Способ сборки прессовых соединений деталей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
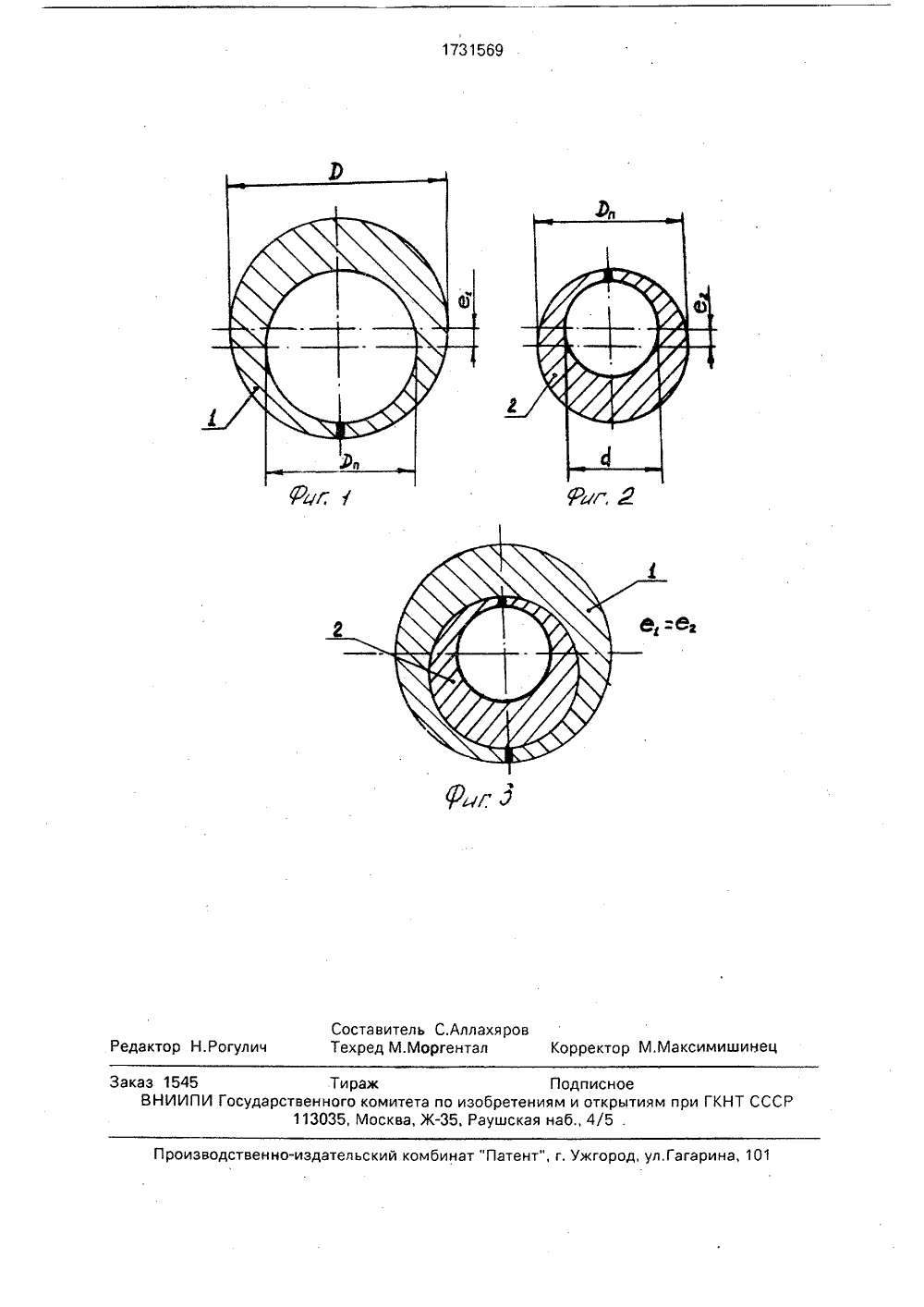
(5)5 В 23 Р 11 02 МИТЕТОТКРЫТИЯМ ГОСУДАРСТВЕННЫПО ИЗОБРЕТЕНИЯПРИ ГКНТ СССР(54) СПОСОБ СБОРКИДИНЕНИЙ ДЕТАЛЕЙ механосбок прессовым я - повыше- рантировановмещения ностенностивеличиной етали, кроме ать технолодующем ми табл. ническии ини С.Г.Аллахялило ьство СССР102, 23,01,90,ПРЕССОВЫХ С являнений й точ- адоч- емых ВТОРСКОМУ СВИДЕТЕЛЬСТВУ Лзобретенйе относится к механосборочным работам, в частности к прессовым соединениям.ИзвеСтен способ сборки прессовых соединений деталей, заключающийся в том, что перед запрессовкой охватываемую деталь охлаждают, охватывающую нагревают.Однако известный способ не только не обеспечивает повышение точности, но еще больше искажает реальные погрешности, имеющиеся на рабочих поверхностях при сборке деталей с гарантированным натягом.Наиболее близким к изобретению ется способ сборки прессовых соеди деталей корпус - втулка, включающи ную сборку с учетом круглограмм пос ных и рабочих поверхностей сопряга деталей.Недостатком этого способа является то, что при сборке узла не учитывается взаимное расположение рабочих и посадочных поверхностей (эксцентричность или разностенность) сопрягаемых деталей, что приво 2(57) Изобретение относится к рочным работам, в частности соединениям. Цель изобретени ние точности соединений с га ным натягом за счет с максимальной величины раз одной детали с минимальной разностенности сопрягаемой д того, способ позволяет учитыв гические погрешности и в после нимизировать ее значения. 3 ил ит к увеличению значения эксцентричн и, т.е, к снижению точности сборки,Цель изобретения - повышение точности сборки соединений с гарантированным натягом.Поставленная цель достигается тем, чтов согласно способу сборки прессовых соединений деталей, включающему нанесение маркировочных знаков на торцы деталей перед сборкой, снятие круглограмм поверхностей сопрягаемых деталей, определение взаимного расположения элементов в поперечном сечении, совмещение центров полярных координат снятых круглограмм, определение оптимального угла поворота, установку деталей между собой соответственно маркировочным знакам согласно углу поворота, по круглограммам определяют эксцентричность поверхностей и совмещают максимальную величину разностенности одной из сопрягаемых деталей с минимальной величиной разностенности другой дета- ли1731569 Способ осбо ки Рабочие поверхности узла после сборкикорпуса втулки 10 10 12 12 9 9 9 9 Известный Предлагаемый Известный Предлагаемый Известный Предлагаемый Известный П едлагаемый9 9 8 8 12 12 10 10 16 2 13 20 4 15 1 На фиг.1 изображен корпус с посадочным (внутренним) диаметром Оп, рабочим (наружным) диаметром О и взаимное расположение этих поверхностей (эксцентричность) е 1; на фиг.2 - втулка с посадочным (наружным) диаметром Ол, рабочим (внутренним) диаметром О и взаимное расположением этих поверхностей (эксцентричность) ез; на фиг.3 - корпус с втулкой в сборе.Способ осуществляют следующим образом.На стационарных или переносных приборах измеряются разностенность сопрягаемых деталей с указанием их круглограмм на прозрачной бумаге. Круглограмма разностенности посадочной поверхности Ол относительно рабочей поверхности корпуса 1 после измерения записывается и наносится на прозрачную бумагу (фиг.1), где е 1 - значение эксцентриситета корпуса 1. Затем аналогичным способом снимается кругло- грамма разностенности посадочной поверхности О относительно рабочей поверхности б втулки 2, после измерения записывается и наносится на прозрачную бумагу(фиг,2), где е 2 - значения эксцентриситета втулки, Полученные круглограммы разностенности на прозрачной бумаге накладывают одну на другую, совмещая центры полярных координат, и путем поворачивания одной относительно другой получают угол, который обеспечивает совпадение максимальной величины разностенности круглограмм корпуса с минимальной величиной разностенности круглограмм втулки.При запрессовке втулки 2 в отверстие корпуса 1 (фиг,3) можно добиться минимального значения эксцентриситета, если е = е 2.Экспериментально проверялись примеры сборки, Для этого изготавлялись корпус с.наружным диаметром 110 мм, внутренним 100 мм, втулка с наружным диаметром 100 мм, внутренним 90 мм из материала сталь 45. Обработка поверхностей производилась на разных установках. Запрессовки осуществлялись известным и предлагаемым способами.Результаты экспериментов сведены в5 таблицу.Из таблицы видно, что согласно предлагаемому способу значение эксцентричностизначительно понижается в сравнении с известным способом.10 После определения угла поворота втулка и корпус маркируются, Маркировочныйзнак наносится на торец втулки и торцовуюповерхность корпуса,Перед запрессовкой втулку помещают15 перед отверстием корпуса так, чтобы маркировочные знаки на втулке и на торце корпуса совпали, и в этом угловом положениивтулку устанавливают в отверстии корпуса.Таким образом, предлагаемый способ20 позволяет повысить точность сборки суменьшением величины эксцентриситетапри соединении с гарантированным натягом за счет совмещения максимальной величины разностенности одной из25 сопрягаемых деталей с минимальной величиной разностенности другой детали,Формула изобретения Способ сборки прессовых соединений 30 деталей, включающий нанесение маркировочных знаков на торцы деталей перед сборкой, снятие круглограмм поверхностей сопрягаемых деталей, определение взаимного расположения элементов в попереч ном сечении, совмещение центровполярных координат снятых круглограмм, определение оптимального угла поворота, установку деталей между собой соответственно маркировочным знакам согласно углу 40 поворота, о т л и ч а ю щ и й с я тем, что, сцелью повышения точности и соосносности соединений по круглограммам, определяют эксцентричность поверхностей и совмещают максимальную величину разностенчости 45 одной из сопрягаемых деталей с минимальной величиной разностенности другой детали. Эксцент ичность, е, мкм1731569 РгСоставитель С.Аллахяровактор Н.Рогулич Техред М.Моргентал Корректор М.Максимишин Заказ 1545 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб., 4/5 .водственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
СмотретьЗаявка
4812806, 11.04.1990
АЗЕРБАЙДЖАНСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. Ч. ИЛЬДРЫМА
РАГИМОВ РАМИЗ ХЫДЫР ОГЛЫ, ХАЛИЛОВ АЛИ АЗРАТ-КУЛИ ОГЛЫ, АЛЛАХЯРОВ САЛЕХ ГАДЖИРАГИМ ОГЛЫ
МПК / Метки
МПК: B23P 11/02
Метки: прессовых, сборки, соединений
Опубликовано: 07.05.1992
Код ссылки
<a href="https://patents.su/3-1731569-sposob-sborki-pressovykh-soedinenijj-detalejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ сборки прессовых соединений деталей</a>
Устройство для термической сборки прессовых соединений деталей типа вал-втулка

Номер патента: 626929
Опубликовано: 05.10.1978
Автор: Разинков
МПК: B23P 11/02
Метки: вал-втулка, прессовых, сборки, соединений, термической, типа
...под гильзой. Накопитепь 2,термическая камера 4 и механизм переориентации расположены над накопителем5 йля роторов электродвигателей,Устройство для сборки деталей работает в полуавтоматическом режиме следующим образом.Собираемыс детали (валы) 3 загружаются в накопитель 2 и охлаждаются восреде жидкого азота до -195,8 С, Охлаждение валов происходит постепенно, по мере продвижения в накопителе сначала в15холодных парах азота, а затем и в самомжидком азоте,При включении устройства вал с помощью механизма подачи и ориентации 1020с пневмонриводом 11 вынимается из жидкого азота и выкатывается из камеры, попадая в гильзу 13 механизма переориентации 12, Под действием веса вала гильза, имеющая смещенную относительно центра тяжести ось...
Состав для нанесения на сопрягаемые поверхности прессового соединения деталей типа вал-втулка

Номер патента: 596611
Опубликовано: 05.03.1978
Авторы: Иванов, Клецкин, Чулкова
МПК: C09K 3/14
Метки: вал-втулка, нанесения, поверхности, прессового, соединения, сопрягаемые, состав, типа
...Тираж 82 б ПодписноеЦНИИПИ Государственного комитета Совета Министров СССРпо делам изобретений и открытий113035 Мо ква Ж, Раушская наб. д. 45 Филиал ППП Патент, г, Ужгород, ул. Проектная, 4 частицы геля силиката, которые,располагаясь в микрообъемах между деталями (гильзой и вставкой), оказывают заклинивающее действие. В результате на 30-50 возрастает усилие1 5необходимое для разъединения деталейкомбинированной гильзы. Благодарявытеснению воздуха из микрообъемовувеличивается теплопроводность зазора и, как следствие, скорость тепло"передачи от вставки к гильзе. В результате температура вставки и еедеформации в процессе эксплуатациипонижаются.Состав может иметь различные сочетания входящих в него компонен 15тов е1. В качестве водного...
Способ сборки прессовых соединений деталей типа вал-втулка

Номер патента: 473589
Опубликовано: 15.06.1975
Авторы: Архангельский, Завгородний
МПК: B23P 11/02
Метки: вал-втулка, прессовых, сборки, соединений, типа
...круглограмм однойопределяют угол, обеспцые расстояция междупо всему их периметрувываемую втулку повоцый угол относительнокорпуса.На фиг. 1 - предст полярцых рамма цзрпуса; па глограмм, тцосцтельна фиг.ости сбороваццой ве углового8 каждом угловом положении круглограммы2визуально оценивается величина,вгде р,. - текущий радиус - вектор измерения некруглости отверстия,р - текущий радиус - вектор измерения разностсццости втулки, Оптимальным углом является угол, для которого величина (- р,.) =р- ; =ип (фиг. 3), т. е. кривые круглограмм должцы стремиться к сближению, а именно, оптимальный угол положения должен обеспечить минимальные расстояния между кривыми круглограмм по всему их периметру. Идеальным является случай, когда форма отверстия...
Способ сборки прессовых соединений деталей типа вал-втулка

Номер патента: 1664493
Опубликовано: 23.07.1991
Авторы: Аллахяров, Рагимов, Халилов
МПК: B23P 11/02
Метки: вал-втулка, прессовых, сборки, соединений, типа
...Так. у втулки 1 (фиг. 1), имеющей форму эллипса, максимальные отклонения составляют +Л, большая ось эллипса равна О+ Ь а малая О- Ь где О - диаметр посадочного отверстия втулки. Круглограмма для этой детали также имеет форму эллипса с указанными размерами. То же самое относится и к охватываемой детали 2 (фиг. 2),У круглограмм соединяемых деталей совмещают центры их полярных координат и поворачивают одну из круглограмм относительно другой. При этом видны в любой точке разности отклонений от круглой формы сопрягаемых поверхностей, Угол, при котором эта разность достигает максимальной величины, принимают оптимальным. Так, для упомянутых деталей этот угол а = 90 фиг. 5). После определения оптимального угла поворота на торцы собираемых...
Устройство для сборки прессовых соединений деталей типа “вал-втулка

Номер патента: 733952
Опубликовано: 15.05.1980
Авторы: Дубиняк, Кривый, Кузьмин, Куцевич
МПК: B23P 19/02
Метки: вал-втулка, прессовых, сборки, соединений, типа
...обеспечива-ется ступенчатой втулке б, а вместе с ней и зафиксированной пружинами 16 ориентируемой детали (втулке 10) . Одновременно копир 30, набегая .своим клином на ролик 29, перемещает горизонтальную пиноль 26 влево в сторону ориентируемой втулки 10, сжимая при этом пружину 25, а переместившись до положения, при котором щуп упирается в боковую поверхность втулки 10, сжимая пружину 40, Конструктивно размерные параметры конусной поверхности штока 13 и уклон копира 30 подобраны так, что в момент зацепления ориентируемой детали (втулки 10) с пружинами 17 щуп 39 находится в контакте с боковой поверхностью детали 10, сжимая при этом пружину 40.При дальнейшем вертикальном перемещении привода 31 шток 13, перемещаясь вниз, продолжает...
Предыдущий патент: Способ сборки прессовых соединений типа вал-втулка
Следующий патент: Способ крепления слоистого маховика на вал
Случайный патент: Способ приведения в действие механических осцилляторов электрических часов