Система программного управления перемещениями рабочего стола металлообрабатывающих станков
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
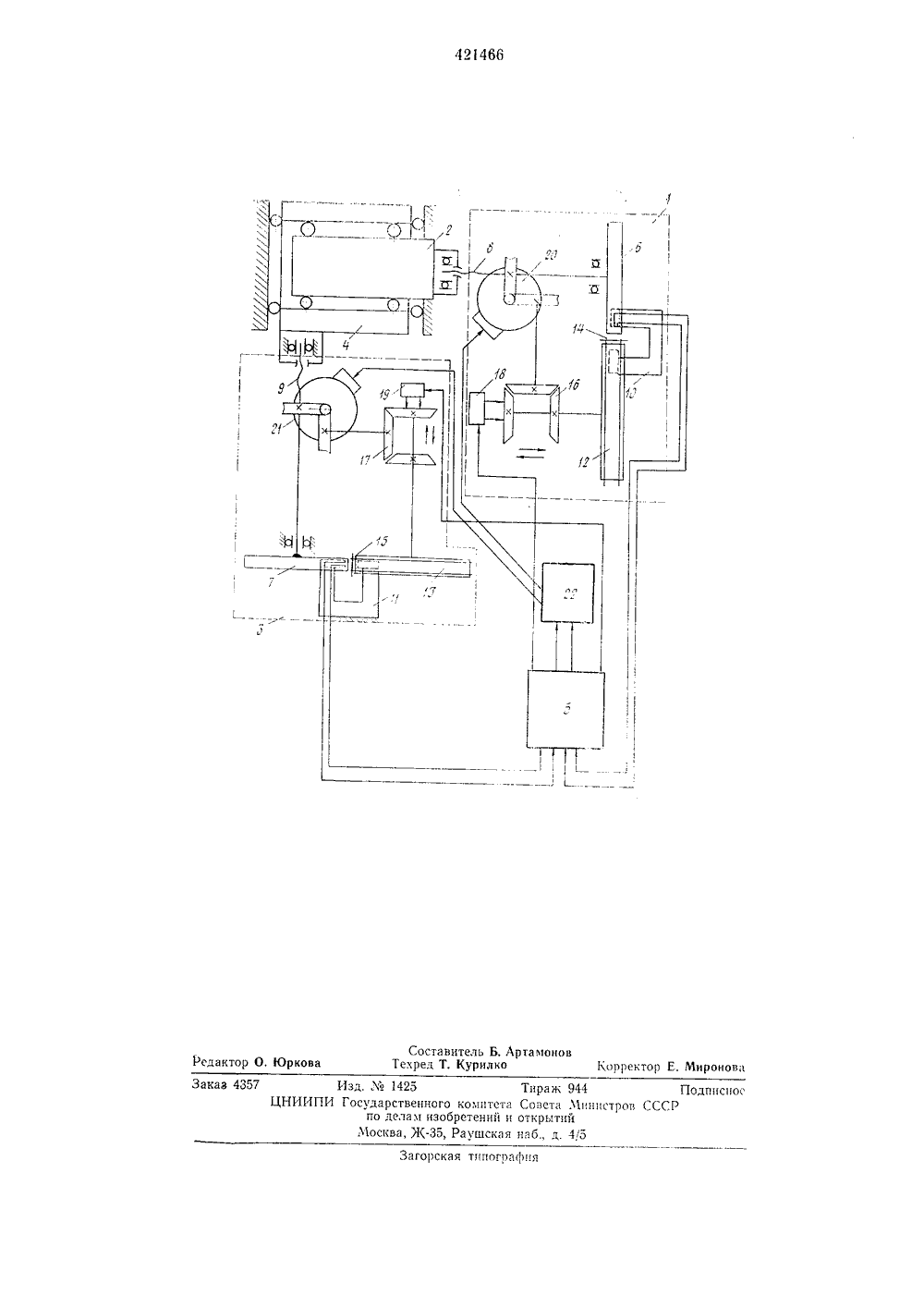
(11)И ЗОБ РВТЕ Н Ия Союз СоветскихСоциалистииесиихРеспублик К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(51) М. К 23 р 108 05 Ь 19/О присоединением заявки асударственный коцнт Совета Миннстроа ССС оо делам изобретенийи открытий(64) СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИ ПЕРЕМЕЩЕНИЯМИ РАБОЧЕГО СТОЛА МЕТАЛЛООБРАБАТЫВАЮЩИХ СТАНКОВ Кроме того, дляния систематическойворотов вала ведущключении дифферен устранения возникновепогрешности из-за прого барабана при переиала число зубьев шеИзобретение касается металлорежущих станков, в частности систем программного управления перемещснпями рабочего стола.Известны системы программного управления (СПУ) перемещениями рабочего стола металлообрабатывающих станков с командоаппаратами продольной и поперечной подач, каждь 1 й из которых состоит из лентопротяжного механизма с ведущим барабаном и жестко закреплен,ного на валу хордового винта подачи датчика положения, выполненного в виде барабана с щелями на периферии, через котсрыс при условии пх совпадения с отверстиями в ленте-программоносителе засвечивается фотооптический дешифратор.Предлагаемая система отличается от известных тем, что ведущий барабан лентопротяжного механизма связан с приводом соответствующей подачи через переключатель направления вращения, напоример дифференциал.Это обеспечивает изготов б замкнутого контура в детали зправленного перемещения ленносителя. стерен дифференциала равно числу щелей датчиков положения.1-1 а чертеже представлена схема предлагаемой СПУ.5 СПУ включает командоаппарат 1 продольной подачи 2, командоаппарат 8 поперечной подачи 4 и коммутационный блок 5.Ксммутационный блок 5 представляет собой многоканальное электронное устройство, о осуществляощее переключение подач станкапс сигналам, полученным с командоаппаратсв.Командоаппараты продольной и поперечной подачи одинаковы. Они имеют датчики положения б, 7, установленные на валах ходовых винтов 8, 9, фотооптпческнй дешифраторы 10, 11, ведущие барабаны 12, 13 лента.протяжных механизмов, перемещающие ленты-прсграммоносители 14, 15, дифференциа лы 1 б, 17 с электромагнитными переключателями 18, 19, электродвигатели 20 и 21 подач и регулятор 22 зазора.При работе электродвигателя привода подачи будут вращаться ведущий зубчатый барабан лентопротяжного механизма и барабан датчика. Если на ведущпи барабан не надета кино.лента, то фотодиоды периодически засвечи ваются в те моменты, когда щели в барабане5 10 20 25 30 35 40 4 д 3датчика открывагот доступ света к фотодиодам от осветителя.Лента-пропраммоноситсл. пропускаетсямежду ведущим барабано и барабаном дат.пгка и прижимается и ведугцему барабануроликами.Зубья бараоана входя гв зацсг.гение с перфорационными окнаъги ленты. При вращенииведущего барабана лента с программой ироходит мимо дешифратора, Луч света дсшифратора ощупывает поворхность киноленты. Взависимости от того, кис шестерни дифференциала находятся в зацеплегппг, направление движения ленты либо встречно движению щелей датчик, лиоо согласно, Свет нафотодиоды попадает в том случае, когда и дспгифратору подходит отверстие в программоносителе. Совет проходит через ту щель, которая совпадает с отверстием в ленте. СПУ получает при этом сигнал о перемещении рбочсго органа в конечную точку траектории.Длина отрезка, задаваемого програмиогг,должна быть кратной шагу датчика положения.При ооработке контура подачи станка рботают поочередно.При работе одной подачи, например, продольнои 2, в дешифратор 10 этой подачи вводится программоносптель 14 до момента, когда к дешифратору подойдет отверстие.Сигнал дешифратора поступает в коммуяционегый Олок 5,Формирователь блока образует при этомкороткий импульс запуска, опрокидывающийтриггер данного канала.Реле, управляемое триггером, производитотключение электродвигателя 20 продольнойподачи от регулятора 22 межэлектродногозазора и подключает электродвигатель 21 поперечной подачи, Командоаппарат 1 продольной подачи при этом останавливается, а ведущий зубчатый барабан 13 командоаппарата поперечной подачи 4 подаег в свой дешиф.ратор 11 ленту-программоноситель 15 до техпор, пока с него, в свою очередь, не принятсигнал о перемещении в конечную точку отрезка, о следующем переключении подач.В процессе ввода программы по сигналусо второй дорожки программоносителя произ 4водятся предварительные переключения, обеспечивающие нужное направление реза. Сигнал, принятыи со второй дорожки программоносителяпоступает в коюгутационный блок, которьгй производит ггереклгоченпя в целях выправления э.гактродвигателями "1 шдч 20 илп в цепях управления элгектро:5 гагннгов И и 19. Элекгролагниты переключагот дифферьчгциалы соответственно продольной 2 илп попсречной 4 подачи.Для того, чтобы не возникла системи гсская погрешность из-за проворотов вал; ведущего барабана лентопротяжного мехнизм при переключении дифференциала, число зубьев шестерен диффереьниала рвно числу н;слей в барабане датчика.При любом возмохкном положении дтшгка зубья и впадины сопрягаемых шестерен находятся одни напротив других. 11 р с дм с т 5 3 о б р сс н г 51. Система программного управлсния нс. рсмещениями рабочего стола металлообрабатывающих станков, например электроэрозионных, с командоаппаратами продоль:-гой и поперечной подач, каждый пз которых состо;и з лснтопротяжного хгеханизма с ведун,пм бар 6 ном и жестко закрепленного па валу ходового винта подачи датчика положен 5 я, выполненного в виде барабана с щелями на периферии, через которые цри условии соьпадения их с отверстиями в ленте-программоносителе засвечивается фотооптическ:гй дсгцифратор, отличаюгг 1 аяся тел, что, с целшо изготовления любого замкнутого контура в детали за счет однонаправленного перемещения ленты-дрограммоносителя, ведущий барабан лентопротяжного механизма связан с приводом соответствующей подачи через переключатель аправления вращения, наприм ер дифф ерепци а л.2. Система по п. 1, от.гичагогиагся тем, что, с целью устранения возникновения систематической погрешности пз-за проворотов вал ведущего барабана при переключении дифференциала, число зубьев шестерен дифференциала равно числу щелей датчика положения.% И 5 Тираж 944енного комитета Совета Мннпстром изобретений и открытийЖ-З 5, Раушская наб., д. 4/5 акая 4357ЦН ПодписноеСР едактор О. Юркова Составитель Б. Артамонкред Т. Курилко Изд. ЛЪ 14 Государстпо делМосква Загорская типография Корректор Е. Миронова
СмотретьЗаявка
1671359, 14.06.1971
А. И. Круглое, Р. Р. Мельдер
МПК / Метки
МПК: B23H 7/20, G05B 19/00
Метки: металлообрабатывающих, перемещениями, программного, рабочего, станков, стола
Опубликовано: 30.03.1974
Код ссылки
<a href="https://patents.su/3-421466-sistema-programmnogo-upravleniya-peremeshheniyami-rabochego-stola-metalloobrabatyvayushhikh-stankov.html" target="_blank" rel="follow" title="База патентов СССР">Система программного управления перемещениями рабочего стола металлообрабатывающих станков</a>
Устройство управления продольной подачей лесоматериалов на поворотном столе деревообрабатывающего агрегата

Номер патента: 874337
Опубликовано: 23.10.1981
Авторы: Адамов, Алексашин, Мазалов
МПК: B27B 29/00
Метки: агрегата, деревообрабатывающего, лесоматериалов, поворотном, подачей, продольной, столе
...рабочего хода и реверса механизма подачи,зУстройство работает следующим образом.Переключатель 3 направления подачи имеет возможность переключения в плоскости, параллельной направлению движения хлыста. Оператор ставит переключатель 3 в рабочее положение, соответствующее команде на прямом выходе этого переключателя. Предположим, что стол 1 находится в рабочем положении, при котором есть команда на прямом выходе датчика 4. Команды с выходов переключателя 3 и датчика 4 поступят на входы схем ИЛИ 5 - 7. На выходе схем 5 и 6 появляются команды, которые вызывают срабатывание схемы И 9 и элемента включения рабочего хода механизма подачи 11.Если оператор поворачивает рабочий стол 1 на 180, т.е. ставит его в положение, обратное...
Способ осуществления продольной подачи суппорта токарного станка

Номер патента: 59127
Опубликовано: 01.01.1941
Автор: Петропавловский
МПК: B23B 21/00, B23Q 5/22
Метки: подачи, продольной, станка, суппорта, токарного
...ее оси,она будет передвигаться при каждомобороте винта на величину егошага.Имея установленным размер продольной подачи, необходимо для ееосуществления иметь усилие, направленное в сторону подачи, по своейвеличине достаточное для преодоления сопротивления движению супорта.Протекание динамических явленийрезания при дисковом вращающемсярезце можно рассматривать как явления динамики материальной точкиизделия,Рассматриваемая нами материальная точка, движущаяся в пространстве в вертикальной плоскости, нормальной к центровой линии станка,по окружности радиуса, соответствующего ее расстоянию от линиицентров станка с поступательной скоростью подхода, встретив на своемпути преграду в виде передней гранирезца, заставляющую изменить направление...
Устройство для управления продольной подачей суппорта токарного станка

Номер патента: 463515
Опубликовано: 15.03.1975
Автор: Шурпа
МПК: B23B 21/00
Метки: подачей, продольной, станка, суппорта, токарного
...объединения средств ии дачей суппорта включает воздухораспределительную коробку 1 и штангу 2, проходящую через корпус коробки с передвижными упорами 3 и 4, пневмоцилиндр 5, рычаг с неподвижным кронштейном 6, соединительную вилку 7 и рукоятку 8, состоящую из корпуса 9, контргайки 10, шаровой ручки 11, кнопки 12, втулки 13, пружины 14, упора 15, ролика 16, стержня 17, специальной ограничительной 10 гайки 18 и оси 19 упора.Устройство работает следующим образом.Сжатый воздух поступает через отверстиявоздухораспределительной коробки 1 в одну из полостей пневмоцилиндра 5.15 Под действием пневмоцилиндра 5 н рычагас неподвижным кронштейном 6 н соединительной вилки 7 происходит переключение с помощью рукоятки для подачи суппорта или, если...
Устройство для включения продольных подач токарно винторезного станка

Номер патента: 301226
Опубликовано: 01.01.1971
МПК: B23B 21/00
Метки: винторезного, включения, подач, продольных, станка, токарно
...суппорта к задней бабке. Одновременно кулачок 14 воздействует на штифт концевого выключателя 16 и включает электродвигатель быстрых ходов. Происходит ускоренное перемещение каретки суппорта в исходное положение.В исходном положении каретки от системы управления подается команда на включение перемещения каретки. Масло подается в правую полость цилиндра 4, поршень 24 идет влево и доходит до среднего положения. Кулачок 13 воздействует на концевой выключатель 15, подвод масла отключается, и поршень 24 останавливается в среднем положейии. Коромысло 22 возвращает тягу 18 в прежнее положение, прорезь коромысла располагается симметрично относительно пальца. Перед началом рабочего цикла перемещений каретки суппорта с подачей по ходовому валику...
Способ управления электроприводамипри подаче и точном octahobe хлыс-tob ha раскряжевочных установкахс продольной подачей

Номер патента: 808269
Опубликовано: 28.02.1981
Автор: Матвеев
МПК: B27B 27/00
Метки: octahobe, подаче, подачей, продольной, раскряжевочных, точном, установкахс, хлыс-tob, электроприводамипри
...все зазоры, а также осуществляется натяжка гибкого тягового 15органа цепной передачи 12. При этомшунт 8 воздействует на датчик 11исходного положения упора, выходноереле которого включает реле-повторитель 43 в блоке 37. Начинается безударный совместный разгон приводамеханизма подачи и привода упора.С выдержкой времени срабатывает реле39, которое отключает пускатель 22(большая скорость, назад) через25сопротивления 23.На установившейся большой скорости двигатель 14 начинает работатьв режиме противовключения с ограниченным моментом и с незначительнойсилой (30-50 кгс) поджимает упор кторцу одного из нескольких хлыстов,перемещаясь вместе с ними. При этомхлысты, поджимаясь к упору, осуществляют через роликовую опору 18силовое замыкание упора...
Предыдущий патент: Устройство для подвода тока к электрохимическому станку
Следующий патент: Способ получения биметаллической проволоки
Случайный патент: Шихта для окускования фосфатного сырья