Способ изготовления гофрированных профилей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
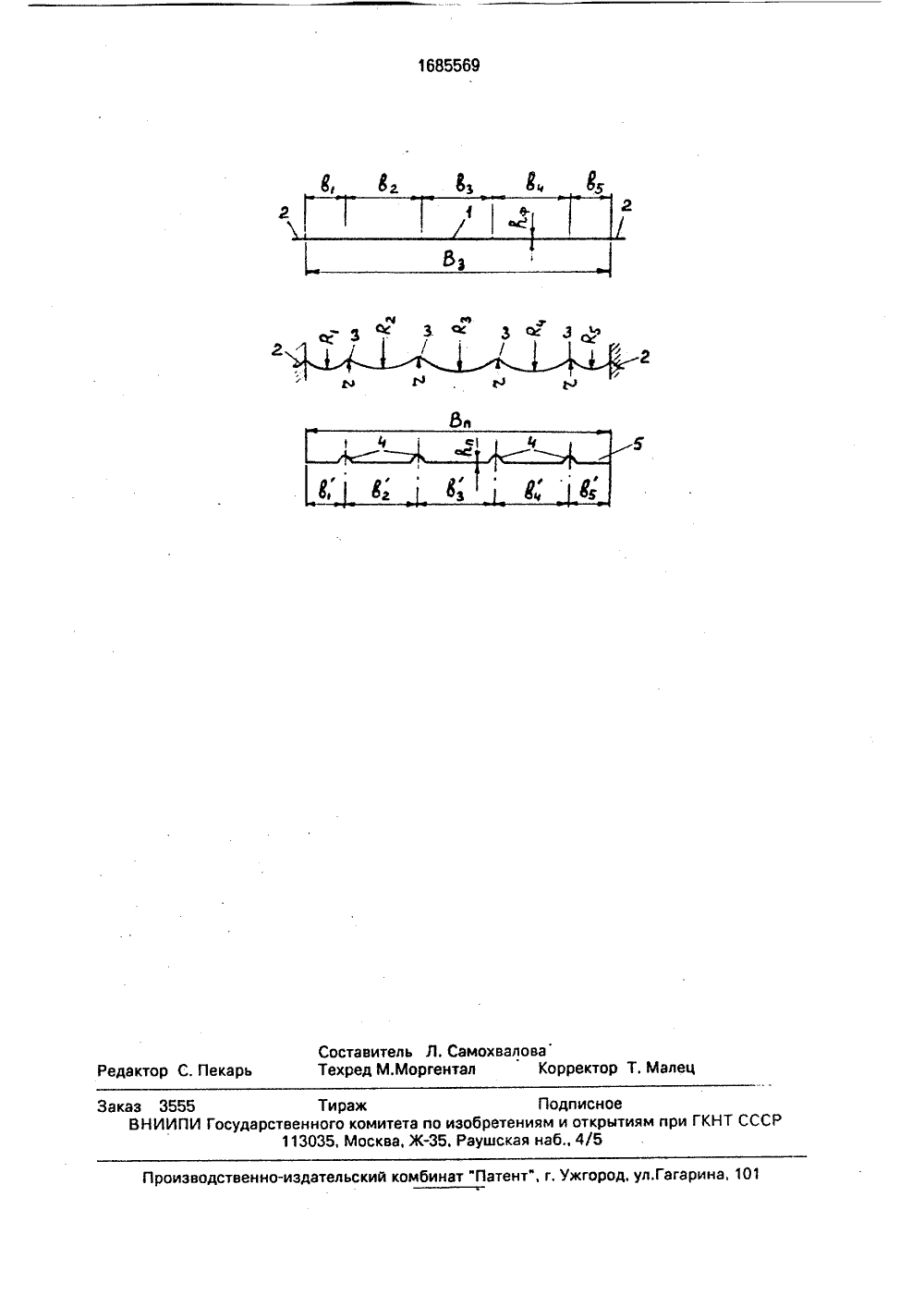
(51)5 В 21 О 5/06 АНИЕ ИЗОБРЕТ И гофрированных проф изобрете ИР - уменьш ла при оптефальном ка плоской заготовке пре ляют среднюю фактич рину плоских участков средней фактической стимой толщин и разм готовом профиле. Зат подвергают поперечн тем их изгиба по дуге о лении, противополо вытяжки гофров. Вели этих участков определ висимости. Способ по ход металла, 1 ил. лургическии ко.А.Плес хом тво СССР 6, 09.08,8 ФРИРО аботке ме спользова ногнутых отке ме- ользовао гнутых В свою очередРт= . Вн Пн быть ис холодн проката вля ется птималь Рф=Вф Ьф у, где- длина полосы Вн и Вф - соотвеи фактическая ширин у = 7,85 - плотн йф - средняя факлосы, СО меньшеом качема реализации еляю отов сре слОчевидно, что Рт 1- Вн РфВф Так как рулоны резной кромкой, то лется в рулоне вес пределах 1 мм) и В замером (ширины ру Тогда йф = Вн Ьн(в осно пающ ором ре азан те инальн ициент ого Рт ото вкиы), постуГОСУДАРСТВ Е ННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(54) СПОСОБ ИЗГОТОВЛЕНИЯВАННЫХ ПРОФИЛЕЙ(57) Изобретение относится к обталлов давлением и может быть ино при производстве холод Изобретение относитс таллов давлением и может но при производстве гофрированных профилей Целью изобретения я ние расхода металла при о стве профилей. На чертеже показана с способа,Предварительно опред фактическую толщину за щим образом. На каждом рулоне заг ном холоднокатаной полос на стан 0,5 - 2,5 х 300-1500 лизуется предлагаемый сп ретический вес (масса) рул толщины пн и "переводной равный отношению теор фактического Рф весов рулилей прока 1 а. Цель ение расхода металчестве профилей, На дварительно опредеескую толщину и шис учетом отношения и минимально допуеров этих участков на ем плоские участи ому растяжению пукружности в направжном направлению чину радиуса изгиба яют по расчетной зазволяет снизить расв рулоне;тственно номинальнаяы полось;ость стали;тическая толщина по 7 Вн пну Вф, Ьфступают только с обирина полосы колебма незначительно (в определяется однимКроме средней фактической толщинызаготовки Ьф предварительно определяютширину плоских участков заготовки Ь 1, Ь 2,Ьз и Ь 4,Ьп с учетом их размеров на готовомпрофиле Ь 1, Ь 2, Ьз, Ь 4 Ьп и коэффициентаЬуширения Ку =, где И - минимально допустимая толщина полосыВзаг Ь 1(Ь + Ь 2 + ЬЗ + Ь 4)где Взаг- К - ширина заготовки без шиВ азврины двух крайних технологических гофрови с учетом коэффициента уширения;Вразв - ширина развертки сечения готового профиля.В пеовом черновом проходе плоскиеучастки заготовки 1 поцвергаются поперечному растяжению изгибая их по дуге г,кружности радиусом й, величина которогоопределяется по зависимости0,22 Ь Я+ Ь 2/3)йф- Ьгде Ь - ширина соответствующего плоскости участка заготовки,мм;В - радиус изгиба участка заготовки шириной Ь.При этОм ОколокромОчные участки 2 зажимаются валками (например, с образованием технологических гофров),Участки полосы 3, соответствук)щиевершинам будущих гофров, формируютсярадиусами гй, в результате чего в этихместах толщина. полосы будет несколькоменьше, чем на плоских участках Ь 1-Ь 5(толщина мест изгиба на готовых профилях неконтролируется), В последующих переходахпроизводится формообразование гофров 4с освобождением от зажатия краевых участков 2, Готовый профиль 5 имеет толщинуЬй. Технологические гофры могут обрезаться или же (при достаточной пластичности металла) "расправляться" в чистовыхпроходах.Величина радиуса г может быть принятаравной(1,7-2)гк(критического радиуса изгиба),П р и м е р. Гофрированный профиль 735х 23 х 2 мм из ст, 09 Г 2 имеет разверткусечения длиной 801 мм, Средняя фактическая толщина заготовки Ьф = 1,95 мм, минимально допустимая толщина полосы (и профиля) Ь = 1,82 мм, т,е. полосу можно уширить в 1,95:1,82 " 1,07 раза и взять заготовку шириной 801:1,07=749 мм, а с учетомширины развертки двух технологическихгофров - 749+ 2 15- 779 мм (после формовки эти гофры удаляются).Параметры готового профиля Ь 1, Ь 2, Ьзи Ь 4(фиг, 1) соответственно равны 170, 250,250 и 65 мм.15 Ширина плоских уширяемых участ/ковР Р Рзаготовки: Ь 3:Ь 2:ЬЗ:Ь 4Ь 1:Ь 2 .ЬЗ:Ь 434:50:50:13, т.е, Ь 1-173 мм, Ь 2- Ьз = 255 мм,Ь 4- 66 мм.Величина радиусов изгиба: г = 2 гк = 220 0,44 2 = 1,8 мм; й = 0,22 Ьл(йф +12/3)/Н 1 Д ,2 147 мм. 82 = Вз" 216мм; В 4 = 60 мм (величины В берут минимальными для обеспечения наибольшегоуширения плоских участков и, таким обра 25 зом, максимальной экономии металла),Технико-экономическое преимуществоописанного способа перед известным заключается в уменьшении расхода металлаориентировочно на 3.30 Формула изобретенияСпособ изготовления гофрированныхпрофилей, включающий формообразованиегофров и пластическое поперечное растяжение заготовки путем изгиба плоских участ 35 ков по дуге окружности, радиус которойопределяют по расчетной зависимости, внаправлении, противоположном вытяжкегофров,отличающийсятем,что,сцельюуменьшения расхода металла при оптимал ь 40 ном качестве профилей, величину радиусаизгиба плоских участков заготовки В определяют по зависимости0,22 Ь Ь + Ь 2 Д)где Ьф-средняя Фактическая толщина полосы, мм;Ь - минимально допустимая толщинаполосы (профиля) мм;Ь - ширина плоских участков изгиба полосовой заготовки, мм,1685569 8 8 а Вз Ки 8ЮзбСоставитель Л, Самохвалова Редактор С. Пекарь Техред М.Моргентал Корректор Т, Мал аказ 3555 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ ССС113035, Москва, Ж, Раушская наб 4/5изеодстеенно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 1
СмотретьЗаявка
4656153, 28.02.1989
МАГНИТОГОРСКИЙ МЕТАЛЛУРГИЧЕСКИЙ КОМБИНАТ ИМ. В. И. ЛЕНИНА
АНТИПАНОВ ВАДИМ ГРИГОРЬЕВИЧ, ПАХОМОВ НИКОЛАЙ ТРОФИМОВИЧ, ПЛЕСНЕЦОВ ЮРИЙ АЛЕКСАНДРОВИЧ, ЯНЧИНСКИЙ АНАТОЛИЙ ПЕТРОВИЧ
МПК / Метки
МПК: B21D 5/06
Метки: гофрированных, профилей
Опубликовано: 23.10.1991
Код ссылки
<a href="https://patents.su/3-1685569-sposob-izgotovleniya-gofrirovannykh-profilejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления гофрированных профилей</a>
Устройство для регулирования толщины и профиля полосы

Номер патента: 538750
Опубликовано: 15.12.1976
Авторы: Горелик, Клименко, Поваляев
МПК: B21B 37/16
Метки: полосы, профиля, толщины
...чертеже показана схема предлагаемого устройства для регулирования толщины и профиля полосы,Устройство содержит опорные валки 1, подушки 2, подшипники 3, гидроцилиндры 4 и 5, станину 6, задатчик 7 толщины, задатчик 8 профиля, функциональный преобразователь 9, сумматор 10, регуляторы 11 и 12 давленик, датчик 13 толщины, датчик 14 профиля и гидравлические насосы 15 и 16.Устройство работает следующим образом.При помощи задатчика 7 толщины вручную или автоматически в зависимости от требуемой толщины йз задается суммарное усилие Р в гидроцилиндрах 4 и 5, равное половине давления металла на валки. Этот сигнал поступает на вход функционального преобразователя 9, в котором в зависимости от требуемого профиля полосы (Л) вырабатывается...
Система регулирования толщины и профиля полосы

Номер патента: 1057136
Опубликовано: 30.11.1983
Авторы: Гринчук, Гул, Данилюк, Долгов, Дубейковский, Закс, Кондаков, Кузнецов, Осмоловский, Петров, Страшко, Тропин, Хен, Чабанов
МПК: B21B 37/16
Метки: полосы, профиля, толщины
...25 толщины, служащий для на- Зо стройки стана на абсолютный параметр,Система работает следующим образом.В режиме настройки клети на заданный размер обеспечивается заполнение полостей гидравлических контуров измерительного канала, канала противоизгиба и двухкамерного силового гидроцилиндра. От насосной установки (не показана) через открытый 40 запорный клапан 5 и регуляторы 16-18 давления заполняются измерительный 2, противоизгиба 6 и двухкамерный силовой 9 гидравлические цилиндры. При этом в гидроцилиндре противоизгиба создается давление по сигналу блока 15 формирования управляющего сигнала в соответствии с выбранным с.ртаментом. Двухкамерный силовой цилиндр занимает требуемое положение по сигналу датчика 20 положения (связь датчика...
Устройство для регулирования толщины и профиля полосы

Номер патента: 1271602
Опубликовано: 23.11.1986
Авторы: Горелик, Дунаевский, Криклий, Поваляев
МПК: B21B 37/30
Метки: полосы, профиля, толщины
...разности давлений Р = Рв - Рв траверса 7, поворачиваясь вокруг оси подушки, создаетна тяге 11 усилие противоизгиба, апри отрицательной - усилие дополни- .тельного изгиба. Эти силы через тягу11 передаются на подушку 5 установленную на удлиненной шейке рабочеговалка 2.В случае отклонения режима про- О катки от номинального и необходимости снижения силы противоиэгиба (дополнительного изгиба) новое соотношение сил в гидроцилиндрах 8 и 9 вычисляется по уравнениям (1) и (2)блоком 16 управления и передается нарегуляторы 14 и 15 давления, которыев этом случае работают в двух режимах.При первом режиме усилие проти- ЗО воизгиба (дополнительного изгиба) необходимо снизить, т.е. уменьшитьперепад давлений в гидроцилиндрах8 и 9, В этом...
Система автоматического регулирования толщины и профиля полосы проката

Номер патента: 492858
Опубликовано: 25.11.1975
Авторы: Гесслер, Горелик, Додока, Елишевич, Клименко, Котов, Меерович, Яланский
МПК: G05D 5/00
Метки: полосы, проката, профиля, толщины
...приводол 1 9 включающая решающий блок 10, толшиномер 11, гидропривод 12 противоизгиба валков ,и функциональный преобразователь 13.При прохождении полосы через клеть 1 , и толшиномер 11 сигнал, пропорциональный фактической толщине поступает в блок 10, : где решается уравнениеФ ф 6 ау-фр 1 Еуо. (1)Сигнал ошибки управляет приводом 9 нажимных винтов 7,. которые изменяют межвалковый зазор до тех пор, пока он не войдетв пределы допуска (ИдолОдновременно сигнал, пропорцпональньй ,изменению межвалкового зазор б 5, посту.пает от датчика 8 функциональный пр.обц- зователь 13,.решающий уавнпиеЫ (3)3Ягде Ы; М; Х - жесткости клети валкок ввой,системы от усиляя противоизгпба и усилия прокатки соответственно.В функциональный преобразователь 13 вводится...
Система автоматического регулирования толщины и профиля полосы проката

Номер патента: 1041995
Опубликовано: 15.09.1983
Авторы: Голубченко, Горелик, Елишевич, Мирша, Старицкий, Яланский
МПК: G05D 5/00
Метки: полосы, проката, профиля, толщины
...этом датчик давления жидкостив гидроцилиндрах протиноиэгиба валков соединен с первым входом блокасравнения, выход которого соединен с 4 Овходом принода нажимных винтов, авторой вход - с каналом задания давления жидкости в гидроцилиндрах противоизгиба валков.На чертеже представлена схема .45системы регулирования,Система содержит рабочую клеть 1с верхним рабочим валком 2 и подушкой 3, гидроцилиндрами 4 противоиэгиба рабочих валков, подушкой 5 инижним рабочим валком б, нажимныкивинтами 7 с датчиком 8 перемещениянажимных винтов и принодом 9, блок 10.сравнения, толщиномер 11, гидропривод 12 протиноизгиба валков, Функциональный преобразователь 1.3, датчик14 давления жидкости и блок 15 сравнения и Формирования выходного сигнала.Система...
Предыдущий патент: Трубосварочный стан для изготовления прямошовных труб
Следующий патент: Валок для формовки профилей высокой жесткости
Случайный патент: Трубчатая печь