Способ изготовления подшипниковых колец
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
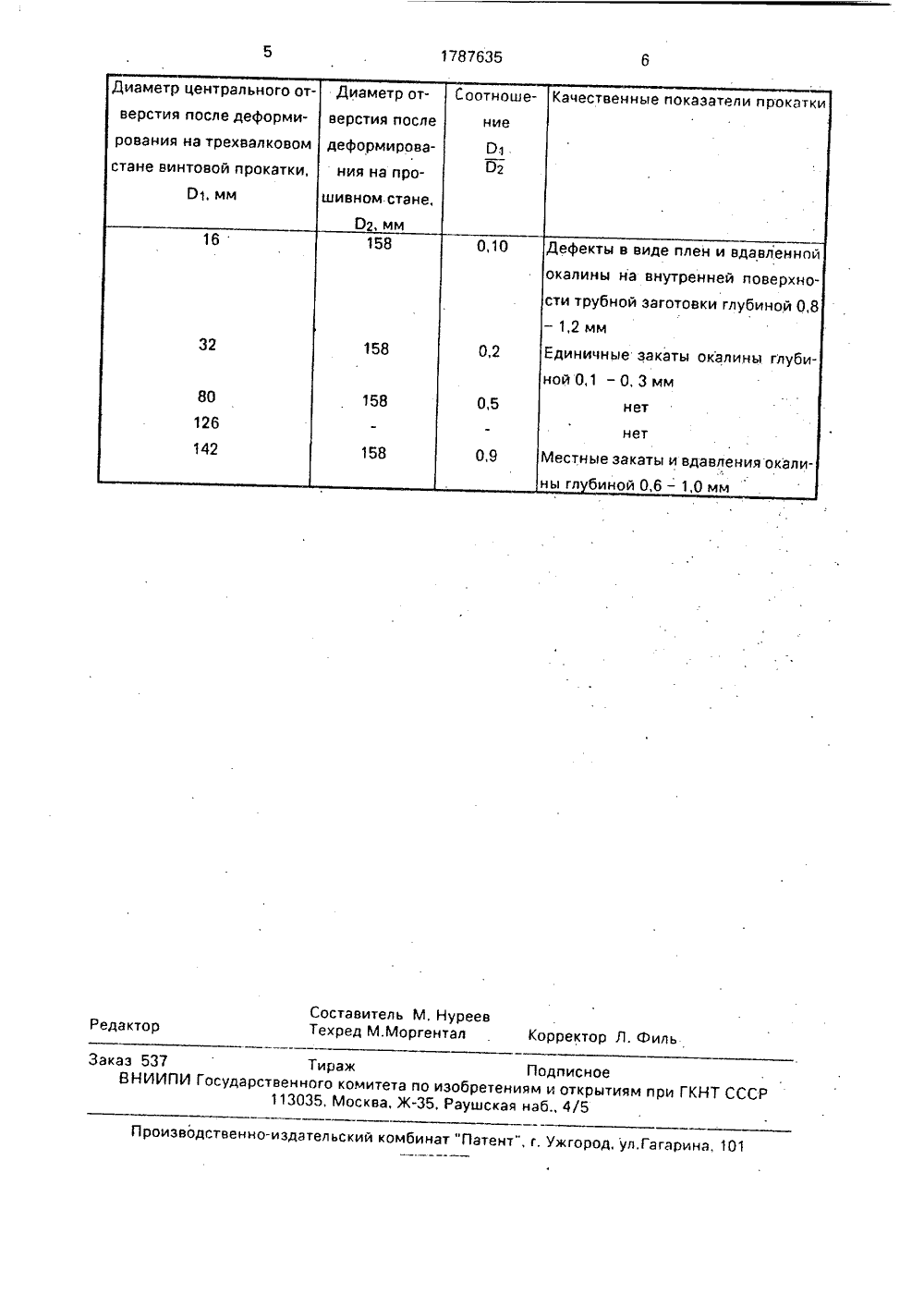
(5 фм Ю Р ЕТЕНИЯ ЕИЗ ДЕТЕПЬ(,ТРУ ДВТОРСКО е отно венно ников я пол пособ сится к по для шари а также чения тру изготовл грева зэг прошивки лучению коковых и роможет быть ения колец отовки, рез , раскатки и мн ки,данного спосо дорожек кэчени ков, т,к. при о ая осевая ликва металлом зате прошивке остае сти кольца.а является я наружных садке загоионная зовет в тело ся на внутовления колецзаготовки пряльной прокатки ку, прошивки и м стане до пол ОСУДАРСТВЕННОЕ ПАТЕНТНОЕВЕДОМСТВО СССР(56) Листопад В,И, Улучшение качества непрерывнолитой заготовки из подшипниковой стали и выбор рациональной технологииизготовления колец подшипников. - Чернаяметаллургия, 1989, )ч. 6, с, 48,Листопад В.И. Улучшение качества непрерывнолитой заготовки из подшипниковой стали и выбор рациональной технологииизготовления колец подшипников. - . Чернаяметаллургия, 1989, М 6, с. 47,Изобретенилец преимущестликовых подшиписпользовано длИзвестен сподшипников путки, осадки, формкалибровки.Недостаткомнизкое качествоколец подшипнитовки центральнна с дефектнымзаготовки и приренней поверхно Известен способ изго подшипников путем отливк моугольного сечения. Продо ее.для заготовки под проши раскатки на трубопрокатно(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКОВЫХ КОЛЕЦ(57) Использование: при изготовлении колец для шариковых и роликовых подшипни ков, а также для получения труб, Сущность изобретения; отлитый полый слиток в виде цилиндра деформируют в трехвалковом стане винтовой прокатки с сужением внутреннего отверстия заготовки до диаметра, равного 0,20,8 диаметра отверстия, редуцируемого на прошивном стане, Редуцирование осуществляют на косовалковом стане. 1 табл,учения трубной заготовки с последующей механической обработкой,Недостатком указанного способа является низкое качество дорожек качения наружных колец подшипников, т,к, при прошивке на прошивном стэне центральная ликвационная зона переходит на внутренние стенки трубной заготовки.Цель изобретения - повышение качества колец подшипников путем удаления ликвационной зоны слитка,Это достигается тем, что в способе изготовления подшипниковых колец, включающем формирование исходной литой заготовки, деформирование ее под прошивку, редуцирование на косовалковом прошивном стане до получения трубной заготовки и ее механическую обработку, исходную литую заготовку формируют в виде полого цилиндра, а деформирование заготовки осуществляют в трехвалковом стане винтовой прокатки с сужением внутреннего1787635 35 ся 40 45 отверстия заготовки до диаметра, равного 0,2,0,8 диаметра отверстия, редуцируемого на прошивном стане,Отливка слитка в виде полого цилиндра способствует тому, что в зонах соприкосновения жидкого металла с кристаллизатором и дорном обраэовывается оболочка с плотной мелкокристаллической структурой, а ликвационная зона с кристаллографическими и прочими дефектами находится в промежуточной зоне между этими оболочками, Последующая деформация полого слитка в трехвалковом комплекте валков винтовой прокатки будет способствовать интенсивной проработке наружных и средних слоев стенок слитка, измельчению и уплотнению литой структуры. Сужение при этом внутреннего отверстия заготовки до диаметра, равного 0,20,8 диаметра отверстия, редуцируемого на прошивном стане, позволяет при последующей деформации на укаэанном стане дополнительно деформировать стенку заготовки между валком и прошивном и одновременно прогладить внутреннюю поверхность получаемой трубной заготовки.Для определения оптимального сужения внутреннего отверстия перед операцией редуцирования на прошивном стане были продеформированы пять заготовок с различным диаметром внутреннего отверстия, Результаты приведены в таблице.Результаты правки показывают, что при соотношении диаметров отверстия после деформирования на трехвалковом стане винтовой прокатки к диаметру отверстия после деформирования на прошивном стане менее 0,2 приводит к образованию дефектов в виде плен и вдавленной окалины, т,к. удаление окалины при прокатке на трехвалковом стане затруднительно из-за малого диаметра отверстия, При соотношении этих диаметров более 0,8 наблюдается также появление дефектов в виде местной вдавленной окалины ввиду малой степени .деформации при прошивке, Кроме того, имеет место неудовлетворительное качестФормула изобретения Способ изготовления подшипниковых колец, при котором осуществляют формирование исходной литой заготовки, деформирование ее под прошивку, редуцирование на косовалковом прошивном стане до получения заготовки в виде трубы и ее механическую обработку, о т л и ч а ю щ и й с я тел, "что, с целью повышения качества попучлево макроструктуры стенок трубной заготовки из-за недостаточной деформационнойпроработки. Как побочный эффект наблюдается повышение износостойкости прошив 5 ней и снижение энергоемкости процессапрошивки,П р и м е р, Для осуществления предлагаемого способа отлили полый слиток наружным диаметром 300 мм и внутренним10 диаметром 150 мм, длиной 2 м из сталиШХ 15, Далее этот слиток прокатали на трехвалковом стане винтовой прокатки за 5 проходов до заготовки под прошивку снаружным диаметром 180 мм и диаметром15 внутреннего отверстия 80 мм, После отрезки концов полую заготовку нагрели и редуцировали на прошивном косовалковомстане до получения трубной заготовки размером 152,8 х 15,8 мм.20 Для сравнения изготовили заготовкудля подшипников по способу-прототипу,Литые заготовки сечение 370 мм прокатывали на трубную заготовку диаметром 180 мм.Размер осевой зоны в трубной заготовкеоколо 28-30% от диаметра. Полученныетрубные заготовки затем прокатывали накосовалковом прошивном стане на трубыразмером 152,8 х 15,8 мм.Анализ макроструктуры трубных эагото 30 вок, изготовленных по предлагаемому способу, показал, что проникновениеликвационной зоны в тело заготовки практически отсутствует, точечной химическойнеоднородности, растравов не наблюдаетУ трубных заготовок, изготовленных по способу-прототипу, макроструктура поперечных темплетов неудовлетворительная, точечная химическая неоднородность растравы осевой эоны) залегает на глубину до 0,5 толщины стенки трубы с двух диаметрально противоположных сторон.Стендовые испытания колец подшипников 314 показали, что долговечность колец90, изготовленных по предлагаемому способу, в 1,46 раз выше, чем у колец, изготовленных по способу-прототипу,мых изделий путем удаления ликвационной зоны слитка, исходную литую заготовку формируют в виде полого цилиндра, а деформирование заго 1 овки осуществляют в трехвалковом стане винтовой прокатки с сужениемнутреннего отверстия заготовки до диаметра. равного 0,2-0.8 диаметра отверстия, редуцируемого на прошивном стане.1787635 оотношеДиаметр отверстия последеформироваКачественные показатели прокатки ние 01 О 2 ния на прошивном стане,02, мм 0,10 16 158 0,2 32 158 0,5 80 126 142 158 нет нет 0,9 158 Местные закаты и вдавления окалины гл биной 0,6 - 1,0 мм Редактор Заказ 537 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 101 Диаметр центрального отверстия после деформирования на трехвалковом стане винтовой прокатки,О 1, мм Дефекты в виде плен и вдавленнойокалины на внутренней поверхности трубной заготовки глубиной 0,8- 1,2 ммЕдиничные закаты окалины глубиной 0,1 - 0,3 мм Составитель М, НуреевТехред М.Моргентал Корректор Л. Филь
СмотретьЗаявка
4924696, 03.04.1991
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ МЕТАЛЛУРГИЧЕСКОЙ ТЕХНОЛОГИИ, Г. ИЖЕВСК
НУРЕЕВ РАФАЭЛЬ МУХАМЕДОВИЧ, АФАНАСЬЕВ НИКОЛАЙ ДМИТРИЕВИЧ, ГАЛКИН СЕРГЕЙ ПАВЛОВИЧ
МПК / Метки
МПК: B21H 1/12
Метки: колец, подшипниковых
Опубликовано: 15.01.1993
Код ссылки
<a href="https://patents.su/3-1787635-sposob-izgotovleniya-podshipnikovykh-kolec.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления подшипниковых колец</a>
Устройство для перемещения заготовки в валки прошивного стана

Номер патента: 282263
Опубликовано: 01.01.1970
Авторы: Днепропетровский, Довгань, Ходак
МПК: B21B 19/04, B21B 39/02
Метки: валки, заготовки, перемещения, прошивного, стана
...сброса заготовки 12 в желоб крышка опускается. Под действием воздуха, который подается в поршневую полость пневмоцилиндра 1, заготовка подпорной головкой 5 перемещается к валкам 13 стана. Прн подходе заготовки к валкам через трубку 4 и полость штока 3 жидкость высокого давления попа дает в рабочую полость гндроцилиндра б.Под давлением воздуха плунжер воздействует на гидроцилиндр б, которын перемещает фиксатор до входа в зубчатую рейку 11. После этого усилие на плунжере (усилие подпора) 10 начинает возрастать до величины, определенной давлением жидкости в системе и рабочей площадью плунжера 7. Крайнее переднее положение плунжера в гидроцнлнндре б определяется специальным упором (на чертеже не 15 показан). После заполнения очага...
Способ подачи заготовки в валки прошивного стана

Номер патента: 275967
Опубликовано: 01.01.1970
Авторы: Безкровный, Берд, Бродский, Ваткин, Вольфович, Днепропетровский, Ходак
МПК: B21B 19/04, B21B 39/04
Метки: валки, заготовки, подачи, прошивного, стана
...ее в еформации.увеличения производительности предтся подавать заготовку до упора в вытую ей навстречу за пределы очага деации оправку, а затем перемещать ее в деформации вместе с оправкой.чертеже показана схема расположения оты оборудования прошивного стана еализации описываемого способа, и задаче с максимальной скоростью заи 1 длинноходовым пневмоцилнндром 2 ки 3 прошивного стана она встречает нутую ей навстречу из очага деформа- а расстояние оправку 4, что исключает ие заготовки валками стана. Затем заа вместе с оправкой, закрепленной на дорноупорном для захвата заоправки в рабо.дорноупорный отивление цином положении енном в ещается тановки котором вая сопря в нуж 1 зоб р готовк в вал выдви 1 ии н касаи готовк Изв ПРОШ 1 загото ра...
Патрон заготовки стана холодной прокатки труб

Номер патента: 704692
Опубликовано: 25.12.1979
Авторы: Корякин, Мироненко, Шамраев
МПК: B21B 21/06
Метки: заготовки, патрон, прокатки, стана, труб, холодной
...кольца на упругий зажимнойэлемент, передающий радиальное усилие,на заготовку при ее зажатии, чтопозволяет получить значительное усйлие зажима заготовки при незначительном усилии на стакан. Это позволяетизготовить патрон заготовки компактным, легким и мощным. уменьшение веса(5патрона и маковых масс позволяет снизить нагрузки на подающе-поворотныймеханизм стана".,На чертеже представлен предлагаеМый патрон, общий вид. . 20Патрон заготовки стана холоднойпрокатки труб содержит основание 1,,размещенный в нем йолый шпиндель 2,установленный на подшипниках З,упругий элемент 4 зажима заготовки,соос но расположенный ему стакан 5 й меха.низм сжатия упругого элемента, Меха-низм сжатия упругого элемента выполнен в виде профильного упорного кольца...
Патрон заготовки стана холодной прокатки труб с торцовой загрузкой

Номер патента: 565730
Опубликовано: 25.07.1977
МПК: B21B 21/06
Метки: заготовки, загрузкой, патрон, прокатки, стана, торцовой, труб, холодной
...момент перемещения заготовки ириузке; на фиг, 3 дан разрез по А - А на фиг. 1,Патрон заготовки стана холодной прокаткитруб с торцовой загрузкой содержит одпижиый восевом направлении корпус 1, ипи 1 идель 2,и расположенные в нем иа осях 3 с возможностью ионеРечного перемедения подпружииеные кулачки .5657303Каждый кулачок 4 выполнен с овальным посадочным отверстием 5, ширина которого равна ди.аметру оси 3, а длина не меньше величины продольного перемещения кулачка в процессе его поворота на оси 3 при перемещении заготовки через шпиндель 2.Шпиндель 2 посредством зубчатой передачи 6 связан с трансмиссией 7. На шпинделе установлена втулка 8, на.которую опираются пружины 9. В корпусе 1 имеется гайка 10, взаимодействующая с винтом 11 подачи....
Привод поворота и осевого перемещения патрона заготовки стана холодной прокатки труб

Номер патента: 900900
Опубликовано: 30.01.1982
Авторы: Калиничев, Носаль, Пичугин, Тарасов
МПК: B21B 35/06
Метки: заготовки, осевого, патрона, перемещения, поворота, привод, прокатки, стана, труб, холодной
...подсоответствующую ему наружную поверхность шпинделя 2. Для осевого перемещения шпинделя его опоры 3 соединены между собой рейкой 5, которая перемещает опоры 3, шпиндель 2 и патрон 1 относительно колеса 9. Направляющей для опор служит рама 10.Для привода осевого перемещения рейки взаимодействующая с ней стацио 3 900900 аликовых станах с подвижной от линейного электродвигателя 16 клетью 17Для определения положения клети наее корпусе установлен флажок 18, ана станине 19 - датчик 20.Работа привода осуществляетсяследующим образом.При перемещении клети 17 в положение, соответствующее раскрытию зевов10 валков в датчик 20 попадает флажок18 и шаговый двигатель 4 начинаетотрабатывать поворот. Вращение черезкулачковую муфту передается...
Предыдущий патент: Кольцепрокатный стан
Следующий патент: Способ изготовления легкоплавкой модели сложнопрофильных червячных фрез
Случайный патент: Прицепная тележка преимущественно для транспортировки контейнеров