлифования
...положении (пз. усталовке Обрс 1 батыв 11 еъ 10 п детал 1 па раоо 1,О поЗтЦПО) . Устройство работает следующим образом.В начале шлифования детали 7 рычаг 1упирается в обрабатываемую поверхность детали регулируемым предохранительным упо- Ь ром 3. Пневматическое измерительное сопло2 ооразует с обрабатываемой поверхностьо детали 7 зазор д. Величина зазора д устанавливается регулировкой предохранительного упора 1. Г 1 о мере снятия прппуска обрабаты ваемой детали рычаг 1 поворачивается, прпОлпжаясь пцжццм копцов к устацОВОчпому упору 5. Показаш 1 е регистрирующего прибора 1 соответствует зазору д. Это показание датчика сохраняется до тех пор. пока рычаг 1, поворачиваясь, це упирается в установочный упор 5. то происходит, согда шлцфоваше...
Способ автоматической сварки арматурных стержней и закладных деталей

Номер патента: 1278152
Опубликовано: 23.12.1986
Авторы: Гуменюк, Игнатьев, Шапиро
МПК: B23K 9/18
Метки: автоматической, арматурных, закладных, сварки, стержней
...элемента 3получают слой наплавленного металла5 высотой Н (фиг.З),После достижения требуемой длины оплавления стержня прекращаютподачу тока и производят осадкустержня в ванну наплавлеппого металпа 5 в направлении. показанномстрелкой (фиг.4). В результате выдержки стержня в ванне получают сварное соединение стержня с плоскимэлементом,При горении дуги и оплавлении арматурного стержня 1 в течение времениимеет место увеличение напряжения на дуге от Уд, до Б,., Гфиг.5)и, как следствие этого, при использовании источника питания с подающейвнешней характеристикой уменьшениесварочного тока от 1, до 1. Величина среднего тока 1, характеризуетсреднюю величину сварочного тока приего изменении от 1 до 1 , При этомнапряжение П ,соответствует...
Устройство для измерения толщины снимаемого слоя и скорости травления в процессе обработки деталей методом размерного химического травления

Номер патента: 1824461
Опубликовано: 30.06.1993
Авторы: Бабушкин, Гудинов, Иванов
Метки: методом, процессе, размерного, скорости, слоя, снимаемого, толщины, травления, химического
...и индикатор являются типовыми,Устройство работает следующим обраВыделяющийся в поверхности травления гаэ попадает в газособирвющий сосуд и постепенно заполняет его. При заполнении сосуда газом до определенного уровня сосуд перевОрачивается и выпускает газ, При этом магнит приближается к магнитоуправляемому контакту и замыкает его на короткое время. Поскольку магнитоуправляемый контакт подключает при этом источник питания ко входу генератора тактовых импульсов, то это является началом такта, Длительность тактового импульсв определяется времяэвдвющвй цепью, входящвй в задатчикдлительности такта, Значениадлительности тактового импульса в зависимости от твмп ературы раствора устанавливается либо вручную по шкале, нанесенной на панели...
Предыдущий патент: Машина для контактной точечной сварки
Следующий патент: Устройство для управления машиной для конденсаторной сварки
Случайный патент: Способ термической обработки сварных соединений