Способ управления процессом обработки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 729032
Автор: Пестунов

Текст
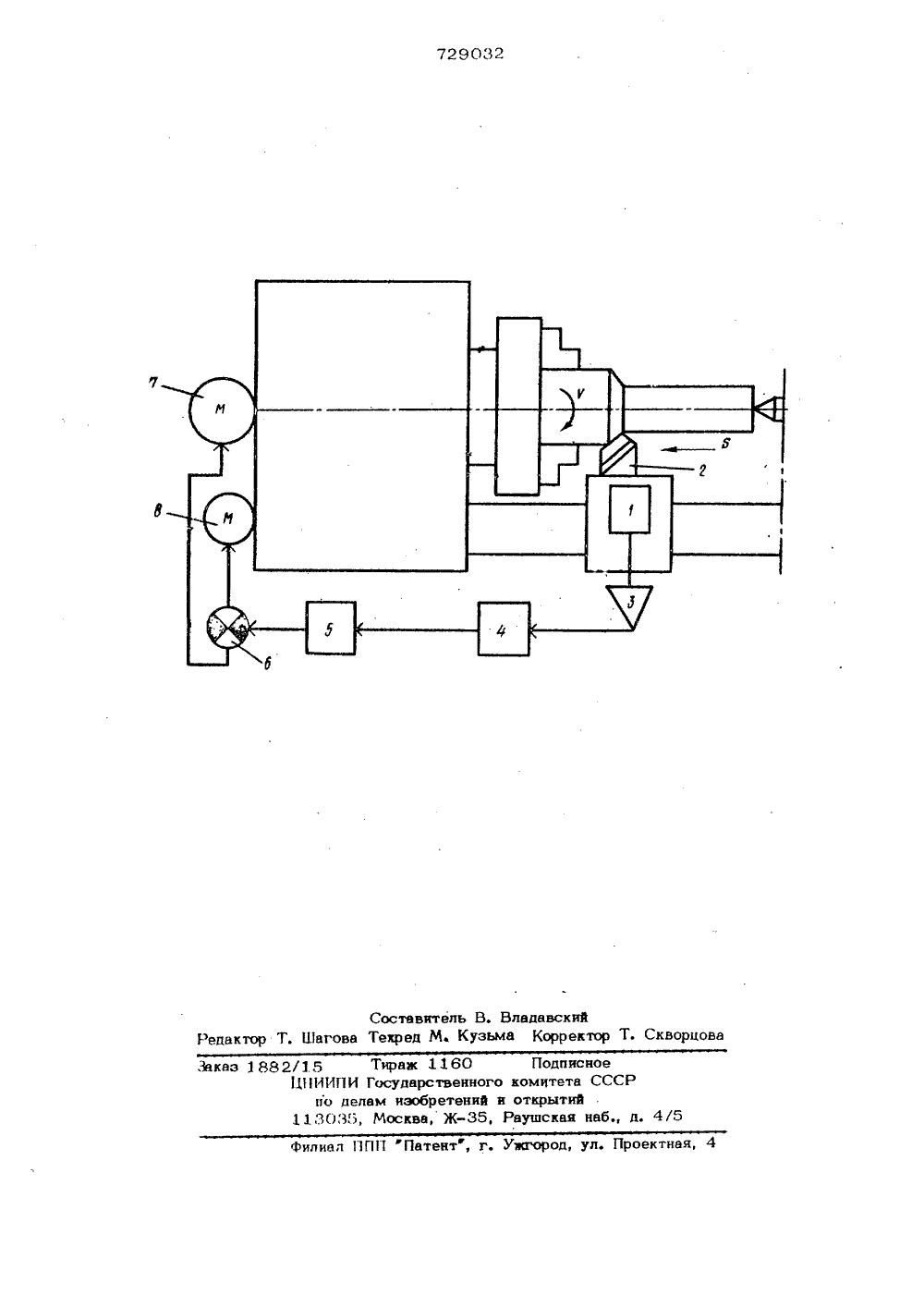
Союз Советски кСоциалистичесиикРеспублик ОП ИСАНИЕ ИЗОБРЕТЕНИЯ(53)М. Кл. В 2 З.Я, 15/00 с присоединением заявки Ввудврстввккык квинтет СССР(23) Приоритет ае девваю вэебретений в вткрцтвв(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ Изобретение относится к машинострое.нию, в частности к обработке металлов резанием лезвийным инструментом, например резцом.Широко известны способы управления процессом обработки, прн которых непр рывно измеряют величину износа и по результатам измерения управляют режимом работы станков,Наиболее близким к чзобретению поэо технической сущности является способ управления процессом обработки, при котором дифференцируют сигнал, характеризующий износ, сравнивают его с заданным значением и по результатам изменяют режимы обработки 1).Однако такой способ решает частную задачу управления процессом обработки и не позволяет оптимизировать процесс по режимам резания (скорости-подаче глубине)Известно, что при работе на переменных режимах оптимальной температуре в зоне резания соответствует минимальный износ. В некоторых случаях оптимальной температуре в зоне резаниясоответствует оптимальное качество поверхности и минимальная стоимость обработки. Управление по температуречрезвычайно затруднительно, посколькув большинстве случаев она не известна,а точное ее измерение представляет определенные трудности. Это указываетна то, что процессом обработки можноуправлять, изменяя последовательно режим в функций износа, который при достижении оптимальной температуры имеетминимальную скорость. Кроме того, скорость резания для большинства технологических операций относительно сильно влияет на температуру резания и целевую функцию стоимости обработки. Поэтому для получения оптимальной производительности и оптимальной стоимости обработки режимы резания следует выбирать в такой последовательности (глубина-подача-скорость).3 72Для повышения эффективности управления процессом обработки полученный врезультате непрерывного измерения износа инструмента сигнал дважды дифференцируот.при положительном значениирезультата снижают режимы в последовательности (скорость-подача-глубина),а при отрицательном значении результата увеличивают режим в обратной последовательности (глубина-подача-скорость). Новой совокупностью технологических признаков, характеризующих способ, является управление режимами в указаннойпоследовательности по дважды дифференцированному сигналу износа инструмента.ехнологическая схема осуществленияспособа приведена на примере токарнойобработки, при которой для простоты иллюстрации способа показано управлениедвумя параметрами (скоростью и пода-.чей).Схема осуществления способа приведена на чертеже.Сигнал с датчике 1 износа резца 2подается на усилитель 3, затем с помощью дифференциаторов 4 и 5 дваждыдифференцируется и подается в анализатор 6, С анализатора 6 в соответствиисо знаком второй производной сигналадатчика 1 износа подается команда науправление скоростью с помощью регулируемого электродвигателя 7 или подачей с помощью регулируемого электродвигателя 8,В процессе обработки управлениеприводом главного движения и подачейстанка осуществляется по такой прогрвмме.При положительном значении второйпроизводной сигнала датчика износаскорость электродвигателя 7 снижаетсядо получения нулевого значения второйпроизводной сигнала износа резца 2.Скоростью главного движения управляютв заданных технологических пределах,определяемых условиями обработки. Достижение границы нижнего предела дополучения нулевого значения второй 9032 4производной сигнала износа резца вызывает переключение системы регулирования на управление скоростью приводаподачи. Управление скоростью электродвигателя 8 осуществляется аналогичнов заданных технологических пределах,определяющих значение максимальнойи минимальной скорости рабочей передачи.При отрицательном значении проиэ 10 водной вначале производится управленивприводом подачи в сторону увеличенияскорости подачи. При достижении максимального предельного значения величиныподачи, ограничиваемой, например, по15 условиям прочности инструмента или механизма подачи, увеличивают скоростьпривода главного движения до получениинулевого значения второй производной,соответствующей оптимальной темпер ату 20 ре в зоне обработки и оптимальным качественным показателем процесса обработки.Предлагаемый способ предназначендля систем автоматического и програм 25 много управления металлорежущими станками,Формула изобретениязаСпособ управления процессом обрабозки, при ко. ором дифференцируют сигнал,характеризующий износ, сравнивают егос заданным значением и по результатам35 изменяют режимы обработки о т л и -ч а ю щ и й с я тем, что, с целью повышения эффективности управления, сигнал дифференцируют дважды и при положительном значении результата снижают40 режимы в последовательности (скорость-подача-глубина), а при отрицательномзначении результата увеличивают режимы в обратной последовательности.Источники информации,45 принятые во внимание при экспертизе1, Авторское свидетельство СССР508385, кл. В 23 С) 15/00,1976 (прототип), 729032Составитель В, ВладавскийРедактор Т. Шагова Техред М. Кузьма Корректор Т. СкворцоваЗаказ 1882/1.5 Тираж 1160 Подписное1 Ц ИИПИ Государственного комитета СССРпо делам изобретеннй и открытий113035, Москва, Ж, Раушская наб., д. 4/5Филиал ППИ Патент, г, Ужгород, ул, Проектная, 4
СмотретьЗаявка
2559054, 22.12.1977
Заявитель
ПЕСТУНОВ ВЛАДИМИР МИХАЙЛОВИЧ
МПК / Метки
МПК: B23Q 15/00
Метки: процессом
Опубликовано: 25.04.1980
Код ссылки
<a href="https://patents.su/3-729032-sposob-upravleniya-processom-obrabotki.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом обработки</a>
Устройство для моделирования процессов износа и старения

Номер патента: 492887
Опубликовано: 25.11.1975
МПК: G06G 7/48
Метки: износа, моделирования, процессов, старения
...устройство работает сле 50 дутттттилт образом.Стдттиондрцое случайное напряжение с выхода генератора 1 поступает на первьтт" вход коммутатора 3, Поддваелтьте нд второй управляющий вход коммутатора сигна льт от генератора 2 тактовых импульсов пг рцодцчески перевтючают коммутатор 3 в подготовительное и рабочее состояния.В течение подготовительного цикла проттзвгптттся фттксдттця выборочных мгновен- О ных значений амплитуд случайных напряжений в блоках 4 ф 4 интегрирования,Йля моделирования каждой реализациислучайного процесса фиксируются два значения напряжения, Величина коэффициентакорреляции между значениями случайногонапряжения определяется частотой срабатывания коммутатора 3 в подготовительном цикле и задается генератором 2...
Установка для радиометрического исследования процесса износа механизмов и машин

Номер патента: 112283
Опубликовано: 01.01.1958
Авторы: Магарик, Никольский
МПК: G01D 9/26, G01M 15/00, G01N 23/02
Метки: износа, исследования, машин, механизмов, процесса, радиометрического
...во время работы механизма или машины с помощьютермопар (на блок-схеме не показаны).При одновременном исследовании износа двух деталей, активированных радиоизотопами с различными энергиями излучения, электрические импульсы, соответствующие по количеству радиоактивному распаду продуктов износа обеих трущихся деталей в смазочном масле, а поамплитуде пропорциональные энергии излучения радиоизотопов, пройдяусилитель б, поступают на входы оооих измерительных каналов, которые посредством дискриминаторов 10, б, 11 и 12 и схем антисовпадений7 и 13 пропускают на измерители 8 и 14 скорости счета импульсы, амплитуда которых соответствует определенной энергии гамма-излучения.Таким образом, на ленте многоканального самописца...
Устройство для моделирования процессов износа и старения

Номер патента: 146095
Опубликовано: 01.01.1962
Автор: Дружинин
МПК: G06G 7/48
Метки: износа, моделирования, процессов, старения
...с генератора 1 и подключает его ко входу интегрирующего усилителя 3. Происходит генерирование реализации линейной случайной функции, которое прекращается посредством схемы б ограничения.В подготовительном состоянии устройства (фиг. 2) случайное напряжение от генератора 1 суммируется на усилителе А, с постоянным напряжением, пропорциональным математическому ожиданию начального значения тпо линейной случайной функции и подается через цепь безынерционного ввода начальных условий на конденсатор С интегрирующего усилигеля 3. Таким образом, на конденсаторе С оказывается случайное напряжение, пропорциональное начальному значению линейной случайной функции, Величина среднего начального значения гпту, регулируется потенциомстром П величина...
Устройство для моделирования процессов износа
Номер патента: 1288727
Опубликовано: 07.02.1987
Авторы: Асмолов, Вильгельм, Набоков, Цикерман
МПК: G06G 7/48
Метки: износа, моделирования, процессов
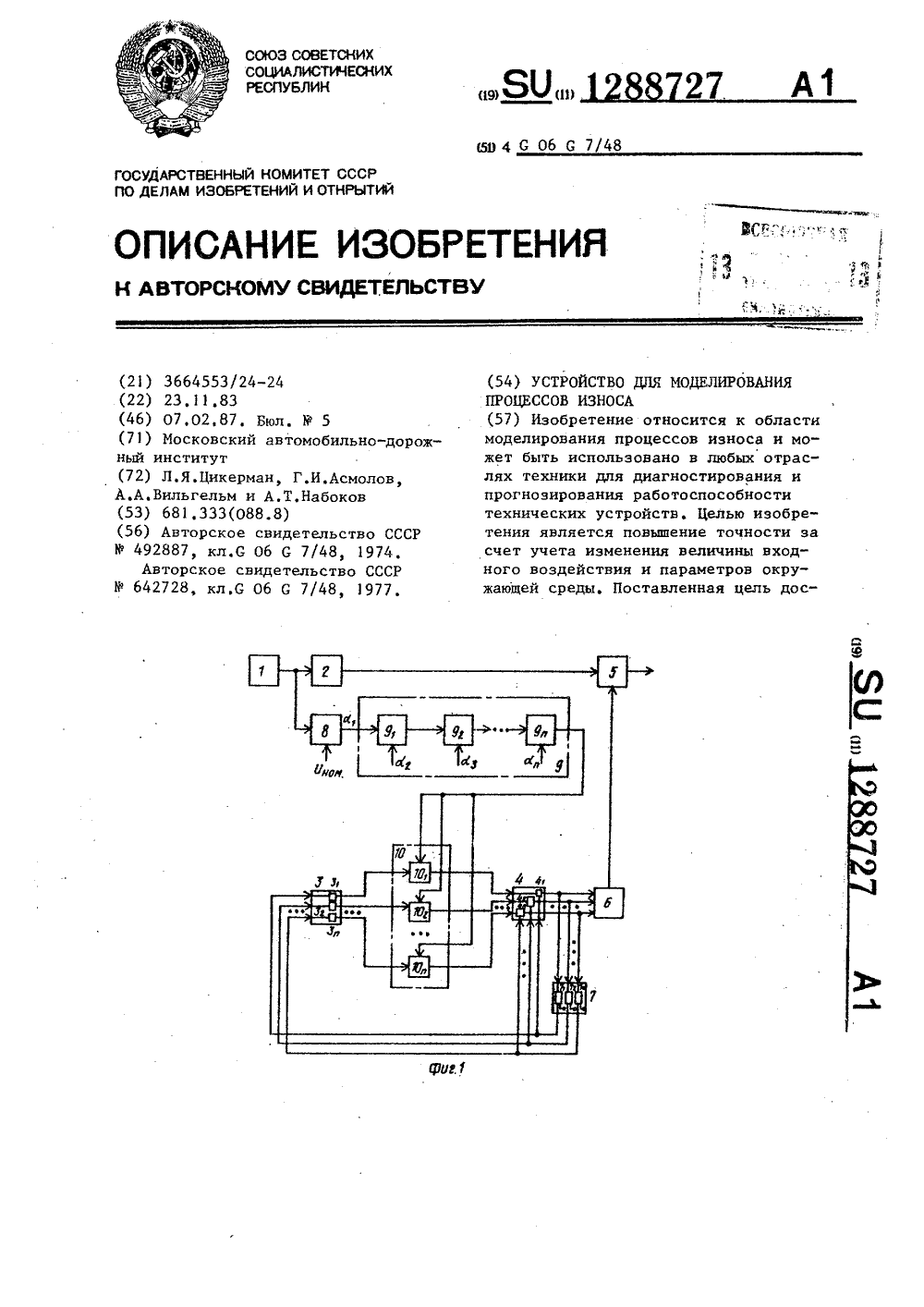
...при моделирова 1288727нии, Функциональные преобразователи 3 реализуют, например, параболическую функцию.Назначение этих блоков в предлагаемом устройстве состоит в воспроизведении (синхронно с работой модели объекта) интенсивности износов различного вида во времени, полученных при номинальных режимах и в нормальных условиях,На выходах функциональных преобразователей в аналоговой форме вырабатываются сигналы, поступающие навходы блоков перемножения блока 10,Сигналы с выхода последнего,отображающие реальные характеристикиизносов для различных условий окружающей среды, поступают на входыблоков 4 интеграторов, на выходе которых формируются напряжения, моделирующие процесс накопления износов вобъекте,3 Эти напряжения поступают одновременно...
Прибор для регистрации параметров лезвий лемехов в процессе износа

Номер патента: 510636
Опубликовано: 15.04.1976
Автор: Чусов
МПК: G01B 5/20
Метки: износа, лезвий, лемехов, параметров, прибор, процессе, регистрации
...В центральной части корпуса выполнен продольный паз, в котором свободно перемещас:ся цолзун 2, ца осц 9 которого закреплены щуц 3 с отметчиком 4. Щуп с отметчиком мо жет поворачиваться в плоскости, перпендикулярной плоскости корпуса и вместе с осью цолзуна. Наконечник щупа 3 выполнен поворотным для обводки обеих копируемых поверхностей лемеха.0 Пцоор комплектуется набором диаграммных пластин, ца рабочих поверхностях которых наклеена бумага. Длина пластины рассчпана на снятие профиля лезвия в пяти сечениях. На правой кромке диаграммной пл стццы 5 выцолцены пять вырезов под фиксатор 8, кото,ые ооесгечцваю точцуо установку пластины в корпусе при повторных снятиях профилей.Подготовка лемеха для использования прц бора заключается в...
Предыдущий патент: Устройство для ориентации резьбовых шпилек
Следующий патент: Устройство для автоматического позиционирования на упоре рабочего органа станка
Случайный патент: Механизированная пневматическая крепь