Способ регулирования поперечного профиля и формы полос и листов при прокатке
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
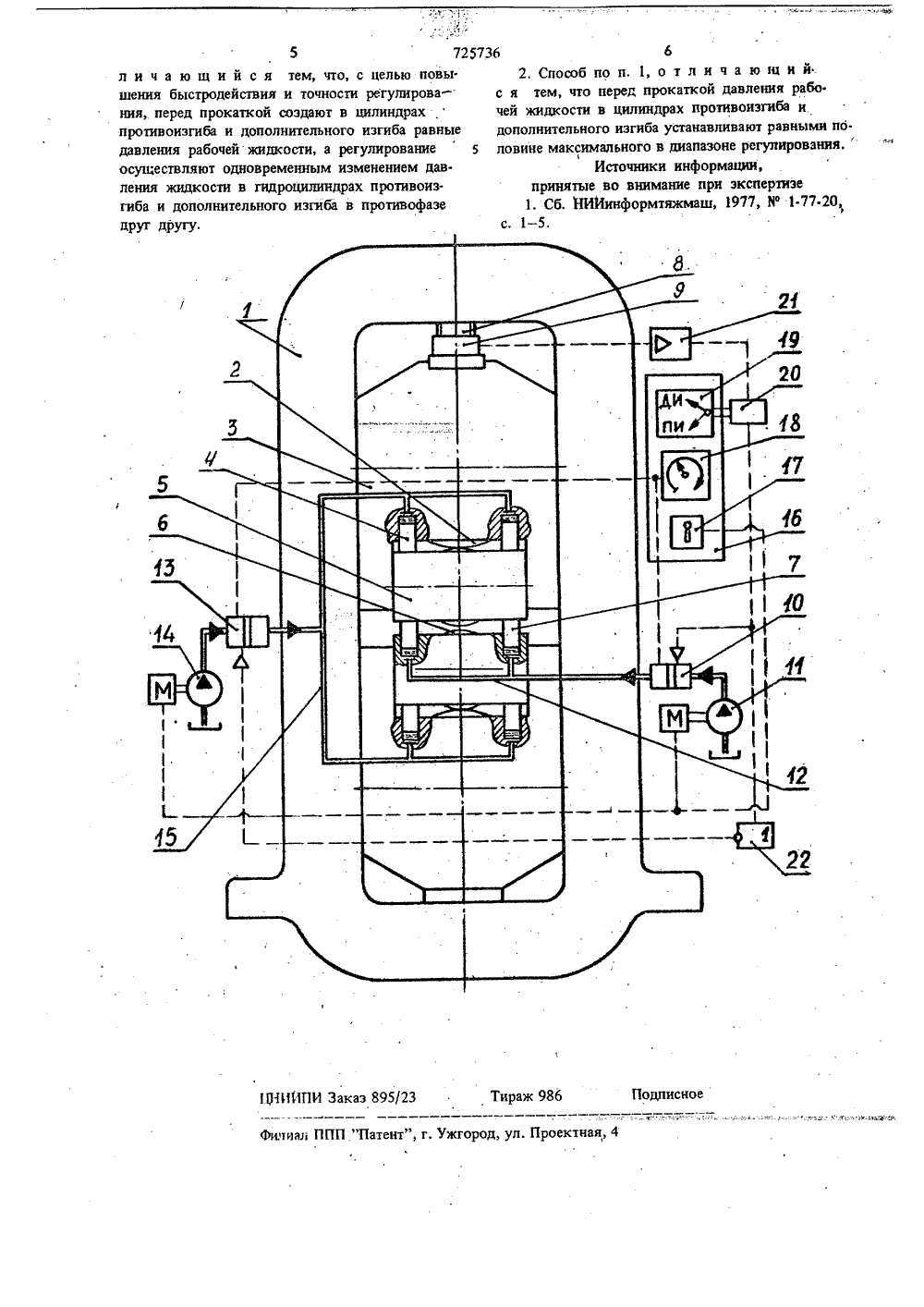
Ь П И С А Н И Е (1)725736ИЗЬВРЕТЕН ИЯ Союз СоветскихСоциалистическихРеспублик К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(23) П риоритет - . Опубликовано 05,04,80. Бюллетень13 но делам изобретений н открытийДата опубликования описания 05.04,80(72) Авторыизобретения Г. Н, Шмаков, А, Н. Завражный, А. В. Третьяков и Е, Г, Зиновьев Г Донецкий научно. исследовательский институт че ной металлургии/ щ (54) СПОСОБ РЕГУЛИРОВАНИЯ ПОПЕРЕЧНОГО ПРОФИЛЯ И ФОРМЫ ПОЛОС И ЛИСТОВ ПРИ ПРОКАТКЕ Изобретение относится к обработке металлов давлением, преимущественно к способамповышения точности прокатки и может быть - использовано на полосовых и листовых станахгорячей и холодной прокатки.5Известен способ регулирования поперечно.го профиля и формы полос и листов, при котором усилия регулирования прикладывают как между подушками рабочих валков (противоизгиб), так и между подушками рабочих и опорных валков (дополнительный изгиб), причем переД" прокаткой задают некоторый начальный уровень давления в цилиндрах противоизгиба, обеспечивающий прижатие рабочих валковк опорньпл валкам 11.15 Этот. способ не обладает достаточным быстродействием при переходе от регулирования противоизгибом к регулированиюдополнительным изгибом и наоборот, что снижает точность о регулирования.Цель изобретения - повышение быстродействия и точности регулировки профиля. и формы полосы. Указанная цель достигается тем, что перед прокаткой создают равные давления рабочей жидкости в цилиндрах противоизгиба и дополнительного изгиба, а регулирование осуществляют одновременным изменением давления жидкости в гидроцилиндрах противоизгиба и дополнительного изгиба в противофазе друг другу, причем первоначально устанавливают эти давления равными половине максимального в диапазоне регулирования.Описываемый способ поясняется чертежом, накотором изображен общий вид рабочей клети со сХемой электрогидравлической системы регулирования.Рабочая клеть имеет станину 1, в окнах которой установлены опорные. валки 2 с подушками 3. В подушках опорных валков вмонтированы гидроцилиндры дополнительного изгиба 4, плунжеры которых контактируют с подушками 5 рабочих валков 6. Подушки рабочих валков установлены в П-образнвтх пазах подушек опорных валков с воэможностью вертикальнсго перемещения. В нижних подуш. ках рабочих валков вмонтированы гидроцилиЮ7257 чб 30 35 40 3ры противоизгиба 7. Между нажимнйм винтом8 и подушкой верхнего опорного валка. уста.новлена месдоза 9, выходной сигнал которойпри прокатке используют для управления прирегулировании,5Электрогидравлическая система регулирования состоит из гидросистемы противоизгиба, ,гидросистемы дополнительного изгиба и систе.мы управления. Гидросистема противоизгибавключает гидроцилиндры противоизгиба, электрогидравлический преобразователь 10 и насосную установку высокого давления 11,объеди.ненные трубопроводом 12.Гидросистема дополкительного изгиба выполнена аналогично гидросистеме противоизгиба валков и включает 15гидроцилиндры дополнительного изгиба, электрогидравлический преобразователь 13 и насосную устанбвку высокого давления 14, объеди.ненные трубопроводом 15. Система управлениявключает пульт управления 16, на котором раз. 20мещены ключи 17 включения насосных установок, задатчики давления 18 и ключ 19 длявыбора режима работы системы с помощьюреверсора 20. Дляусиления сигнала управленияв системе имеется усилитель 21, соединенный 25с реверсором. Вход элект огидравлическогопреобразователя 10 соединей" непосредственно"-с выходом реверсора, а электрогидравлическо.го преобразователя 13 - через инвертор 22,Способ реализуется следующим образом.Перед прокаткоч оператор включает ключами 17 насосные установки 11 и 14 и задатчиками давления 18 устанавливает номинальноедавление в гидроцилиндрах противоизгиба 7и дополнительного изгиба 4, равное половинедиапазона регулирования, На подушки 5 дей-ствуют усилия со стороны плуюкеров гидроцилиндров 4 и 7, равные по величине и противо.положные по направлению, Рабочие валки 6находятся в равновесии, Сигнал с месдозы 9отсутствует. С помощью ключа 19 задают режим работы системы, например "противоизгиб",Реверсор 20 настроен на положительную полярность управляющего сигнала на выходе. Систе.Ма подготовлена к работе. 45При прокатке появляется управляющий сигнал месдозы 9, пропорциональный усилиюпрокатки. Этот сигнал усиливается в усилителе 21 и" в виде постоянного тока подается нареверсор 20. Сигнал управления положительной 50полярности на выходе реверсора 20 поступаетна вход электрогидравлического преобразователя 10 гидросистемы противоизгиба, на выходекоторого возрастает давление рабочей жидкостисвыше номинального на величину, пропорци 55ональную току управления. Сигнал управленияположительной полярности с реверсора 20 поступает также на инвертор 22, который меняетего полярность. С инвертора 22 сигнал уже от 4рицательной полярности поступает навход электрогидравлического преобразователя 13 гидроси.стемы дополнительного изгиба и на выходеуменьшает давление рабочей жидкости на ту жевеличину, что и в гидросистеме противоизгиба.В результате на подушки 5 рабочих валков 6будет действовать усилие противоизгиба, про.порциональное удвоенному значению изменениядавления в гидросистемах.При установке ключа 19 на режим "дополнительный изгиб", на выходе реверсора 20имеем сигнал управления отрицательной полярности, и в этом сдучае в гидросистеме противоизгиба давление рабочей жидкости понизит.ся, а в гидросистеме дополнительного изгибавозрастет на величину, пропорциональную сигналу управления. В результате на подушки 5рабочих валког 6 будет действовать усилиедополнительного изгиба, пропорциональноеудвоенному значению изменения давления вгидро системах,Таким образом, изменением давления рабочей жидкости, равным половине диапазона ре 3гулирования, создаем усилие регулирования,пропорциональное полному диапазону регулирования. По данным Уральского завода тяжелогомашиностроения минимальное время на изме.нение давления рабочей жидкости в гидросистеме на полный диапазон регулирования (от 40до 320 кгс/см ) составляет 1 с.Описываемый способ позволяет уменьшитьэто время в 2 раза, т. е, в 2 раза повыситьбыстродействие системы при тех же ее параметрах.Быстродействие системы влияет на точностьрегулирования при быстро меняющихся факторах, таких как утолщение участка полосы, неравномерность химического состава и температуры по длине полосы, биение валков и т.д.В результате, при недостаточном быстродей.ствии на полосе получаются нерегулируемые иперерегулированные участки, Внедрение данногоспособа позволяет увеличить выход листов1 сорта. Способ может быть внедрен на всехлистовых станах, оснащенных комбинированными системами регулирования профиля, и навновь строящихся и модернизируемых станах. Формула изобретения 1, Способ регулирования поперечного профиля и формы полос и листов при прокатке, включающий регулирование профиля рабочих валков противоизгибом и дополнительным изгибом посредством соответствующих гидроцилиндров, взаимодействующих с подушками рабочих валков, с заданием начального уровня давления в гидроцилинпрах противоиэгиба, о т5 725736 6лича ющийся тем,что,сцелью новы. 2, Способ по п. 1, о т л и ч а ю щ и йшения быстродействия и точности регулирова- с я тем, что перед прокаткой давления рабо.ния, перед прокаткой создают в цилиндрах чей жидкости в цилиндрах противоизгиба ипротивоизгиба и дополнительного изгиба равные дополнительного изгиба устанавливают равными пб.давления рабочей жидкости, а регулирование 5 ловине максимального в диапазоне регулирования.осуществляют одновременным изменением дав. Источники информации,ления жидкости в гидроцилиндрах противоиз- принятые во внимание при экспертизегиба и дополнительного изгиба в противофазе 1. Сб, НИИинформтяжмаш, 1977, Яф 1.77 20,друг дРугу с, 1 - 5. ШИПИ Заказ 895/23 Тираж 986 одписн
СмотретьЗаявка
2567688, 10.01.1978
ДОНЕЦКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ЧЕРНОЙ МЕТАЛЛУРГИИ
ШМАКОВ ГЕННАДИЙ НИКАНОРОВИЧ, ЗАВРАЖНЫЙ АНАТОЛИЙ НИКОЛАЕВИЧ, ТРЕТЬЯКОВ АНДРЕЙ ВЛАДИМИРОВИЧ, ЗИНОВЬЕВ ЕВГЕНИЙ ГРИГОРЬЕВИЧ
МПК / Метки
МПК: B21B 13/14, B21B 37/30
Метки: листов, полос, поперечного, прокатке, профиля, формы
Опубликовано: 05.04.1980
Код ссылки
<a href="https://patents.su/3-725736-sposob-regulirovaniya-poperechnogo-profilya-i-formy-polos-i-listov-pri-prokatke.html" target="_blank" rel="follow" title="База патентов СССР">Способ регулирования поперечного профиля и формы полос и листов при прокатке</a>
Способ удаления рабочей жидкости из рабочей полости гидротрансформатора

Номер патента: 167724
Опубликовано: 01.01.1965
МПК: F16H 41/30
Метки: гидротрансформатора, жидкости, полости, рабочей, удаления
...быстрого удаления жидкости и вследствие этого ограничивают возможности применения 5 гидротрансформаторов на строительных и дорожных машинах.Предлагаемый способ отличается тем, что для сокращения времени выключения гидро- трансформатора жидкость выжимают из ра бочей полости сжатым воздухом, подаваемым в рабочую полость от источника через раси редел итель.На чертеже схематично показана система питания гидротрансформатора, совмещенная 15 с системой его выключения.Насос 1 нагнетает рабочую жидкость из бака 2 в систему по нагнетательному трубопроводу 3, При включенном гидротрансформаторе 4 распределитель 5 подает жидкость 20 в рабочую полость гидротрансформатора.Для выключения гидротрансформатора распределитель устанавливают в...
Устройство для контроля и предотвращения утечек рабочей жидкости при повреждении гидросистемы

Номер патента: 232693
Опубликовано: 01.01.1969
Автор: Баркан
МПК: F16K 17/10
Метки: гидросистемы, жидкости, повреждении, предотвращения, рабочей, утечек
...значение потери лавлс. ния на дроссельном Отвсрстци 6 и строго определенное значение рас:ода в слцвной линии, а следовательно, и строго определенное значение потери давления иа дроссельном отверстии 7,Во время работы гидроилнндра имеет место такое равенствоследовательно Я=гг - -сопз 1.сл.Для дроссельного отверстия 6 можно написать такуго зависимость Ь Рнач. - КЯ нач. (1) ЛРна. - перепад давлений на дроссельном отвсрстиц 6;аРач, = Рлг - Рв; где РА - давление в камере А; Рг - давлсцце в камере В;К - коэффициент пропорциональности, постоянный для данного дроссельного отвсрстия.Подобным образом для дроссельного отверстия 7 можно написать л Р:= КДасл.Рсл. =Р т - Ря, где Рд - давление в камере Д;Рв - даьлсццс в камере Е,Разделим (1) ца (2)...
Установка для очистки рабочей жидкости

Номер патента: 906621
Опубликовано: 23.02.1982
Автор: Завьялов
МПК: B04B 9/06
...антициклон 4 с централь- ным подводящим патрубком 5, тангенциальным патрубком 6 и патрубком 7 для вывода загрязненной жидкости, который сообщен с полостью оси 2 ротора 3 посредством камеры 8, имеющей в поперечном сечении форму эллипса или круга, и трубопровода 9 . В тангенциальном патрубке 6 антициклона 4 установлен сливнойо клапан 10 с пружиной 11, а в стенке патрубка под клапаном выполнено дрос селирующее отверстие 12, Последнее может быть выполнено и в клапане 10. Полость 13 корпуса 1 под ротором 15 сообщена с баком гидросистемы.Установка работает следующим образом.Жидкость под давлением поступает через подводящий патрубок 5 в антициклон 4. В конусной части антициклона жидкость разделяется на два потока, первый из которых входит...
Способ получения следов потока рабочей жидкости на покрытиях деталей гидромашин

Номер патента: 99062
Опубликовано: 01.01.1954
Автор: Лапидус
МПК: G01D 5/44
Метки: гидромашин, жидкости, покрытиях, потока, рабочей, следов
...как рабочие колеса гидротрансформаторов, лопаток насосов, реакторов, турбин и т. п.Для таких рабочих жидкостей каквода, керосин, газойль и бензин в качестве лака для покрытия деталей при осуществлении описываемого способа применяют обычный шеллак, слой которого наносят на рабочую поверхность детали. В качестве растворителя лака используют спирт, вводимый в рабочую жидкость в количестве 1 - 1,5/, от ее веса.Четко различимые следы потокарабочей жидкости на слое шеллачного покрытия детали могут быть получены при указанных условиях в течение 30 - бЭ сек, работы детали.Гидромашину с изучаемыми рабочими деталями вводят в действие на обычной рабочей жидкости. Добившись устойчивой работы гидромашины, вводят в рабочуо жидкость растворитель...
Устройство противоизгиба валков

Номер патента: 995948
Опубликовано: 15.02.1983
Авторы: Безнос, Голубченко, Елишевич, Яланский
МПК: B21B 37/30
Метки: валков, противоизгиба
...деформации поступает науправляющие входы ключей 21 и 22и счетную ячейку 19, При этом ключ20 размыкается, и сигнал от датчика12 не проходит через него на управляющий вход ключа 21, Ключ 21 размыкается, и сигнал ц не поступаетв сумматор 18, Поэ)гому в пропорциональный усилитель 17 с сумматора 18поступает сигнал л = ц + ц рп. В Результате блок 11 сйижает уставку лавления регулятора 9 с величины М(ц ++ цр + црп ) до значения )с(ц, + ц ),При вйходе заднего конца полосыиз зоны датчика 12 ключ 22 остаетсязамкнутым, так как на его управляющем входе имеется сигнал с датчика13, При выходе заднего конца полосыиз клети исчезает сигнал на управляющем входе ключа 22 и входе счетнойячейки 19, который поступал от датчика 13, Ключ 22 размыкается, и...
Предыдущий патент: Система автоматического управления процессом прокатки труб на раскатном стане
Следующий патент: Кантователь листов в потоке