200569
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
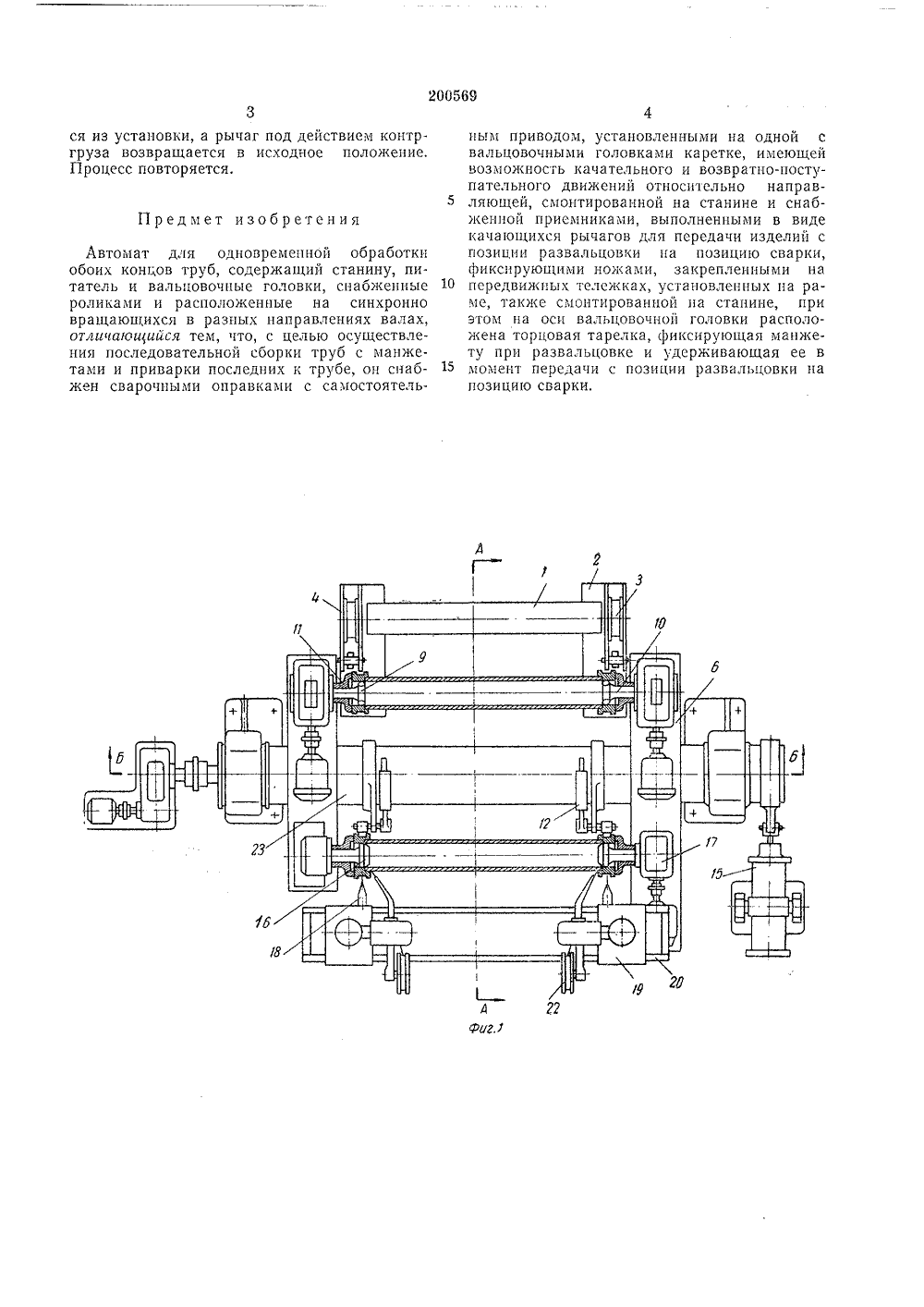
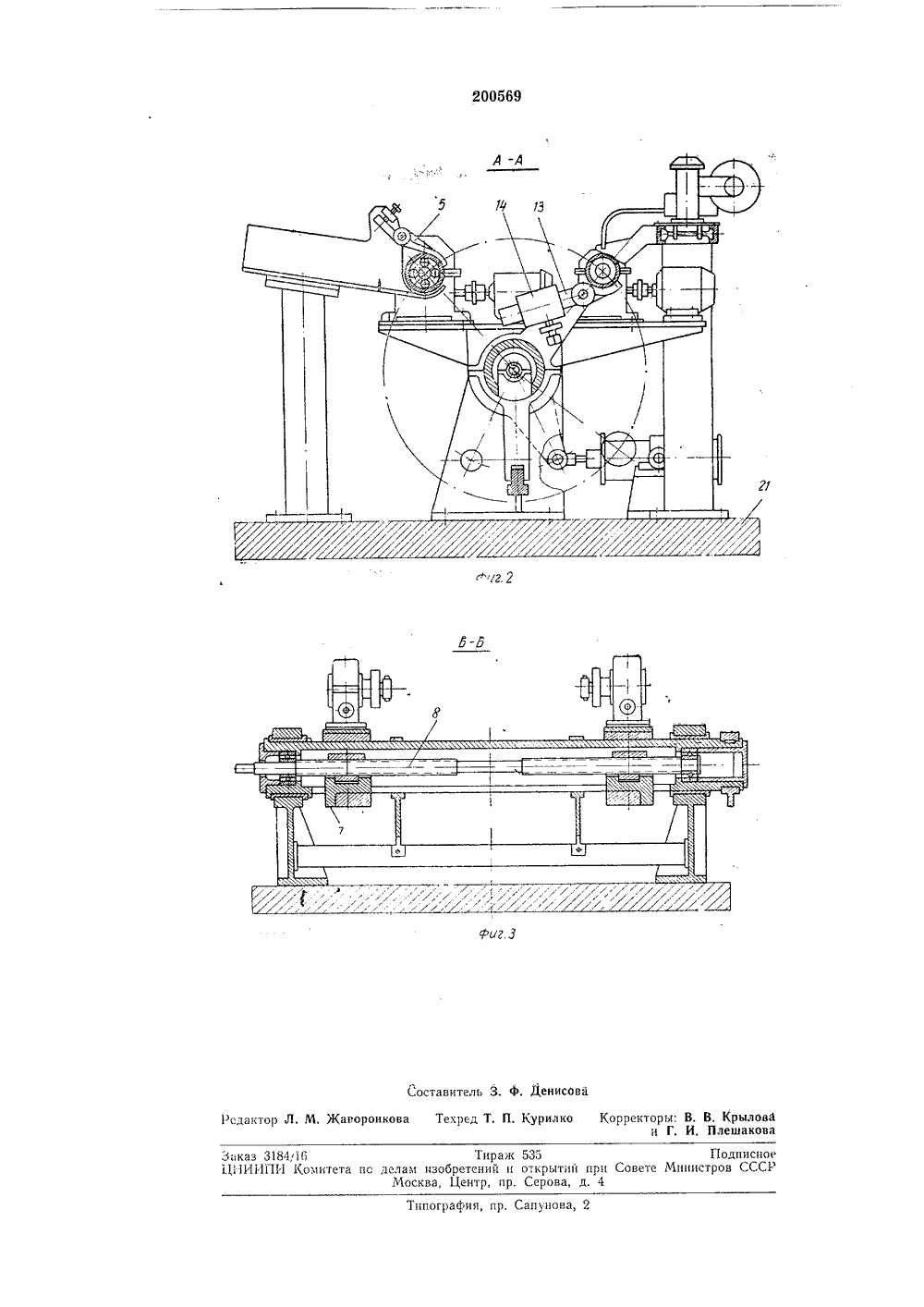
200569 Союз Советских Социалистических РеспубликЗависимое от авт. свидетельстваЗаявлено 08.1 т 1,1966 ( 1067262/25-27)с присоединением заявкиПриоритетОпубликовано 15.Л 1.1967. Бюллетень МДата опубликования описания 31,Х.1967 Кл. 7 с, 21 омитет по дела МПК В 2 обретении и открытии 21;774.77.,116-5,при Совете МикисСССР Авторы изобретения орисов, Н. Л. Кокорев, доренко, Н. А. Богатов В. П. Денисов, К, ФЧ, С, Овчаров, С. П,М. Земченко, . В. Танцыре Заявипел авод тяжелого машин ени ектростальск АВТОМАТ ДЛЯ ОДНОВРЕМЕННОЙ ОБРАБОТКИ ОБОИ КОНЦОВ ТРУБИзвестны автоматы для одновременной об. работки обоих концов труб. Они содержат станину, питатель, вальцовочные головки, снабженные роликами и расположенные на синхронно вращающихся в разных направлениях валах,Предлагаемый автомат отличается от известных тем, что он снабжен сварочными оправками с самостоятельным приводом, установленными па одной с вальцовочными головками каретке, имсющей возможность качательного и возвратно-поступательного движений относительно направляющей, смонтированной на станине и имеющей приемники, выполнен. ные в виде качающихся рычагов для передачи изделий с позиции развальцовки па позицию сварки, а также фиксирующими ножами, закрепленными на передвижных тележках, установленных на раме, тоже смонтированной на станине. На оси вальцовочной головки расположена торцовая тарелка, фиксирующая манжету при развальцовке и удерживающая ее в момент передачи с позиции развальцовки на позицию сварки, Этот автомат осу ществляет последовательную сборку труб с манжетами и приварку манжет к трубе,На фиг, 1 изображен описываемый автомат; на фиг. 2 - то же, разрез по А - А на фиг. 1; на фиг. 3 - то же, разрез по Б - Б на фиг. 1. Работает автомат следующим образом, Трубы 1 поштучно поступают на приемную раму питателя 2, а манжеты 3 находящиеся в желобах 4, расположены одна за другой и удер живаются отсекателями 5. Каретки 6, размещенные на ползунах 7, перемещаются одна навстречу другой по ходовым винтам 8. Вальцевоные головки 9, расположенные па синхронно вращающихся в разных направлениях О валах 10 и смонтированные на каретках,сближаясь, входят в трубу и развальцовывают ее концы по внутреннему диаметру, а тарелки 11 головок 9 предварительно надвига;от манжеты на концы труб.5 Развальцованная труба с манжетамн в собранном виде передается в приемник 12, последний представляет собой рычаги 18 с контр- грузами И. Передача осуществляется за счет поворота кареток пневмоцилпндром 15. Из О приемника труба с собранными манжетамиподается на сварочные оправки 16 с самостоятельным приводом 17 и фиксируется ножами 18, закрепленными па передвижных тележках 19, установленных на раме 20, монтируемой 5 на станине 21. Ножи при повороте кареткивходят в кольцевые проточки манжет, что позволяет установить сварочные аппараты 22 в требуемое для сварки положение. Готовая труба при повороте направляющей 28 отводит О рычаг 18 и после разведения кареток выдает 20 О 569ся из установки, а рычаг под действием контр- груза возвращается в исходное положение. Процесс повторяется.Предмет изобретенияАвтомат для одновременной обработки обоих концов труб, содержащий станину, питатель и вальцовочпые головки, снабженные роликами и расположенные на синхронно вращающихся в разных направлениях валах, отличающийся тем, что, с целью осуществления последовательной сборки труб с манжетами и приварки последних к трубе, он снабжен сварочными оправками с самостоятельным приводом, установленными на одной с вальцовочными головками каретке, имеющей возможность качательного и возвратно-поступательного движений относительно направляющейсмонтированной на станине и снабженной приемниками, выполненными в виде качающихся рычагов для передачи изделий с позиции развальцовки на позицию сварки, фиксирующими ноками, закрепленными на 10 передвижных тележках, установленных на раме, также смонтированной на станине, при этом на оси вальцовочной головки расположена торцовая тарелка, фиксирующая манжету при развальцовке и удерживающая ее в 15 момент передачи с позиции развальцовки напозицию сварки., Жаворо сдактор ех орректоры: и Г.Заказ 3184,16Ц 11 ИИПИ Еоми Составитель 3. Ф. Денисов Тираж 535 пс делам изобретений и открытии пр 1 Москва, Центр, пр. Серова, д. 4. Крылова Плешакова Подписное свете Министров СССР
СмотретьЗаявка
1067262
Электростальский завод желого машиностроени
В. П. Денисов, К. Ф. Борисов, И. Л. Кокорев, А. М. Земченко, М. С. Овчаров, С. П. Сидоренко, Н. А. Богатов, О. В. Танцырев
МПК / Метки
МПК: B21D 39/06, B23K 31/06
Метки: 200569
Опубликовано: 01.01.1967
Код ссылки
<a href="https://patents.su/3-200569-200569.html" target="_blank" rel="follow" title="База патентов СССР">200569</a>
Автомат для сварки неповоротных стыков труб

Номер патента: 287216
Опубликовано: 01.01.1970
Авторы: Глщш, Гриненко, Рыбкин, Шефель
МПК: B23K 37/02
Метки: автомат, неповоротных, сварки, стыков, труб
...изменения длины дуги.Механизм состоит из рукояткина одной с цей оси эксцентриков2, подпружиненного рычага 8 с 1 копц 1)ць 1 м роликом .1. Олин коцч 1 ц 1 рдстс 51 в кл 1 ок -), другой св 51 здц цим суппортом 6 свара шой головтц ;се цс по 1.дзвид) . При повороте р- с кулачком 2 в крайнее цоложсццс ычаг 8 с коцирцым роликом 4 оцусоттдлкцвдясь от 1 1)У бь (показан 1 1), поднимает плавающий суппорт а головки, тем самым увеличивая ллцКонструкция органов дистанционного уцрд- леция перемещеш)ем плдцшайбы со свдро ц 1) головкой схематически представлена цд 11)цг, 2, 15 Оца состоит из рукоятки 6, закрепленной вилкой 7, тяги 8, перемещающейся влоль соб)ственной оси (во избежание провордчиваццч тяга 8 имеет квадратное сечение с царезкои ца...
Автомат для сварки неповоротных стыков труб

Номер патента: 1018832
Опубликовано: 23.05.1983
Автор: Барташ
МПК: B23K 31/06
Метки: автомат, неповоротных, сварки, стыков, труб
...и продольного перемещения в плоскрсти перпендикулярной к продольнойоси автомата, рычаг снабжен направляющими и обоймой с хвостовиком, установленной в зеве вилки рычага свозможностью перемещения в вертикальной плоскости на этих направляющих, на которой жестко закреплена сварочная горелка, механизмкорректировки пбложения сварочной горелки в вертикальной и горизонтальной плоскостях состоит из платы, установленной с возможностью перемещения в горизонтальной плоскости в направляющих, выполненных в планшайбе,и на которой установлен рычаг, и изкаретки со смонтированными вней наосях роликами, установленной на планшайбе с возможностью вертикальногоперемещения, причем между роликамис возможностью поворота в горизонтальной плоскости размещен...
Автомат для сварки неповоротных стыков труб

Номер патента: 204461
Опубликовано: 01.01.1967
МПК: B23K 31/02, B23K 9/12, B23K 9/133
Метки: автомат, неповоротных, сварки, стыков, труб
...присадочной проволоки, привода 12 для вращения план- шайбы 2 и толкающего ролика 13, привода 14 5 для регулирования скорости подачи присадочной проволоки, катушки 15, закрепленной на корпусе привода 12, вкладыша 1 Ь для подвижной обоймы, присадочной проволоки 17.Автомат с помощью призм 3 центрируется и 10 закрепляется на свариваемой трубе.Работа автомата осуществляется следующим образом.При вращении планшайбы 2 с обоймой бот привода 12 толкающий ролик 1 З также 15 вращается; при этом с помощью подвижногоролика 18, присадочная проволока перемещается в гибкой направляющей 10. Причем линейная скорость перемещения присадочной проволоки 17 в направляющей должна быть 20 равна линейной скорости точки в канавке наподвижной обойме б. При этом...
Автомат для сварки неповоротных стыков труб

Номер патента: 232156
Опубликовано: 01.01.1968
Авторы: Иностранец, Иностранна
МПК: B23K 37/02, B23K 9/30
Метки: автомат, неповоротных, сварки, стыков, труб
...двух половин, замыкасмых с одной стороны косынками 5, на которых закреплено устройство 6 креплснця горелки с мундштуком для подачи сварочной проволоки, а с другой стороны - приводом 7.20 Каждая половина пояса состо 1 гг цз кольцевыхсегментов 8, в которых смоцтцрованы лвухбортовыс цаправл 5 цощие ролцкц 9, опирающиеся на кольцо 2, п ца концах осей этик роликов закреплены шестерни 10, послеловатсль цо входящие в зацепление с промежуточцымцц 1 сстерняп 11, крайняя 12 пз которых нахолцтся в запспленцц с шестерней прцвола T.Устройство 6 выполнено в вцлс Откцлцоц рамы, шарнирно закрепленной ца олной цз ко сьшок 6 и фиксируемой натяжным крючком13 на другой косынке. Устройство б снабжено держателем 14 горелки и мундштука, закрепляемым под...
Автомат для сварки неповоротных стыков труб

Номер патента: 278925
Опубликовано: 01.01.1970
Авторы: Богачев, Константинопольский, Николаев, Просви
МПК: B23K 37/02
Метки: автомат, неповоротных, сварки, стыков, труб
...и 8 подвижно установлена вилка 9 с подпружиненными рычагами 10. В теле вилки 9 закреплена гайка П, с которой кинематцчески связан винт 12 продольного перемещения, связанный со стойкой 7. Рычаги 5 и 10 с одной стороцы имеют ролики 18, а с другой - призмы 14. К вилкам 4 и 9 прикреплены винты 15, на которых навинчены рукоятки-клины 1 б с конусной внешней поверхностью 17. В вилке 4 смонтирован винт 18 механизма настройки горелки, кинематичсски связанный с резьбой в корпусе 2. В корпусе на направляющих 19 смонтирована планшайба 20 с приводом 21.Устройство работает следующим образом, Замыкают корпус 2 на свариваемых трубах, Вращают рукоятки-клины 1 б. При движении их вниз по винтам 15 ролики И рычагов 5 и 10 катятся по поверхностям 17. При...
Предыдущий патент: 200568
Следующий патент: 200570
Случайный патент: Сетка для измерения профиля заточки игл и резцов