Способ регулирования линейной плотности ленты
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
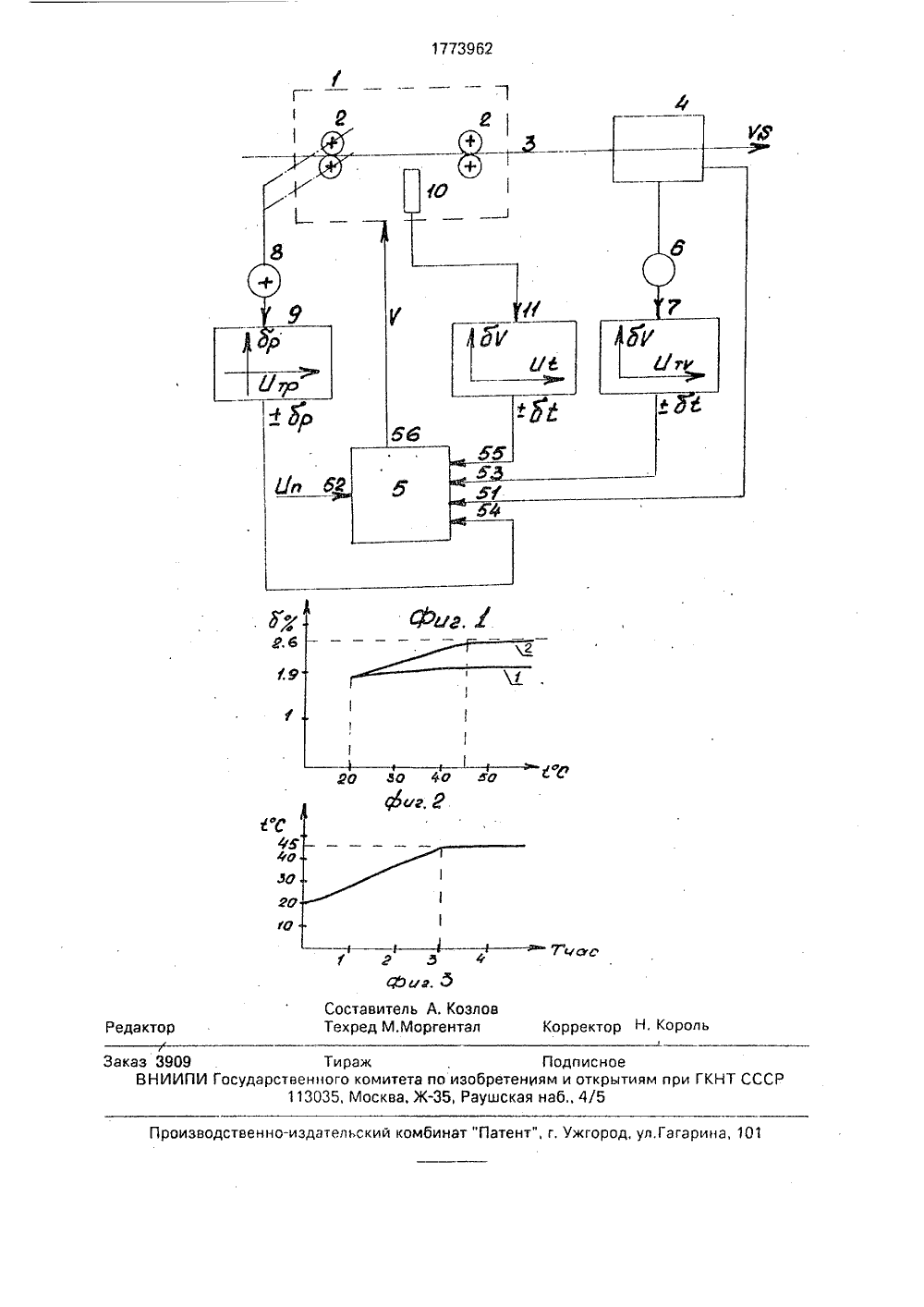
(51)5 О 0 ОПИС ТЕН ИЗОБ СВИДЕТЕЛЬСТВУ К дВТОРС(54) СПОСОБ РЕ НОЙ ПЛОТНОСТ (57) Сущность из шения точности и измеряют темпер риала в зоне вытя ны вытяжки ленты температуры в зо ГУЛИРОВАНИЯ ЛИИ ЛЕНТЫобретения: с цельюзмерения дополнитатуру волокнистогожки, а изменение восуществляют с учене вытяжки, 3 ил. НЕИ павы 41 твенное обье ельн мат еличи том е осарев, А.С,Мот ин и В.Н.Стеце ельство СССР 5/38, 1980. ре о являия лииз-за стого йся в Недо ется не вы нейной отсутстви продукта пределах Целью точности пературнение темГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР Изобретение относится к регулированию линейной плотности волокнистого продукта преимущественно на ленточных машинах отделов подготовки к прядению текстильных производств.Известен способ регулирования линейной плотности ленты, заключающийся в том, что измеряют линейную плотность продукта после его вытяжки, сравнивают с заданным значением, по результатам сравнения изменяют величину вытяжки, измеряют скорость выпуска волокнистого продукта и величину вытяжки, а изменение величины вытяжки осуществляют с учетом скорости волокнистого продукта и величины вытяжки,статком известного способа сокая точность регулираван плотности продуктая учета температуры волокни в зоне вытяжки, изменяюще 22-48 С.изобретения является повышрегулирования за счет учетаой погрешности датчика лин мпературы волокнистого плотности от те продукта,Поставленная цель достигается тем, чта после измерения линейной плотности лен- (Л ты после ее вытяжки, сравнения ее с задан- С ной, изменения величины вытяжки па результатам сравнения, измерения скорости выпуска ленты и величины вытяжки, дополнительно измеряют температуру ленты взоне вытяжки, а изменение линейной плотности ленты осуществляют с учетом скорости выпуска ленты, величины вытяжки и 4 температуры в зоне вытяжки. 6 дНа фиг. 1 представлена структурная схе- ЧО ма устройства для реализации способа; на (, фиг, 2 - графит зависимости погрешности) регулирования линейной плотности волокнистого продукта от температуры его в зоне вытяжки; на фиг; 3 - график зависимости температуры волокнист -а продукта в зоне Я вытяжки от продалжител: ности работы перерабатывающей машины.Устройства содержит (фиг,1) вытяжной прибор 1 с парами вытяжных валиков 2 для вытягивания волокнистого продукта 3, датчик 4 линейной плотности волокнистогопродукта 3, подключенный к первому Входу регулптора 5, тахогенератор 6, кинаматически свяэанггцй с парой валикоВ (не показан ы), установленных у датчика 4, функциональный преобразователь 7, к входу которого подклочен тахогенератор 6, тахогенератор 8, кинематически связанный с регулируемой парой вытяжных валиков 2 и подключенный к Входу функционального преобразователя 9, датчик 10 температуры, установленный в зоне вытяжки и подключенный к входу функционального преобразователя 11, Задатчик линейной плотности (не показан) подсоединен к второму входу регулятора 5, третий, четвертый и пятый Входы которого сВязаны с Выходами соотВетственно функциональных преобразователей 7,9 и 11, а выход - подключен к средству изменения вытяжки вытяжного прибора не показано).Устройство работает следующим образом,Изменение величины вытяжки в вытяжном приборе 1 осуществляется изменением скорости вращения пары вытяжных валиков 2, кинематически связанных с тахогенератором 8 при сохранении постоянства скорости Вращения другой пары вытяжных г 3 аликОВ 2, Таким Образом, сиГнал Отр на Гыходе тахогенератора 8 пред тавляет собой меру Вытяжки ленты 3, т.к. Выпускная пара Вытяжных Валиков 2 имеет постоянную скорость Вращения, Этот сигнал поступает на Вход функционального преобразователя 9, В который предварительно введена функция др-=Г(астр) погрешности др сг ала Оз датчика 4 линейной плотности и зависимости от Величины вытя 3 кки и сырья. На выходе функционального преобразователя 9 формируется сигнал, соответствующий взятой с обратным знаком погрецгности др при неизменной величине вытяжки, который поступает га четвертьй вход регулятора 5 вытяжки и используется В качестве корректирующей поправки при регулировагии,БыхОДной сиГнал Цтч тахогенератора 6, соответствуощий згг ачению скорости Ч Выпуска Волокнистого продукта, поступает на Вход функционального преобразователя 7, в который предварительно вводится функция д,=Г(О) погрешности Г, сигнала датчика 4 линейной плотности волокнистого продукта от скорости выпуска. На выходе функционального преобразователя 7 формируется сигнал, величина которого соответствует взятой с обратным знаком ошибке Выходного сигнала О датчика 4 линейной плотности при текущем значении скорости выпуска для данного обрабатываемого волокнистого продукта. Этот сигнал подается 10 Ф о р мул а из об р ете н ияСпособ регулирования линейной плотности ленты по авт.св. М 1097726, о т л ич а ю щ и й с я тем, что, с целью повышения точности регулирования, дополнительно измеряют температуру волокнистого материала в зоне вытяжки, с учетом которой изменяот:геличину вытяжки ленты. на третий вход регулятора 5 вытяжки.Изменение температуры волокнистогоматериала то в зоне вытяжки контролирует ся датчиком 10 температуры, выходной сигнал которого поступает на вход функционального преобразователя 11 осуществляющего преобразование согласно предварительно введенной функции 20 д=ГЩ погрешности сигнала датчика 4 линейной плотности в зависимости от температуры волокнистого продукта. На выходе функционального преобразователя 7 формируется сигнал, величина которого соот ветствует взятой с обратным знаком ошибкевцходного сигнала датчика 4 линейной плотности при текущем значении скорости выпуска для данного обрабатываемого материала, Этот сигнал подается на пятый 80 вход регулятора 5 вытяжки, в котором сигнал задания .Зп линейной плотности сравнивается с сигналом датчика 4 линейной плотности, скорректиоованный ошибками по Величине вытяжки др, величине скорости 85 дч и температуре дг, т.е. О+ др - д -г. дг, атакже с коррекционнцми поправкамидр, -дч и дг. На выходе регулятора 5 вытяжки в соответствии с этим вырабатывается регулирующее воздействие на 40 Изменение вытяжки волокнистого продукта в вытяжном приборе 1,1773962 аа Составитель А. КозловТехред М,Моргентал Корректор Н, Коро Редакт роизводственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 10 аказ 3909 Тираж ВНИИПИ Государственного комит 113035, МосквПодписноеа по изобретениям и открытиям при ГКНТ СЖ, Раушская наб., 4/5
СмотретьЗаявка
4735190, 07.09.1989
НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ "АЛТАЙ"
ЕЛИСЕЕВ ВЛАДИМИР ГЕОРГИЕВИЧ, КОСАРЕВ БОРИС ДАНИЛОВИЧ, МОТЫРЕВ АНДРЕЙ СЕМЕНОВИЧ, БИРЮКОВ СЕРГЕЙ АЛЕКСЕЕВИЧ, ДУНИН МАКСИМ СЕРГЕЕВИЧ, СТЕЦЕНКО ВАЛЕРИЙ НИКОЛАЕВИЧ
МПК / Метки
МПК: D01H 5/38
Метки: ленты, линейной, плотности
Опубликовано: 07.11.1992
Код ссылки
<a href="https://patents.su/3-1773962-sposob-regulirovaniya-linejjnojj-plotnosti-lenty.html" target="_blank" rel="follow" title="База патентов СССР">Способ регулирования линейной плотности ленты</a>
Датчик опорного сигнала для поверки трансформаторных преобразователей перемещения

Номер патента: 863994
Опубликовано: 15.09.1981
МПК: G01B 7/00
Метки: датчик, опорного, перемещения, поверки, преобразователей, сигнала, трансформаторных
...2 - принципиальная схема аппаратуры для поверки трансформаторных преобразователей перемещения.Датчик 1 опорного сигнала для по верки трайсформаторных преобразователей перемещения содержит магнитопровод 2, первичную обмотку 3, разме" щенную на магнитопроводе и подключенную к источнику 4 питания последова- у тельно с первичной обмоткой 5 (воз" буждения) поверяемого трансформаторного преобразователя 6 перемещений. Геометрические и электроЬагнитные параметры магнитопровода 2 и первичной обмотки 3 датчика 1 опорного сигнала выполнены идентичными, соответственно, магнитопроводу 7 и обмотке 5 поверяемого преобразователя 6. Вторичная обмотка 8 датчика 1, размещенная на магнитопроводе 2 симметрич" 60 но относительно его магнитной нейтрали...
Измеритель скорости изменения частоты линейно-частотно модулированного сигнала

Номер патента: 1583862
Опубликовано: 07.08.1990
Авторы: Добряк, Дурнаков, Лузин, Нехорошев, Никитин
МПК: G01R 23/00
Метки: изменения, измеритель, линейно-частотно, модулированного, сигнала, скорости, частоты
...Учитывая, что время задержки в первой 1 и второй 8 линиях задержки составляет 2в каждой, имеют на 55 выходе первой линии 1 задержки,нап- ряжение П- = 0 сов я(й " 2 ) ++ Ч(е - 2 при Е) 2на выходе второй линии 8 задержки+ Ч(С " 2 С) ) при й) 2 л,Тогда на выходе первого перемножителя 2цсовш с + Чс 1 сов сд (СПй 2- 2 2 ) + Ч(е - 2 л ) 3 при С2 1 . 3 )На выходе четвертого перемножителя 9 Уц = - -- в 1 пы +2) 9 на выходе блока 3 вычитания 1 ЦЦу - Ц-- - сов 2(й + 7 2при С 3 2,Время задержки сигнала на выходе отводов в первой линиии второй 8 линиях задержки составляет Г, для каждой. Поэтому сигнал на выходе отвода первой линии 1 задержки имеет видц = 1 Сов 03(1 -( ) + Ч(Т -) ПРИ )9на выходе отвода второй линии 8 за- держки ц = 11 впй (1 -0 ) +...
Устройство для динамической татировки датчиков пульсаций скорости, температуры, давления и плотности

Номер патента: 514219
Опубликовано: 15.05.1976
Авторы: Африканова, Кабуров, Лемешко
МПК: G01L 27/00
Метки: давления, датчиков, динамической, плотности, пульсаций, скорости, татировки, температуры
...цилиндра 4, размещенного в отсеке 5, который герметично соединен с корпусом сопла 3. Оси симметрии цилиндра 4 и сопла 3 параллельны. Цилиндр снабжен приводом 6 для вращения вокруг оси, например электродвигателем. На боковой поверхности цилиндра 4 выполнены равномерно чередующиеся пазы и выступы, профплированные по образующей. Профилирование пазов и выступов выполнено в соответствии с заданной величиной пульсаций.Сжатый воздух из источника 2 поступает в форкамеру 1 и оттуда в сверхзвуковое сопло 3. При вращении цилиндра 4 сечение рабочей камеры периодически изменяется. В поло. женин Л, когда стенкой сопла 3 является выступ, площадь поперечного сечения сопла минимальна, и в нем устанавливается режим течения с параметрами скорости 11...
Способ упаковывания продукта между двумя лентами упаковочного материала

Номер патента: 1742135
Опубликовано: 23.06.1992
Автор: Жилин
МПК: B65B 9/02
Метки: двумя, лентами, между, продукта, упаковочного, упаковывания
...в отдельных емкостях упаковок в виде твердеющего наполнителя и в момент сматывания лент с упаковками в рулон производят заделку его торцов путем нанесения на них твердеющего покрытия,По сравнению с прототипом предлагаемый способ позволяет повысить качество упаковывания и расширить сферу применения способа на жидкие и сыпучие продукты. Повышение качества упаковывания достигается за счет создания внутри рулона с упаковками армирующей структуры из твердеющего наполнителя, которая обеспечивает прочность и качество упаковки независимо от внешней оболочки и возможностей формообразования за счет самого продукта. Образуемая система внутреннего армирования обеспечивает благоприятное расположение упаковок с минимальным давлением на упаковочную...
Программное устройство для регуляторов скорости с импульсными датчиками скорости

Номер патента: 296381
Опубликовано: 01.01.1971
Авторы: Альтерман, Глухих, Матюнин, Мельников
МПК: B30B 15/20
Метки: датчиками, импульсными, программное, регуляторов, скорости
...ключа 31 по электрической цепи 46 снимается блокировка, подготавливая ключ к приему следующего импульса, а по электрической цепи 45 ключ 30 триггерной ячейки 27 блокируется отрицательным напряжением.При поступлении следующего импульса срабатывает триггерная ячейка 28, соответственно появляется разнополярное напряжение на ее выходах 38, 39, открывается транзистор усилителя 34, а ключ 31 данной ячейки блокируется, Следующие ячейки работают аналогично, Возврат схемы в исходное состояние осуществляется подачей отрицательного напряжения через резисторы 48, 49, 50 на базы левых транзисторов триггерных ячеек 27, 28, 29.Разнополярные напряжения с выходов 36 - 41 тригтерных ячеек подаются на блок задания, а выходы усилителей 33, 34, 35 подаются...
Предыдущий патент: Устройство для контроля линейной плотности волокнистого продукта
Следующий патент: Способ маркировки деталей кроя и устройство для его осуществления
Случайный патент: Устройство для измельчения полимерных материалов