Устройство для контроля и регулирования изменяющихся параметров технологических процессов автоматических линий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 460557
Автор: Зенкович
Текст
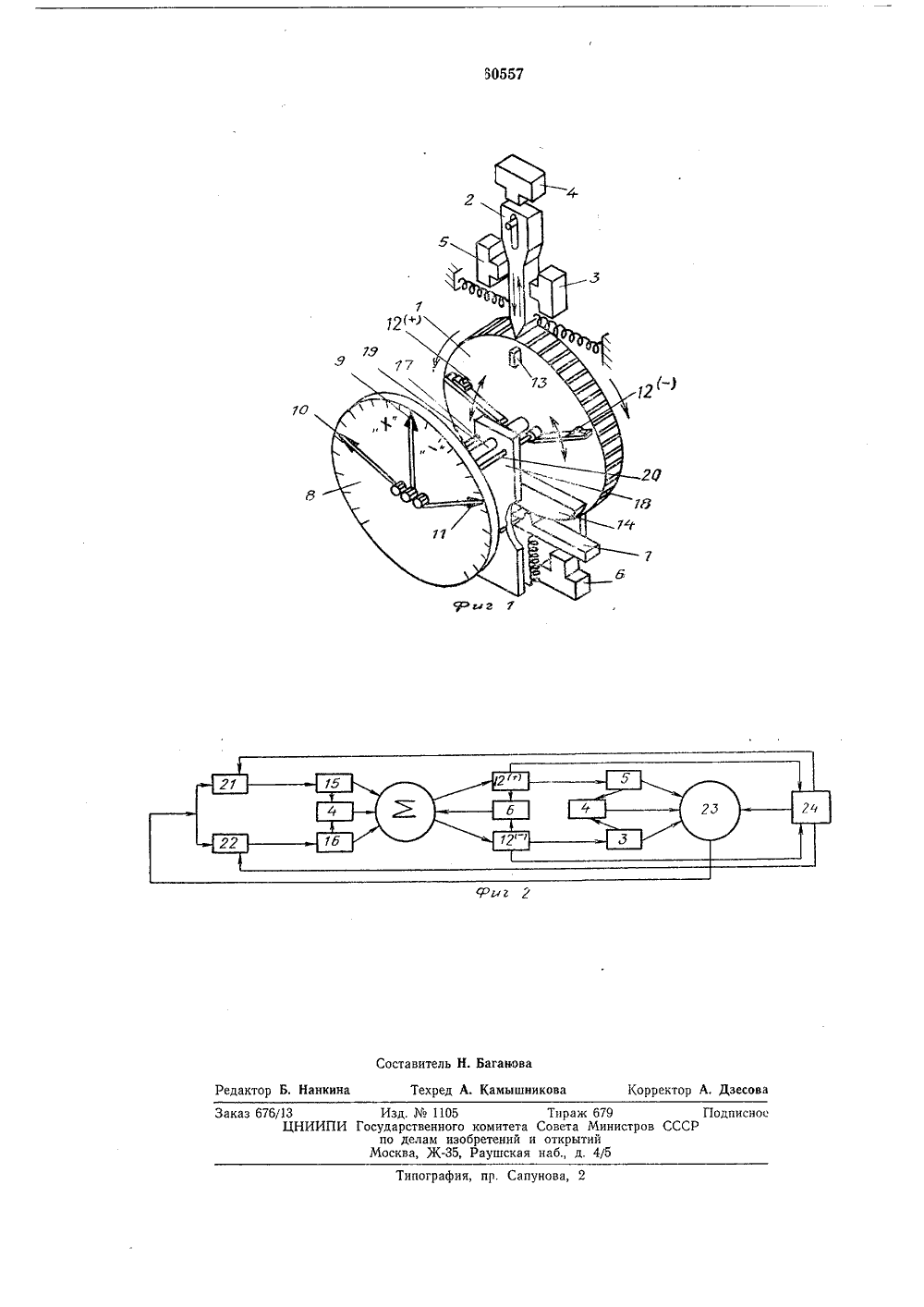
Союз Соавтскнк Социалистических Республик(51) М. Кл, б 06 тп 1/10 Государственный комитатСовета Министров СССРпо делам изобретенийи открытий(53) УДК 681,142(088.8) Дата опубликования описания 27.03.75(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И РЕГУЛИРОВАНИЯИЗМЕНЯЮЩИХСЯ ПАРАМЕТРОВ ТЕХНОЛОГИЧЕСКИХПРОЦЕССОВ АВТОМАТИЧЕСКИХ ЛИНИЙ Изобретение относится к средствам автоматизации технологических процессов и может быть использовано для управления изменяющимися параметрами различных технологических процессов.Известные устройства для контроля и регулирования изменяющихся параметров, содержащие зубчатые диски с подпружиненными собачками, электромагнитные циферблаты, противовесы и упоры, сложны конструктивно и малонадежны в работе.Целью изобретения является создание простого по конструкции, надежного, малогабаритного и удобного в настройке и эксплуатации сумматора-стабилизатора.В предлагаемом устройстве для контроля изменяющихся параметров технологических процессов эта цель достигается благодаря тому, что в него введены кронштейн, датчики конечного положения и стрелки задатчиков, причем датчики конечного положения и стрелки задатчиков укреплены на противоположных концах соответствующих осей, подвижно расположенных на кронштейне.На фиг. 1 показана кинематическая схема устройства для контроля и регулирования изменяющихся параметров технологических процессов автоматических линий; на фиг. 2 показана блок-схема управления автоматической линией металлизации с включенным в нее устройством для контроля изменяющихсяпараметров.Устройство состоит из установленного вкорпусе (на чертеже не показан) зубчатого5 диска 1, первой подпружиненной собачки 2,электромагнитов 3 - 6, второй подпружиненной собачки 7, циферблата 8 со стрелочнымуказателем 9 и стрелками задатчиков 10 и 11,жестко связанными с датчиками 12+, 12 - )10 конечных положений допустимого отклоненияизменяющегося параметра технологическогопроцесса.Зубчатый диск снабжен упором 13, воздействующим на датчики 12+ и 12 - , и проти 15 вовесом 14, облегчающим возвращение дискав исходное положение, и жестко связан сострелочным указателем 9. Электромагниты 3и 5 связаны соответственно с выходами счетчиков 15 и 16 плюсовых и минусовых откло 20 нений изменяющегося параметра технологического процесса. Зубчатый диск 1 укрепленна оси 17, установленной в кронштейне 18,где также закреплены оси 19 и 20,При работе устройство включается в блок 25 схему управления каким-либо технологическим процессом, например в блок-схему управления автоматической линией металлизации взаданный номинал заготовок трубчатых конденсаторов, и служит для управления величиЗО ной емкости металлизируемых заготовок,Перед началом работы с помощью рукояток настройки стрелки задатчиков 10 и 11 устанавливаются против делений на циферблате 8, соответствующих максимально допустимым отклонениям емкости заготовок. при этом жестко связанные с ними датчи,и 12+ и 121 -займут такое же положение.При работе линии автомат контроля заготовок по емкости производит их измерение и рассортировку по допусковым группам, при этом счетчики 15 и 1 б плюсовых и минусовых отклонений емкости с помощью датчиков 21 и 22 производят счет заготовок, емкость которых отклонилась от номинального значения в большую или меньшую сторону. С выхода счетчиков сигналы поступают на электромагниты 3 или 5 (в зависимости от знака отклонения (+ или- ) каждой очередной заготовки).Допустим, знак очередного сигнала ( в ) и он поступил на электромагнит 3. Электромагнит включится и притянет к себе первую собачку 2, которая, находясь в зацеплении с зубчатым диском 1, повернет его на один шаг, приближая к датчику 121 - 1. Одновременно с этим включится электромагнит 6, притягивая к себе вторую собачку 7 и обеспечивая беспрепятственный поворот диска 1. Затем включится электромагнит 4, притягивая к себе собачку 2 и выводя ее из зацепления с зубьями диска 1, после чего электромагнит 4 отключается и под действием пружин собачка 2 занимает первоначальное положение, входя в зацепление с зубьями диска 1.Если следующий сигнал счетчика также будет иметь знак ( в ), то аналогичным образом сработают все электромагниты и собачка 2 повернет диск 1 еще на один шаг, приближая упор 13 к датчику 12-1. Так будет продолжаться до тех пор, пока упор 13 не дойдет до датчика 121 - 1 и включит его. Сразу же датчик 12 -подаст команду на включение исполнительного устройства 23, вносящего коррек тины в работу узла металлизации, и включитреле времени 24, оключающее датчики счета отклонившихся заготовок на время корректировки. В этот момент включится электромагнит 4 и под действием противовеса 14 диск 1 10 возвратится в нейтральное положение, стрелка-указатель 9 станет против деления (О).Лналогично будет осуществляться работа)стройства, если поступающие сигналы будут иметь знак (+).15 Если же поочередно будут поступать сигналы то со знаком (+), то со знаком ( - ), то соответственно диск будет поворачиваться на один шаг в сторону датчика 12+, а затем, после поступления сигнала ( - 1), - на один 20 шаг в обратную сторону - в сторону датчика121 - ), т. е. с помощью диска 1, собачки 2, электромагнитов 3 и 5 будет осуществляться суммирование сигналов.25Предмет изобретенияУстройство для контроля и регулированияизменяющихся параметров технологических процессов автоматических линий, содержащее противовес и упор, установленные на зубчаЗ 0 том диске, ось которого жестко связана сострелочным указателем, две подпружиненные собачки с электромагнитами, отличающеесяя тем, что, с целью повышения надежности устройства, в него введены кронштейн, датчиЗ 5 ки конечного положения и стрелки задатчиков, причем датчики конечного положения и стрелки задатчиков укреплены на противоположных концах соответствующих осей, подвижно расположенных на кронштейне,30557 Составитель Н, Багано ктор Б. Нанкина Техред А. Камышникова Корректор А. Дзесова каз 676/13ЦНИИ ПодписиССР Типография, пр. Сапунова Изд,1105 осударственного к по делам изобр Москва, Ж, Р
СмотретьЗаявка
1825620, 04.09.1972
ПРЕДПРИЯТИЕ ПЯ М-5457
ЗЕНЬКОВИЧ ИВАН ГАВРИЛОВИЧ
МПК / Метки
МПК: G06M 1/10
Метки: автоматических, изменяющихся, линий, параметров, процессов, технологических
Опубликовано: 15.02.1975
Код ссылки
<a href="https://patents.su/3-460557-ustrojjstvo-dlya-kontrolya-i-regulirovaniya-izmenyayushhikhsya-parametrov-tekhnologicheskikh-processov-avtomaticheskikh-linijj.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для контроля и регулирования изменяющихся параметров технологических процессов автоматических линий</a>
Система регулирования соотношения параметров технологических процессов
Номер патента: 554530
Опубликовано: 15.04.1977
МПК: G05D 11/00
Метки: параметров, процессов, соотношения, технологических
...поступает команда Задание выдано одновременно с записью програмы в регистрах 9 и 10. Блок 2 по определенной команде автоматически осуществляет необходимые операции в технологической схеме, такие, например, как выбор нужных насосов, открытие определенных электрозадвижек для подключения требуемых компонентов к системе смешения и подачу готовой смеси потребителю.После выполнения всех подготовительных операций в блоке 2 управления вырабатывается сигнал Пуск, который является командой к:пуску системы в работу. После подачи команды Пуск с помощью блока управления включаются насосы 21, которые осуществляют подачу компонентов на смешение, Одновременно подается питание на задатчик 3 производительности, с выхода которого начинают поступать...
Устройство для определения соотношения параметров технологических процессов
Номер патента: 866565
Опубликовано: 23.09.1981
Автор: Краснопольский
МПК: G06G 7/48
Метки: параметров, процессов, соотношения, технологических
...источника 5 опорного напряженияподается в счетчики 3 и 4В ходе протекания каждого из процессов непрерывно дискретно формируются различные исходы. При их формировании замыкается контакт. 20 датчиков 1 и 2 исходов (фиг. 1 и 2) и оностается замкнутым в течение всегоинтервала существования исхода. Отвключения контакта запускается генератор.21 импульсов, выдающий импульсы через определенный интервал времени.При появлении очередного импульса срабатывает шаговый искатель 22, 20который замыкает очередной отводпотенциометра 23. По окончании дискретного исхода контакт 20 размыкается, а контакт 25 замыкается. Приэтом напряжение, снимаемое с выхода. 25потенциометра 23, подается на выход26 своего датчика. Выходные напряжения датчиков 1 и 2...
Регулирующее устройство для автоматического поддержания экстремальной скорости изменения параметров технологического процесса

Номер патента: 399826
Опубликовано: 01.01.1973
Автор: Першин
МПК: G05B 11/01
Метки: изменения, параметров, поддержания, процесса, регулирующее, скорости, технологического, экстремальной
...поддержания экст 0 изменения параметров т томатическорости кого протво дляремальноехнологич.1Изобретение относится к системам автоматического поиска и поддержания экстремального значения параметра.Известны регулирующие устройства для автоматического поддержания экстремальной скорости изменения параметров технологического процесса, содержащие корректирующий блок и датчик технологического параметра, выход которого подключен к первому входу элемента сравнения, выход которого соединен со входом последовательно соединенных усилителя, первого двигателя и первого индикатора.Выход усилителя подключен ко входу корректирующего блока.В предлагаемое устройство введены второй индикатор и последовательно соединенные задатчик, фазочувствительный...
Многоточечная релейно-импульсная система для автоматического регулирования параметров технологического процесса
Номер патента: 607183
Опубликовано: 15.05.1978
Авторы: Иванченко, Калениченко, Пивен
МПК: G05B 11/32
Метки: многоточечная, параметров, процесса, релейно-импульсная, технологического
...Государственного комитета Совета Министров ССС по делам изобретений и открытий 113035, Москва, Ж 35, Раунская наб., д. 415 Филиал 11 ПП аПатентэ, г. Ужгород, ул. Проектная, 4содержит в себе релейно-временной блок 11,и и исполнительных механизмов 12.Система работает следующим образом.Задатчик 1, управляя коммутатором 2, срав.нивает поочередно сигналы датчиков 3 регулируемого параметра с установленным в нем заданным значением параметра. Когда ошибкапревышает порог чувствительности релейногоусилителя 4, на одном из выходов последнего,в зависимости от знака ошибки, появляется сигнал, включающий релейное устройство 7 (8) че- ц,рез коммутатор 5(6), управляемый синхроннос коммутатором 2 задатчиком . Одновременновключается реле времени 9 (10) ч...
Многоточечная релейно-импульсная система для автоматического регулирования параметров технологического процесса

Номер патента: 962840
Опубликовано: 30.09.1982
Авторы: Тавадзе, Тевзадзе, Чкония
МПК: G05B 11/01
Метки: многоточечная, параметров, процесса, релейно-импульсная, технологического
...разных значений заданий), управляя коммутатором 2, сравнивает поочередно сигналы датчиков 3 с установленным в нем заданным значением.Когда ошибка находится в пределах между уставками (в пределах зоны нечувствительности) на выходах релейного усилителя 4 и коммутаторов 5(б), сигналы отсутствуют и соответственно на выходе формирователя 131(211) длительности управляющего импульса. В исходном состоянии на делителе 11(19) частоты предвари -тельно с помощью блока программногозадатчика 14 устанавливается численное значение Р частоты импульсов, которому соответствует время кратностью цикла обегания, а на выходахНЯ-триггера 8(16) и НЯ-триггера 7(15) с инверсным выходом имеется соответственно логическая единица и логический нуль. Когда ошибка...
Предыдущий патент: Устройство для отображения игровых ситуаций
Следующий патент: Устройство автоматизированного сбора данных по табельному учету
Случайный патент: Звено понтонно-мостового парка