Способ изготовления магнитной головки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
(5)5 6 5/127, 5/187 ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯПРИ ГКНТ СССР ОПИСАНИЕ ИЗОБРЕТЕНИ ИДЕТЕЛЬСТВУ АВТОРСКОМ Изобретение относится к приборостро- скости стыка, обрабатывают полученные поению, в частности к способам изготовления . лублоки по плоскости разъема и скрепляют износостойких магнйтнйх головок, приме-, между собой по указанной плоскости через няемых в. студийных аппаратах магнитной прокладку рабочего эазорэ,записи. Недостатком данного способа являетсяИзвестен способ изготовления магнит- сложность изготовления:из-за наличия неной головки; при котором формируют.каж-, магнитнойпластиныс пазамидля закрепледыйизполублоковпутемустановки впаэах . ния, полюсных наконечников, а также .обоймы полюсного наконечника, скреплен- невозможность осуществлейия визуального ного с ответным полусердечником, распола- - контроля за качеством формирования глугая при этом их полость стыка над лицевой бины рабочегозазора; влияющего на выход- поверхностью, закрепляют на лицевой сто- ные параметры магнитнойтоловки.роне поверхности обойм немагнитную пла- Наиболее близким по технической сущстину с пазами, плоскость сопряжения ности и достигаемому результату является которых располагается ниже указанной пло- способ изготовления магнитной головки,ОО(71) Вильнюсское конструкторское бюро магнитной записи(56) Авторское свидетельство СССР М 1314377, кл, 6:11 В 5/187,1985.Авторское свидетельство СССР В 1660037,1991.(54) СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТНОЙ ГОЛОВКИ:;57) Изобретение относится к технике магнитной записи, в частности к способам иэ готовления износостойких магнитных .головок, и позволяет повысить качество изготовления за счет возможности обеспечения визуального контроля качества формирования глубины рабочего зазора, Поставленная цель достигается тем, что перед формированием полублоков обоймы 1 и скрепленные между собой полюсные наконечники и ответные полусердечники обрабатывают по радиусу разьема 2, скрепляют их между собой и обрабатывают их лицевые поверхности с радиусом обработки обойм 1, большим радиуса обработки полюсных наконечников, после чего производят их разборку. При формировании полублоков располагают плоскость стйка полюсных наконечников и ответных;полусердечников внутри соответствующих. пазов в обоймах, а внутреннюю поверхноСть полюсных нако-нечников, ограничивающих глубину рабочего зазора, располагают на лицевой поверхности соответствующих обойм. 2 ил, 1728883при котором формируют каждый из полу- блоков путем установки в пазах обоймы полюсного наконечника и ответного полусердечника, располагают при этом их плоскость стыка внутри одного из пазов, обрабатывают. полученные полублоки по плоскости разъема и скрепляют их между собой по указанной плоскости через прокладку рабочего зазора.Указанный способ изготовления достаточно технологичен благодаря использованию соответствующих пазов в обоймах одновременно для установки и закрепления в них полюсных наконечников и ответных полусердечников, поскольку их плоскости стыка располагаются внутри пазов. Однако недостатком его является невозможность обеспечения визуального контроля за качеством формирования глубины рабочего зазора, что в конечном случае сказывается на стабильности и точности выходных параметров изготавливаемых магнитных головок,Цель изобретения - повышение качества изготовления эа счет обеспечения визуального контроля качества формирования глубины рабочего зазора,Поставленная цель достигается тем, что в способе изготовления, при котором формируют каждый из полублоков путем установки в пазах обоймыполюсного наконечника и ответного полусердечника, располагают при этом их плоскость стыка внутри одного из пазов, обрабатывают полученные полублски по плоскости разъема и скрепляют их между собой по указанной плоскости через прокладку рабочего зазора, перед формированием полублоков обоймы и скрепленные между собой полюсные наконечники и ответные полусердечники обрабатывают их лицевые поверхности с радиусом обработки йо Вп.н., где Во - радиус обработки обойм. Вп.н, - радиус обработки полюсных наконечников, скрепленных с ответными полусердечниками, после чего их разбирают, а при формировании полублоков располагают внутреннюю поверхность полюсных наконечников, ограничивающую глубину рабочего зазора на лицевой поверхности соответствующих обойм.На фиг, 1 изображен процесс предварительной обработки обойм; на фиг. 2 - изготовленная магнитная головка по предлагаемому способу.Способ изготовления магнитной головки осуществляется следующим образом.Сформированные из немагнитного материала обоймы 1 предварительно обрабатывают по плоскости разъема 2, снимая часть технологического припуска. Затем их скрепляют между собой, например с помощью винтов 3, обрабатывают лицевую поверхность 4 с радиусом обработки Во,.5 снимая технологический припуск, после чего обоймы 1 разбирают.Аналогичные операции производят дляскрепления между собой полюсных наконечников 5 с ответными полусердечниками 10 с обмотками (на чертеже не показаны).Единственное отличие заключается в том, что обработку полученного магнитопровода по лицевой поверхности 6, служащей в даль.нейшем рабочей поверхностью, контактиру;15 ющей с носителем магнитной записи,осуществляют с радиусом обработки В п.н., . меньшим радиуса обработки йо обойм. Затем скрепленные между собой составные полусердечники в виде полюсных наконечников, скрепленных с ответными полусер дечниками, разбирают и устанавливают ихв обоймы 1 таким образом, чтобы плоскость стыка их располагалась внутри одного из пазов (на чертеже не показан), а внутренняя поверхность, ограничивающая глубину ра бочего зазора 7, совпадала с лицевой поверхностью 4 обоймы 1.Полученные таким образом полублоки 8окончательно дорабатывают по плоскости разъема 9, снимая оставшуюся часть техно логического припуска, после чего через немагнитную прокладку рабочего зазора 7 их скрепляют в блок.Формула изобретения Способ изготовления магнитной голо- .35 вки, при котором. формируют каждый из полублоков путем установки в пазах обоймы полюсного наконечника и ответного полусердечника, располагая при этом их плоскость стыка внутри одного из пазов, 40 обрабатывают полученные полублоки поплоскости разъема и скрепляют их между собой по указанной плоскости через прокладку рабочего зазора, о т л и ч а ю щ и йс я тем, что, с целью повышения качества 45 изготовления за счет возможности обеспечения визуального контроля качества формирования глубины рабочего зазора, перед формированием полублоков обоймы скрепленные между собой полюсные наконечни ки, и ответные полусердечникиобрабатывают по плоскостям разъема, скрепляют их между собой и обрабатывают их лицевые поверхности с радиусом обработки йойп,н где Во- радиус обра ботки обойм, а Вп,н, - радиус обработки полюсиых наконечников, скрепленных с ответными полусердечниками, после чего производят их разборку, а при формировании полублоков располагают внутреннююповерхность полюсных наконечников, огра- лицевой поверхности соответствующихничивающих глубину рабочего зазора, на обойм;
СмотретьЗаявка
4882279, 11.10.1990
ВИЛЬНЮССКОЕ КОНСТРУКТОРСКОЕ БЮРО МАГНИТНОЙ ЗАПИСИ
ЕПИШКИН ЮРИЙ СЕРГЕЕВИЧ, ТРУФАНОВ ВЛАДИМИР ИЛЬИЧ, НАЙКЯЛИС ВИТАС ЮОЗОВИЧ
МПК / Метки
МПК: G11B 5/127, G11B 5/187
Опубликовано: 23.04.1992
Код ссылки
<a href="https://patents.su/3-1728883-sposob-izgotovleniya-magnitnojj-golovki.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления магнитной головки</a>
Магнитная головка

Номер патента: 838721
Опубликовано: 15.06.1981
Авторы: Апарцев, Кравченко, Лексин, Синицын, Харивуло
МПК: G11B 5/22
...м5 ловки.Поставленная цель достигаетсятем, что в магнитной головке, содержащей полюсные наконечники иэ поликристаллического Феррита, рабочий20 зазор, сформированный между полюсными наконечниками, и стекло, расположенное в полости рабочего зазора ис его тыльной стороны, размер глубины рабочего зазора выполнен меньшеили равным среднему диаметру зеренполикристаллического Феррита.На фиг. 1 изображена магнитнаяголовка, вид спереди, на фиг. 2 - изометрическая проекция полюсных нако 30 нечников магнитной головки из поли838721 д сРл. 1 р 7 ф каз 4461/74 ЗНИИП кристаллического феррита, на Фиг,3участок А, вид на рабочий зазорголовки, на Фиг. 4 - участок Б,сечение полюсных наконечников в зонерабочего зазора,Рабочий зазор магнитной...
Устройство для генерации наносекундных видеоимпульсов
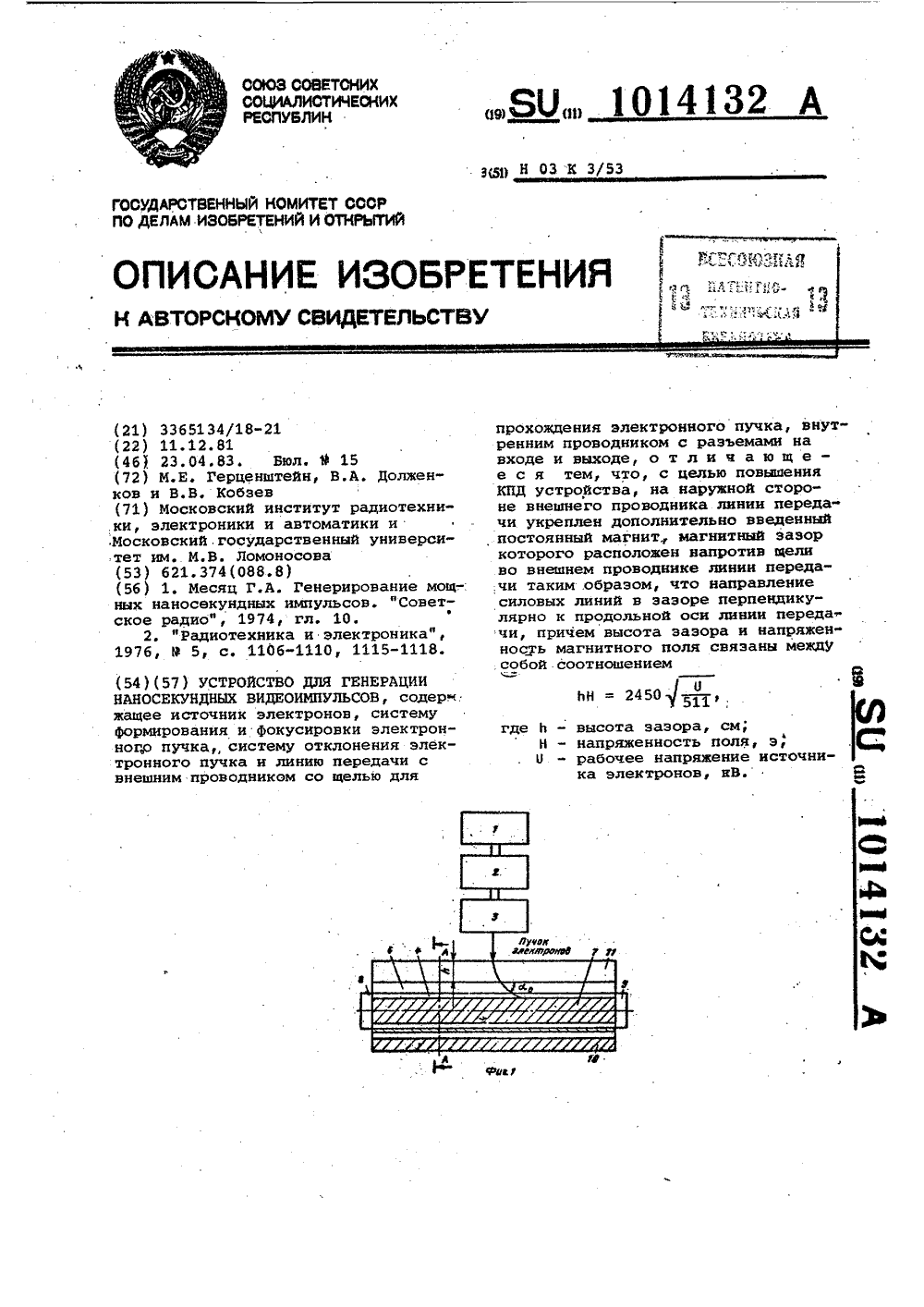
Номер патента: 1014132
Опубликовано: 23.04.1983
Авторы: Герценштейн, Долженков, Кобзев
МПК: H03K 3/53
Метки: видеоимпульсов, генерации, наносекундных
...к скорости света. Электроны с такими скоростями сильно взаимодействуют с магнитным полем волны. Магнитное поле поворачивает электроны и нарушает режим зарядки внутреннего проводника линии, что вызывает падение КПД возбуждения.Целью изобретения является повышение КПД устройства.Поставленная цель достигается гем, что в устройстве для генерации наносекундных видеоимпульсов, содержащем источник электронов, систему формирования и фокусировки элек" тронного пучка, систему отклонения электронного пучка и линию передачи с внешним проводником со щелью для прохождения электронного пучха, внутренним проводником и разъемами на входе и выходе, на наружной сто роне внешнего проводника линий передачи укреплен дополнительно введенный постоянный...
Магнитожидкостное уплотнение

Номер патента: 1237853
Опубликовано: 15.06.1986
Авторы: Горячев, Горячева, Дмитриев, Хохлов
МПК: F16J 15/43
Метки: магнитожидкостное, уплотнение
...полости между полюсными наконечниками 3 и 4 сзазором относительно немагнитной втулки 5.Вал 9 выполнен с кольцевым буртом 12 и снабжен плоскими кольцевыми дисками 13, установленными концентрично валу 9 и поджатыми к бурту 12 с помощью крепежных элементов, расположенных на валу 9. Крепежные элементы представляют собой две гайки 14, навертываемые на резьбу 15 вала 9.Немагнитная втулка 5 состоит из двух участей с взаимосопрягающимися кольцевыми выступами 1 б и 17, соединенными между собой резьбой 18. Стержни 8 вала могут быть установлены наклон но (с углом о) к поверхности вала вПри вращении вала 9 с угловойскоростью И вместе с ним происходит перемещение стержней 8, благодаря чему производится перемещение и диспергирование магнитной...
Коллектор электронного прибора свч
Номер патента: 1240263
Опубликовано: 27.03.1996
Авторы: Балашова, Голеницкий, Еремка, Победоносцев, Сазонов
МПК: H01J 23/027
Метки: коллектор, прибора, свч, электронного
КОЛЛЕКТОР ЭЛЕКТРОННОГО ПРИБОРА СВЧ, содержащий соосно расположенные два разнопотенциальных полых электрода и магнит, отличающийся тем, что, с целью увеличения КПД прибора за счет улучшения рекуперации энергии электронов в коллекторе, второй по направлению движения электронного потока электрод размещен за торцом магнита, при этом величина расстояния L между плоскостями выходного торца магнита и входного отверстия второго электрода определяется выражением1 < L / D < 3,где D - диаметр входного отверстия второго электрода.
Способ изготовления ферритовых магнитных головок с металлическими полюсными наконечниками

Номер патента: 148258
Опубликовано: 01.01.1962
Автор: Швец
МПК: G11B 5/127, G11B 5/21
Метки: головок, магнитных, металлическими, наконечниками, полюсными, ферритовых
...сердечника.В предлагаемом способе, с целью обеспечения строго фиксированного рабочего зазора пол 1 осных наконечников головки без дополнительных регулировок, торцы по:посных наконечников с болыпим технологическим припуском НГлифуГот и полирукт в пакете, затем наконечники соединяют между собои и после приклеивания их и фсрриту технологический припуск удаляют.На фиг. 1, 2, 3, 4 изображена технологическая схема изготовления ГОЛОВОК,В ферритовом кольце 1 делается поперечный прорез 2 и продольный паз 3 Гфиг. 1) с помощью ультразвука, Торцы 4 полюсных наконсчников 5 (фиг. 2) с большим технологическим прниуском предварительно шлифуются и полируются в пакете, что обеспечивает требуемое качество ОбрабОтки. Затем нако 11 ечникн сосдиГГяктс 1 междх...
Предыдущий патент: Способ расположения цифровой информации на магнитной ленте
Следующий патент: Многоканальная магнитная головка
Случайный патент: Методическая печь