Устройство к прессу для получения точныхотверстий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 182666
Авторы: Зайцев, Игнатьев, Котельников, Научно, Сельскохоз, Улитин, Черчинцев



Текст
Союз Советских Социалистических РеспубликКомитет по деламзобретеиий и откры ри ликовано 09,И,1966, Бюллетень1 при Совете Мииистро СССРДата опубликования описания 11.Ч 111.19 Авторыизобретения К, Игнатьев, Н. А. Черчинцев, М, Н, Улитин, А. 1 т Е. Ф. Котельников и Л. П. Зайцев(.,:С.-;,1,кий институт технологии тракгцр 6 огр 7,-, ,.йственного машиностроенияУЧЕНИЯ ТОЧНЫХ Известны устройства для получения точных отверстий в деталях, например, из листовой заготовки, которые выполнены в виде многопозиционпых штампов с пробивными и калибрующими гуансонами и матрицами.Предлагаемое устройство отличается от известных тем, что оно обеспечивает получение точных отверстий в термически обработанных деталях н предусматривает автоматизацию процесса.,Это достигается тем, что устройство снабжено ползушкой, смонтированной в нижней части штампа. Ползушка совершает под действием кулачка, кинематически связанного с приводным валом пресса, возвратно-поступа. тельное перемещение в горизонтальной плоскости, Обрабатываемую деталь устанавливают между верхним и нижним основаниями ползушки, в которых сделаны соосные отверстия, В отверстиях верхнего основания разме. щают незакрепляемые пуансоны и проталкивают их через калибруемые отверстия штыревыми выталкивателями, смонтированными в верхней части штампа, а затем возвращают в исходное положение в отверстиях в верхнем основании с помощью выталкивателя, помещенного в нижней части штампа и приводимого в действие от ползуна пресса посредством тяги и рычага, снабженного пружиной. На фиг. 1 изображена кинематическая схема устройства; на фиг. 2, 3, 4, 5 и 6 - узел калибрования отверстий, последовательность переходов при калибровании.5 На основании 1 укреплена нижняя плита 2штампа, на которую из бункера 3 через лоток 4 поступает заготовка 5. Подается заготовка шнбером б, получающим движение от кулачка 7, сидящего на валу 8, кинематически 10 связанного с приводным валом 9 пресса и получающего от него вращение.Заготовка, перемещаемая шибером, подается для пробивания в ней отверстий пуансонами 10, направляемыми втулками 11. Снимают ся обрабатываемые детали с пуансонов с помощью пружин 12.После этого коническими пуансонами 13притупляют кромки в пробитых отверстиях.Постоянная величина кромок обеспечивается 20 смонтированными в верхней части штампапружинами 14, воздействующими на пуансоны 13.Окончательная обработка отверстий производится на позиции калнбрования. Калибрую щая часть штампа содержит выталкиватель15, снабженный штырями 1 б и укрепленный на верхней плите 17 штампа. В нижней части штампа смонтирована ползу шка 18, После притупления кромок в отверстиях заготовка 30 поступает на планку 19 с отверстиями, помещенную между верхним и нижним основаниями ползушки. В основаниях ползушки сделаны отверстия, выполненные соосно и расположенные соответственно над и под отверстиями в планке 19,В отверстие 20 в верхнем основании закладывают незакрепляемый пуансон 21, выполненный в виде цилиндрического дорна. При опускании ползуна 22 пресса штырь 1 б проталкивает пуансон 21 через отверстие в заготовке и планке 19, после чего пуансон попадает в отверстие 23 в нижнем основании ползушки. При подъеме ползуна вверх ползуш. ка 18 с пуансоном 21, перемещаемая на шаг под действием кулачка 24, сидящего на валу 25, кинематически связанном с валами 8 и 9, устанавливается таким образом, что над отверстиями в следующей детали размещается следующий ряд отверстий в ползушке (см. фиг. 3), а ось 2 б отверстий, через которые при предыдущем ходе ползуна проталкивался пуансон, располагается вне контура заготовки 5,Из отверстия 23 в нижнем основании ползушки пуансон при опускании ползуна возвращается в отверстие 20 в верхнем основании под действием выталкивателя 27, смонтированного в нижней части штампа под ползушкой. При опускании ползуна пресса тяга 28, связывающая верхнюю и нижние части штампа, воздействует на рычаг 29. Последний по. ворачивается и нажимает своим концом нп выталкиватель 27, перемещая его вверх, При этом штырь 30 выталкивателя проталкивает пуансон из отверстия в нижнем основании з отверстие в верхнем основании, Возвращается рычаг в исходное положение под действием пружины Л,Пуансон проходит через отверстие в детали только один раз, перемещаясь сверху вниз,Предмет изобретения10 Устройство к прессу для получения точныхотверстий, выполненное в виде многопозици.онного штампа с пробивными и калибрующими пуансонами и матрицами, отличоющеееа тем, что, с целью получения точных отверстий 15 в термически обработанных деталях и автоматизации процесса, оно снабжено ползушкой, смонтированной в нижней части штампа, совершающей под действием кулачка, кинематически связанного с приводным валом пресса, 20 возвратно-поступательное перемещение в горизонтальной плоскости и, служащей для установки обрабатываемой детали между верхним и нижним ее основаниями, имеющими соосные отверстия для размещения незакрепляе мых пуансонов, проталкиваемых через калибруемые отверстия штыревыми выталкивателями, смонтированными в верхней части штампа и возвращаемых в исходное положение в отверстиях в верхнем основании посредством 30 выталкивателя, помещенного в нижней частиштампа и приводимого в действие от ползуна пресса посредством тяги и рычага, снабженного пружиной.( Р 7 Р 7 11 йl 4 77777 оставитель Ю. Цейтлин Корректорь ехред Г. Е, Петровска Т. Н. Костикова и 3. М. Райнина Редактор;5 аказ 2034/6 Тираж 1860 Формат бум, 6090,з ЦНИИПИ Комитета по делам изобретений и откры Москва, Центр, пр. Серов
СмотретьЗаявка
946184
А. К. Игнатьев, Н. А. Черчинцев, М. Н. Улитин, А. Е. Ф. Котельников, Л. П. Зайцев, Научно исследовательский институт технологии, сельскохоз йственного машиностроени
МПК / Метки
МПК: B21D 28/34, B30B 15/02, B30B 15/08
Метки: прессу, точныхотверстий
Опубликовано: 01.01.1966
Код ссылки
<a href="https://patents.su/3-182666-ustrojjstvo-k-pressu-dlya-polucheniya-tochnykhotverstijj.html" target="_blank" rel="follow" title="База патентов СССР">Устройство к прессу для получения точныхотверстий</a>
Штамп для чистовой реверсивной вырубки деталей и пробивки в них отверстий

Номер патента: 716675
Опубликовано: 25.02.1980
МПК: B21D 28/14
Метки: вырубки, них, отверстий, пробивки, реверсивной, чистовой, штамп
...пуансон-матрива4, пробивной пуансон 5. В стойках 2в два яруса расположены ползушки б,снабженные пружинами 7. Штамп содер- фжит также верхнюю плиту 8, на которой закреплены клинья 9, верхние вырубная матрица 10, пуансон-матрица11, пробивной пуансон 12, Вырубныематрицы 3 и 10 опираются соответственно на нижнюю 1 и верхнюю 8 плитучерез толкатель 13, упругие элементы14 и 15. Нижняя 4 и верхняя 11 пуансон-матрицы цодпружинены соответственно упругими элементами 16 и 17,Штамп работает следующим образом.При ходе ползуна пресса вниз верхняя плита 8 вместе с верхним пуансон"матрицей 11, верхней матрицей 10,верхним пуансоном 12, клиньями 9 и д 5упругими элементами 17 и 15 опускаются. При этом верхний пуансон-матрица11, верхняя матрица 10 и...
Устройство к вырубному прессу для штабелирования деталей с отверстиями

Номер патента: 555952
Опубликовано: 30.04.1977
Авторы: Андреас, Йоханнес, Манфред, Франц, Харри
МПК: B21D 45/00
Метки: вырубному, отверстиями, прессу, штабелирования
...центрированного штабеля 6 покидает зону действия пружинящих элементов 4 и, проходя по дополнительному штырю 11, падает вниз.Дополнительный штырь 11 в своей нижней части удерживается парой планок 10, на верхней стороне которых штабелируются отдельные падающие детали. При этом планки входят в паз 15 надополнительном штыре 11. После того, как образуется заранее установленное количество деталей, пара планок 10 открывается, и штабель 8 падает на штабелировочный штырь 7. В момент открытия пары планок 10 дополнительный штырь 11 опускается на несколько миллиметров вниз ицентрируется относительно штабелировочного штыря 7, так что зависание отдельных деталей исключается.Чтобы устранить перекручивание деталей, на дополнительном штыре 11 и на...
Пуансон для отбортовки и последующей пробивки отверстия

Номер патента: 940926
Опубликовано: 07.07.1982
Авторы: Дженчельский, Корнеев, Назаров
МПК: B21D 19/00
Метки: отбортовки, отверстия, последующей, пробивки, пуансон
...кромка 4 на периферии основания. Большее основание усеченного конуса (ступень 2) образует со ступенью 1 кольцевую площадку 5, на периферии которой размещена режущая кромка. Диаметр меньшего основания ступени 2 подбирают экспериментальным путем, диаметр большего основания определяется из условия его равенства диаметру готового отверстия за вычетом одной пятой части исходной толщины обрабатываемого материала 6. Высота сту 940926пени 2 равна высоте борта готового отверстия за вычетом половины толщины обрабатываемого материала. Рабочая часть пуансона может быть выполнена составной. В этом случае посадочную часть 7 ступени 2 запрессовывают в отверстие ступени 1 рабочей части. Штамп включает в себя также отбортовочную матрицу 8 н режущую...
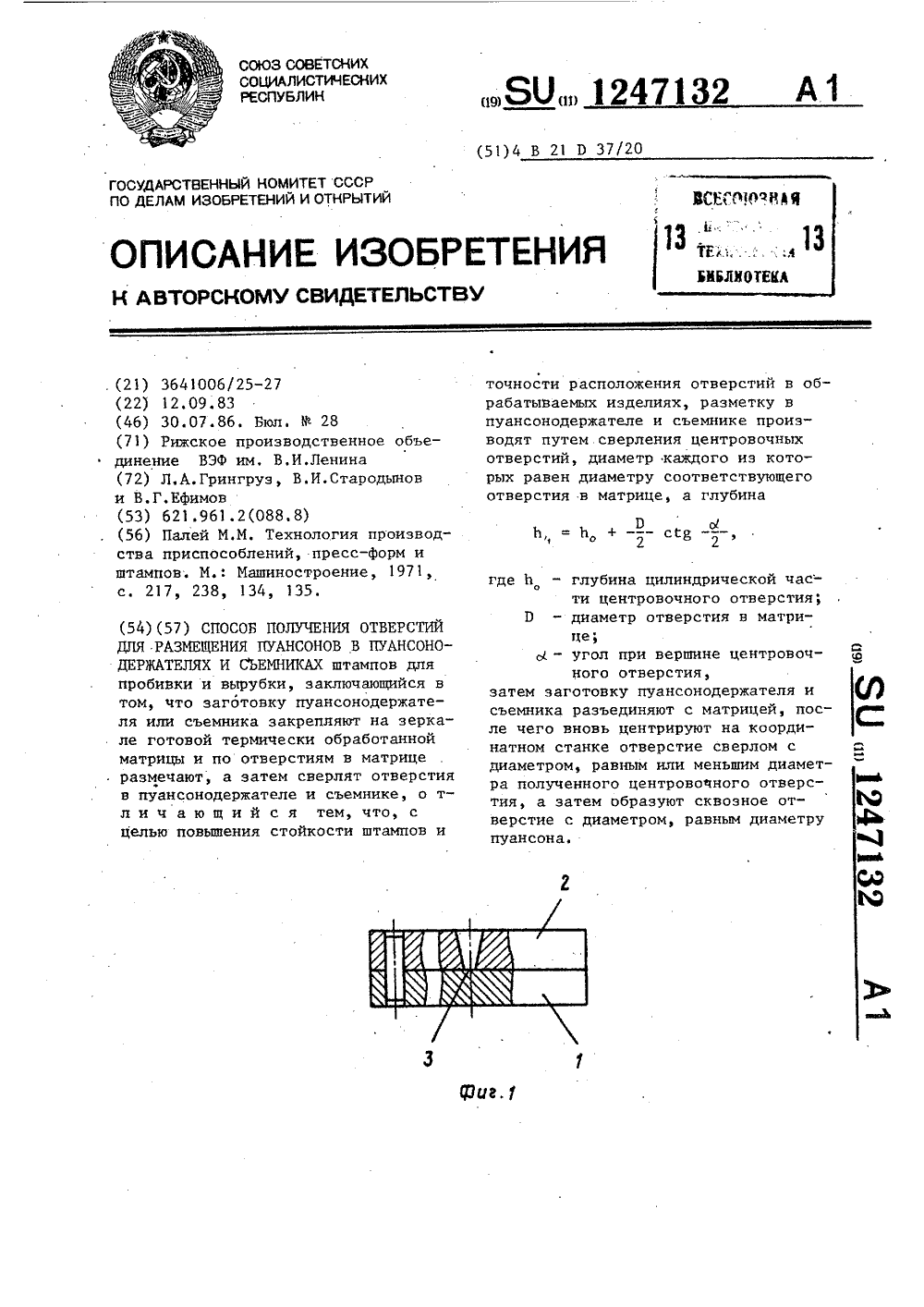
Способ получения отверстий для размещения пуансонов в пуансонодержателях и съемниках
Номер патента: 1247132
Опубликовано: 30.07.1986
Авторы: Грингруз, Ефимов, Стародынов
МПК: B21D 37/20
Метки: отверстий, пуансонов, пуансонодержателях, размещения, съемниках
...стойкости штампов и точности расположения отверстий в обрабатываемых изделиях типа печатных плат с отверстиями менее 2 мм.На фиг,1-6 показана последовательность образования отверстий в пуансонодержателах и съемниках; на 15 фиг.7 - отверстие в заготовке после повторного центрирования, на фиг.8 - заготовка после получения сквозного отверстия.Способ получения отверстий осу ществляют следующим образом.Заготовку 1 пуансонодержателя или съемника, имеющую форму плиты, закрепляют на зеркале механически и термически обработанной матрицы 2 с одним и несколькими рабочими отверстиями 3 диаметром Э (фиг.1).Через отверстие 3 в матрице 2 сверлят центровочное отверстие 4 в заготовке 1 пуансонодержателя или 30 съемника (фиг,2). Диаметр центровочного...
Грузоподъемный кран с телескопическойстрелой

Номер патента: 254050
Опубликовано: 01.01.1969
Авторы: Дмитриев, Куликов, Специальное
МПК: B66C 23/04
Метки: грузоподъемный, кран, телескопическойстрелой
...установлена телескопическая стрела,1 О состоящая из опорной секции 2 и выдвижнойсекции 3, выдвигаемой с помощью каната 4,запасованного на полиспасте 5, Последнийсмонтирован на сдвоенной телескопическойстойке б, нижняя, опорная часть 7 которойшарнирно закреплена на,платформе 1 крана,а верхняя, выдвижная часть 8 - на опорнойсекции 2 стрелы. Верхняя, неподвижная обойма 9 полиспаста 5 жестко прикреплена к опорной части 7 сгойки, а нижняя, подвижная2 О ооойма 10 снабжена упорными ползунами 11и свободно установлена в направляющихопорной части.7. Обойма 10 кроме того, связана пружинами 12 с платформой 1 крана.В транспортном положении стрела находит 25 ся,в сложенном состОЯнии. ДЛЯ Выдвижениясекции 3 стрела с помощью стрелового...
Предыдущий патент: Прессдля нагрева и прессования металлов и сплавов в вакууме или нейтральной среде
Следующий патент: Способ формовки сферических, эллиптических и других куполообразных днищ
Случайный патент: Способ получения аморфных олефиновых сополимеров