Способ управления процессом обжига во вращающейся печи
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 685644
Авторы: Беседен, Вырков, Колотовский, Панченко, Филонич



Текст
ОПИСАНИЕ ИЗОБРЕТЕНИЯ Совь СоветскикСоциалистическихРеспублик оо 685644 К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(22) Заявлено 090 б 77 (21) 24943 б 8/29-33с присоединением заявки йо(51)м. Кл. С 04 В 7/4 Г 27 Р 19/00 Государственный комитет СССР но деиам изобретений и открытий(72) Авторы изобретения П.В. Беседин, В.С. Филонич, Д.ф. Вырков, В,Г, Колотовский и А.П. Панченко Белгородский технологический институт строительных материалов(71) Заявитель 54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБЖИГА ВО ВРЩЯОЩЕИСЯ ПЕЧИ Изобретение относится к способам регулирования процесса обжига материалов и может быть использовано в промышленности строительных материалов, например при обжиге вспучивающихся материалов, цементногоклинкера и др..Известен способ обжига материалов во вращающейся печи, включающий в себя регулирование расхода топлива по измеренной величине температуры в зоне вспучивания и спекания 1 .Недостатком такого способа является то что точное и непосредственное измерение температуры в этой зоне представляет определенные трудности. Кроме того, температура материала в зоне спекания и вспучивания не всегда может характеризовать действительное состояние печи.Известен другой способ управления процессом обжига во вращающейся печи, включающий в себя измерение величины нагрузки на валу главного привода, температуры перед зоной обжига, разрежения в пылеосадительной камере, подачи исходного материала и топлива, изменение подачи исходного материала, топлива и пер.вичного воздуха, положение шиберадымососа и стабилизацию разреженияв конце печи 2,Однако входная производительностьпечи в этом способе не связана скачеством получаемого продукта, тепловым режимом печи и Физико-химическим состоянием полуФабриката, подаваемого в печь, что приводит к сни 10 жению качественных и количественныхпоказателей печи.Цель изобретения - повышение производительности печи,Это достигается тем, что в спосо 15 бе управления процессом обжига вовращающейся печи, включающем в себяизмерение величины нагрузки на валуглавного привода, температуры передзоной обжига, разрежения в пылеосади 20 тельной камере, подачи исходного материала и топлива, изменение подачиисхрдного материала, топлива и первичного воздуха и положения шиберадымососа, а также стабилизацию раэ 25 режения в конце печи, измеряют дополнительно высоту подъема материалав зоне обжига, а изменение подачитоплива и первичного воздуха осуществляют по величине отклонения вы 30 соты подъема материала от заданной,5 10 15 20 25 30 35 40 45 50 55 60 65 изменение подачи исходного материала осуществляют по величине отклонений температуры перед зоной обжига и нагрузки на валу главного привода от заданных значений, а изменение положения шибера дымососаосуществляют по высоте подъема материала и разрежению в пылеосадительной камере.Предлагаемый способ иллюстрируется чертежом, на котором показаноавтоматическое управление процессом,состоящее из двух независимых контуров,Первый контур осуществляет автоматическое регулирование расхода газа, первичного воздуха и поддержаниенаиболее рационального аэродинамического режима печи, управляемым сигналом в этом контуре является сигнал,полученный от радиоактивного датчика,контролирующего высоту подъема вспучивающегося материала. Если технологический процесс обжига ведетсяправильно, то материал достигаетопределенного пиропластического состояния, при котором он находится вразмягченном состоянии и имеет повышенную вязкость, при этом отдельныегранулы не слипаются, Если нарушентехнологический процесс обжига, например материал подходит к зоне вспучивания недостаточно нагретым, илитемпература в зоне вспучивания недостаточно высока, то обжигаемый материал не размягчается и вспучиванияне происходит, не происходит и подьема гранул.В том ке случае, когда в зоневспучивания температура поднимаетсявыше требуемой по технологии, происходит образование сваров и кольцевание.Следовательно, для поддержаниянаиболее рационального режима обжига, независимо от физико-химическихсвойств материала, имеется областьего размягчения, отвечающая оптимальной для вспучивания вязкости, которая и соответствует оптимальной области интервала вспучивания глинистых пород.Кроме того, определяют качествоведенияфобжига под подъему материала в печи. Если подъем высокий, тообжиг ведется правильно, если жетемпература обжига низкая и нетподъема или температура завышена иидет кольцевание, то технологический режим обжига нарушен. Следовательно, необходимо изменить режим,изменяя при этом аэродинамическийрежим печи и подачу топлива.Второй контур осуществляет автоматическое регулирование загрузкипечи. Управляющим сигналом в этомконтуре является устанавливаемое задание, которое корректируется сигналом, определяющим величину нагрузкиглавного привода печи, и сигналом,определяющим температуру обжигаемогоматериала перед зоной вспучивания,Сущность работы этого контура заключается в следующем.Печь,как генератор тепловой энергии, может обжечь только определенное количество глинистого сырья. Этоколичество определяется физико-химическими свойствами сырцовых гранул:влажность, гранулометрический со:тав,геометрическими размерами печи и др.Следовательно, в каждый моментвремени в печи может находиться только определенное количество материала.Величину загрузки материалом печиможно определить по нагрузке на валуглавного привода печи.С другой стороны, температура перед зоной вспучивания определяетстепень подготовленности материаловк вспучиванию, значит, сигналом,полученным от термопара перед зонойвспучивания, можно корректироватьвеличину загрузки печи материалом.Например, если температура материалаподходит к зоне вспучивания вышетребуемой, то печь выделяет избыточное количество тепла, т.е. она недогружена материалом, следовательно,можно увеличить загрузку печи и наоборот,Исходный материал фиг. 1) от автоматического дозатора 1 поступаетво вращающуюся печь 2. В зоне вспучивания установлен радиоактивный излучатель 3 и приемник 4 радиоактивногоизлучения, контролирующие высотуподъема исходного материала, которыевключены в электрическую цепь автоматического регулирования расходатоплива газа), первичного воздухаи положения шибера дымососа.Электрический сигнал, характеризующий высоту подъема вспученного материала,полученный в радиоактивном приемнике 4,подается на блок 5 формированиясигнала коррекции и далее поступаетна блок 6 сравнения регулятора расхода газа и одновременно через блок 7формирования и устройство 8 сравнения подается через регулятор 9 разрежения в пылеосадительной камереи исполнительный механизм 10 на шибер дымососа 11. Сигнал сравненияпоступает от эадатчика 12 в контуррегулирования газа, В устройствесравниваются сигналы с датчика 13разрежения и задатчика 14 разрежения. В зависимости от величины и знака отклонения эти сигналы корректируют задания регулятору 15 расходагаза, соединенному с исполнительныммеханизмом 16, и регулятору 9 разрежения в пылеосадительной камере.Сигнал с датчиков 17 и 18 подается навход регулятора 19 расхода первич685644 Составитель В. АРедактор Т. Янова Техред З,фанта екперовКорректор ВПодписноего комитета ССий и открытийраская наб. д 2 арственн изобрете КР Тираж 7 ИПИ Госу по деламИосква аз 5400/2 4 130 лиал ППП Патентф, г. Ужгород, ул, Проектна ного воздуха, обеспечивающего регулирование соотношение гаэ-воздух, изменяя через исполнительный механизм 20 положение шибера первичного воздуха.В контуре автоматического регули рования загрузкой печи материалом электрический сигнал, определяющий величину нагрузки на валу главного привода, от датчика 21 поступают на устройство 22 сравнения загрузки печи, где сравнивается с сигналом, поступающим от эадатчика 23 величины загрузки, и сигналом, поступающим от термопары 24 через блоки 25 и 26 Формирования, а также блок сравнения 27, на который поступает сигнал от эадатчика 28 температуры. В зависимости от величины и знака отклонения в результате сравнения эти сигналы корректируют задание регулятору 29 входной производительности, который, 20 в свою очередь, выдает управляющие импульсы исполнительному механизму 30 загрузки печи.По достижении минимальной суммы этих сигналов обе системы первого и 25 второго контуров приходят в режим автоматической стабилизации загрузки печи, подачи топлива и воздуха в печь,формула изобретения ЗОСпособ управления процессом обжига во вращающейся печи, включающий измерение величины нагрузки на валуглавного привода, температуры передзоной обжига, разрежения в пылеосадительной камере, полачи исходногоматериала и топлива, изменение подачи исходного материала, топлива ипервичного воздуха, и положения шибера дымососа, а также стабилизациюразрежения в конце печи, о т л ич а ю щ и й с я тем, что, с цельюповышения производительности печи,измеряют дополнительно высоту подьема материала в зоне обжига, а изменение подачи топлива и первичноговоздуха осуществляют по величине отклонения высоты подъема материала отзаданной, изменение подачи исходногоматериала осуществляют по величинамотклонений температуры перед зонойобжига и нагрузки на валу главногопривода от заданных значений, а изменение положения шибера дымососа осуществляют по высоте подъема материалаи разрежению в пылеосадительной камере. Источники информации, принятые вовнимание при экспертизе1, Авторское свидетельствоР 278513, кл. С 04 В 7/44, 1965.2. Заявка У 2424085/33,кл. С 04 В 7/44, 1976, по которойпринято решение о выдаче авторскогосвидетельства,
СмотретьЗаявка
2494368, 09.06.1977
БЕЛГОРОДСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
БЕСЕДЕН ПАВЕЛ ВАСИЛЬЕВИЧ, ФИЛОНИЧ ВЛАДИСЛАВ СТЕПАНОВИЧ, ВЫРКОВ ДМИТРИЙ ФЕДОРОВИЧ, КОЛОТОВСКИЙ ВЛАДИМИР ГЕННАДИЕВИЧ, ПАНЧЕНКО АННА ПЕТРОВНА
МПК / Метки
МПК: C04B 7/44
Метки: вращающейся, обжига, печи, процессом
Опубликовано: 15.09.1979
Код ссылки
<a href="https://patents.su/3-685644-sposob-upravleniya-processom-obzhiga-vo-vrashhayushhejjsya-pechi.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом обжига во вращающейся печи</a>
Дымоход печи обжига углерода

Номер патента: 1219879
Опубликовано: 23.03.1986
Авторы: Вдовин, Платонов, Судавский
МПК: F23J 11/00
Метки: дымоход, обжига, печи, углерода
...к газопроводу по периметру герметично. По образующим ребра закрыты кожухом 4, который расположен перед электрофильтром 5, через дымосос 6 последовательно соединенным с дымовой трубой 7. Кожух соединен параллельно электрофильтру с дымососом воздухопроводом 8, На входе в кожух со стороны атмосферы установлен дроссель 9.При работе дымохода печи обжига углерода дымосос 6 создает в.системе разрежение, под действием которого дымовые газы и охлаждающий воздух направляются в дымовую трубу 7 параллельными потоками. Дымовые газы из печного борова 1 входят в металлический газопровод 2 и приводятся во вращение за счет сквозных наклонных ребер 3. Вращение дымовых газов в металлическом газопроводе создает центробежную силу, обеспечивающую очистку...
Устройство сжигания твердого топлива в печах обжига керамики

Номер патента: 1375928
Опубликовано: 23.02.1988
Авторы: Жуков, Иванов, Куканов, Сагдатдинов, Середкин, Толкачев
МПК: F27B 9/36
Метки: керамики, обжига, печах, сжигания, твердого, топлива
...смеси из коленообразного патрубка 8. В распределителе 9 поток распределяется по шлангам и через горелоцные устройства 10 топливовоэдушная смесь поступает в обжиговое пространство печи,Твердое топливо, проходя по сушильно-помольному тракту (узел 3 сушки, мельница-вентилятор 5, шахта- сепаратор 6), подсушивается неполностью, причем мелкие и пылевидные частицы сушатся до 1-2 .-ной влажности, а крупные подсушиваются лишь поверхностно. Это обеспечивается сокращением размеров элементов сушильно-помольного тракта и "загрубле. нием степени измельчения топлива, Такая неполная подсушка в основном обеспечивает предотвращение "залипания" рабочих поверхностей устройства влажным углем. Если такое залипание происходит, крупные частицы...
Способ автоматического регулирования процесса получения сернистого газа в параллельно работающих печах обжига
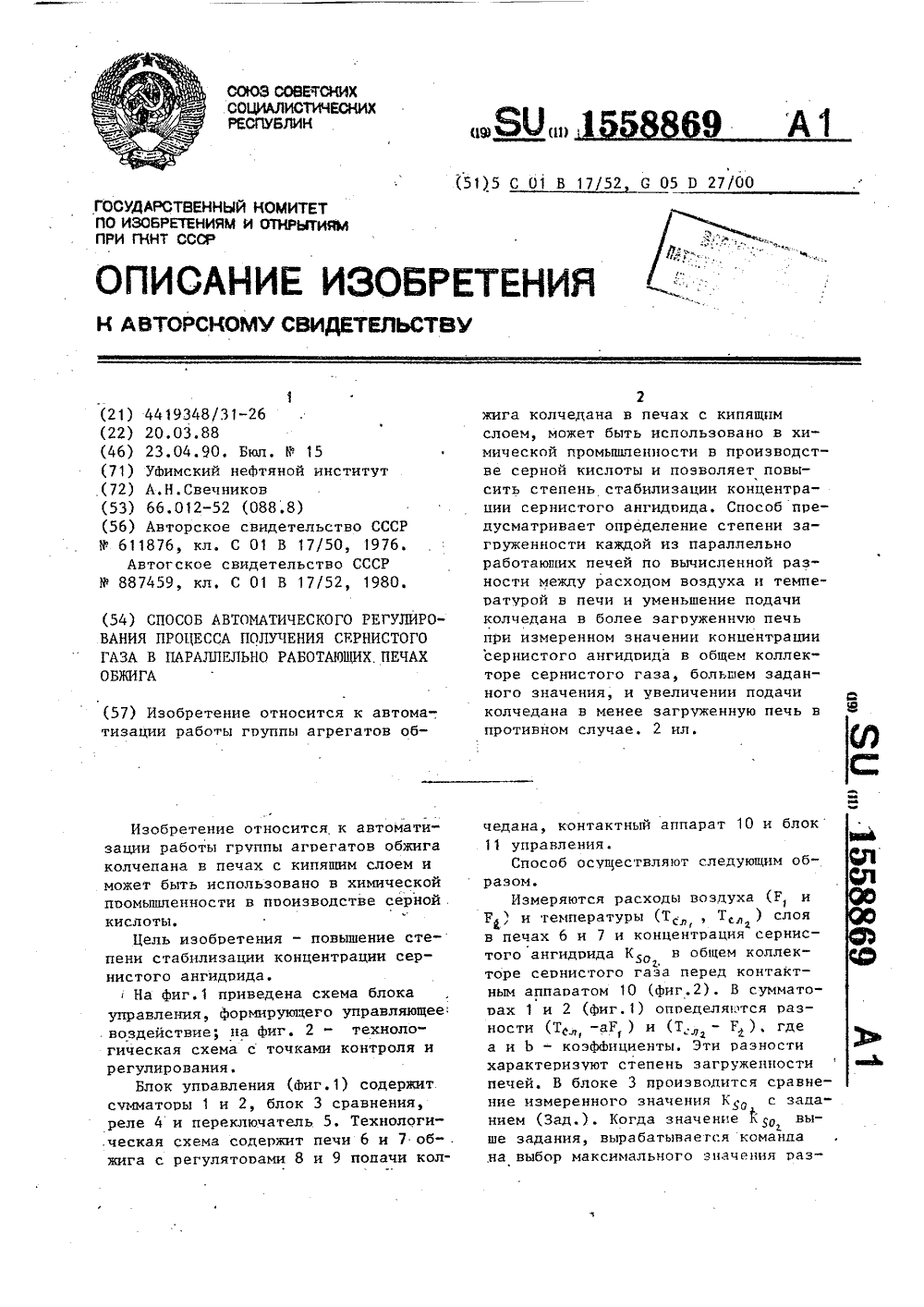
Номер патента: 1558869
Опубликовано: 23.04.1990
Автор: Свечников
МПК: C01B 17/52, G05D 27/00
Метки: газа, обжига, параллельно, печах, процесса, работающих, сернистого
...заморожен, т.е. его выход - постоянноезначение). На. базе микоопооцессорногопеглятора команды мин. и максэто "О" или " 1", равно как и командына включение регуляторов. Роль жеблоков 1, 2 4 и 5 - всех вместе выполняет блок "селектирование рассогласования.Лалее, так как К р,( Зад. то рассогласование. в регуляФ ф35торах 8 и 9 (Зад. -К) положительно.5 оСледовательно, по интегральному закону в том из них, который включенв работу, выходной сигнал бчдет увеличиваться до тех пор, пока рассогласование не войдет в зону нечувствительности регулятора, т.е, пока Ки задание не сравняются.Кь- =Зад. Рассогласование в ре 8 а,гчляторах 8 и 9 равно О. В соответствии с принципом работы регуляторових выходной сигнал не меняется. Значит не изменяется подача...
Способ автоматического регулирования соотношения расходов воздуха и топлива, подаваемых в печь, и устройство для его осуществления

Номер патента: 1601463
Опубликовано: 23.10.1990
Автор: Журавлев
МПК: F23N 1/02
Метки: воздуха, печь, подаваемых, расходов, соотношения, топлива
...1, где происходит нагрев воздуха за счет тепла потока дымовых газов.Нагретый воздух подается в печь для осуществления процесса горения. Часть нагретого воздуха по линии 11 рециркуляции поступает в приемную линию воздуходувки 2, где смешивается с холодным воздухом. Датчики 3 и 4 расходов измеряют соответственно расходы топлива и воздуха, а регулятор 5 соотношения воздействует через блок 6 суммирования и блоки 7 и 8 умножения на исполнительный механизм 9 или 10, изменяя расход воздуха в печь. Коэффициенты умножения в блоках 7 и 8 умножения при применении пневматической системы управления выбираются близкими или равными 2, а в блоке 6 суммирования производят вычитание из величины выходного сигнала регулятора 5 соотношения постоянного...
Газоотводящий тракт печи обжига в ступенчато-взвешенном состоянии

Номер патента: 768839
Опубликовано: 07.10.1980
Авторы: Белов, Лузин, Найденов, Педяш, Попов, Радосельский, Свертилов, Халда
МПК: C22B 1/18
Метки: газоотводящий, обжига, печи, состоянии, ступенчато-взвешенном, тракт
...уменьшения гидравлического сопротивления газоотводящего тракта и связанных с нпм эксплуатационных затрат, а также с целью увеличения эффективности улавливания в качестве третьей,и окончательной ступени очистки установлен высокоэффективный аппарат сухой очистки, например электрофильтр или тканевый фильтр.На чертеже изображен газоотводящий тракт печи обжигов в ступенчато-взвешенном состоянии.Устройство состоит из последовательно соединенных сушильных барабанов 1, количество которых определяется количеством тепла, отбираемого от технологического газа, центробежных аппаратов 2 грубой очистки газа от пыли, футерованных износостойким материалом, выдерживающим высокие (до 600 С) температуры, например сталь ИХЧ, 13 ГЛ и др., центробежных...
Предыдущий патент: Устройство для обезвоживания гранулированного шлака
Следующий патент: Способ изготовления известковосиликатных изделий
Случайный патент: Вращающийся винтовой фильер для производства труб с наружными винтовыми ребрами