Способ создания искусственного дефекта в сварном соединении
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1669675
Авторы: Горбачевский, Мамон
Текст
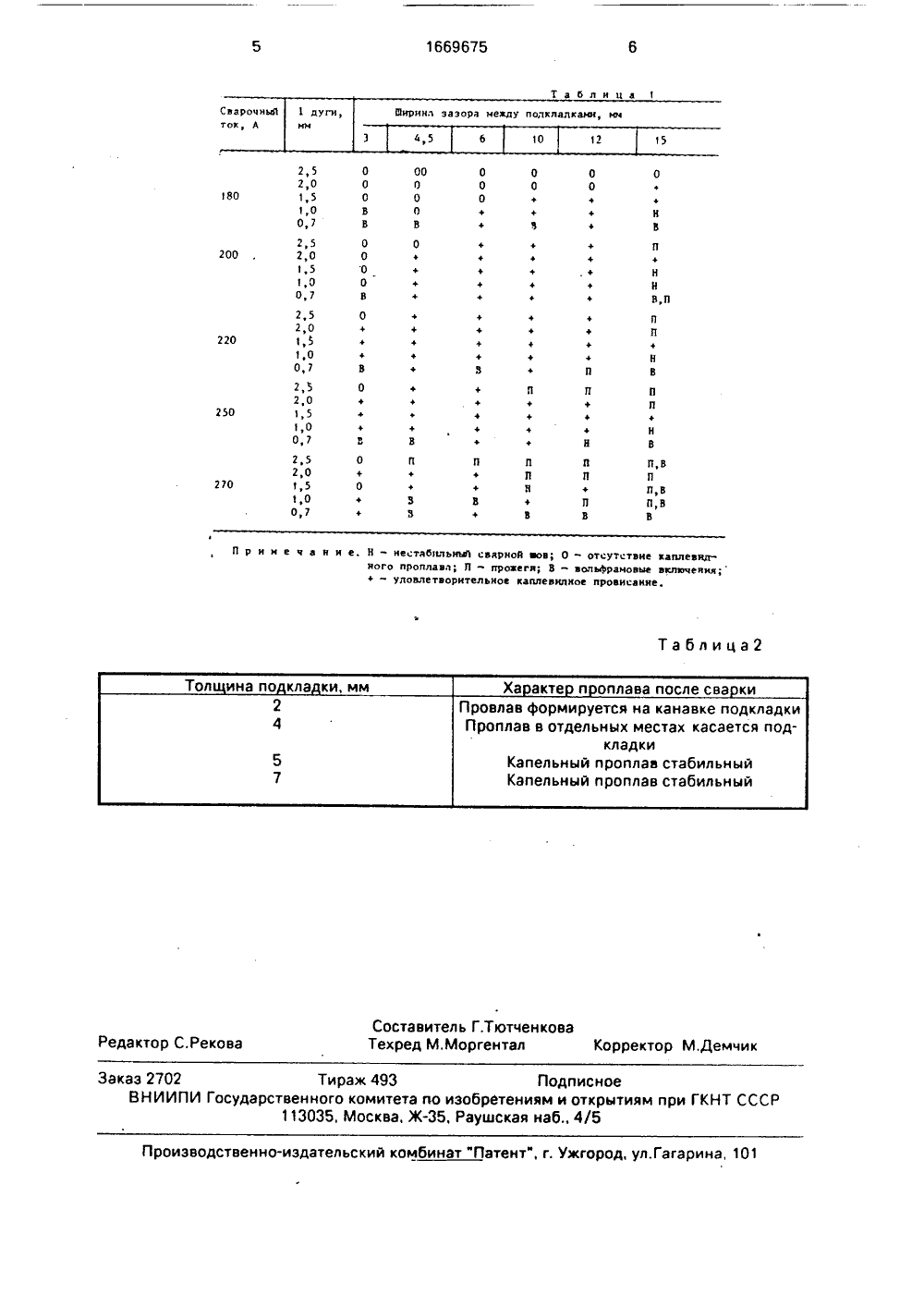
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 1)5 В 23 К 31/ ТЕНИ птимальнойдл дуги для даннои толщ проиэеодят щей иэ двух ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯПРИ ГКНТ СССР ИСАНИЕ ИЗОБР РСКОМУ СВИДЕТЕЛЬСТВ(56) Авторское свидетельство СССРМ 903035, кл. В 23 К 28/00. 1980.(54) СПОСОБ СОЗДАНИЯ ИСКУССТВЕННОГО ДЕФЕКТА В СВАРНОМ СОЕДИНЕНИИ(57) Изобретение относится.к металлургии,в частности к способам получения дефектовв сварных швах, преимущественно легкихсплавов, для исследования их влияния нарабочие характеристики сварных соединений, Цель изобретения - повышение стаИзобретение относится к металлургии, в частности к способам получения дефектов в сварных швах, преимущественно легких сплавов, для исследования их влияния на рабочие характеристики сварных соединений, и может быть использовано в исследовательской работе. В создании данного дефекта возникает необходимость при установлении норм дефектов в нормативно-технической документации,Цель изобретения - повышение стабильности, точности и достоверности получения дефектов типа каплевидное проеисание проплаеа в сварных швах, преимущественно легких сплавов.Сущность способа заключается в сборке стыка на подкладках, с шириной зазора между ними 1,5-4,0 толщин свариваемых кромок и глубиной не менее 1,5 толщины кромок, а сварку ведут на токах, превышающих величину оптимального сварочного тока на 10-40(, и длине дуги 0,3-0,7 ЯО, 16696 бильности и точности при получении дефекта типа каплееидное проеисание проплава, преимущественно при сварке легких сплавов. Для получения дефекта сборку стыка осуществляют на двух подкладках с шириной зазора между ними 1,5-4 тол щин свариваемых кромок. Глубина зазора должна быть не менее 1.5 толщины сеариеаемых кромок. Сварку ведут на токах, превышающих величину оптимального сварочного тока для данной толщины от 10 до 40. Длина дуги при этом составляет 0,3-0,7 оптимальной длины дуги для данной толщины. Способ гарантирует получение каплевидного провисания проплава в требуемом месте. 2 табл,Сборку свариваемого стыкана составной подкладке (состоястальных пластинок),При величине зазора в менее 1,5 д, где д - толщина кромок, жидкий металл расплава сварного шва со стороны проплава касается торцевых поверхностей стальной подкладки и происходит принудительное его охлаждение и, как следствие, отсутствие капель в проплаве. Увеличение ширины зазора более 1,5 д необходимо для создания процесса. обеспечивающего периодически неустойчивое состояние, приводящее к образованию капли в проплаве. Формирование капли возможно эа счет локального периодического перегрева металла, возникающего при наложении тепловых потоков при сварке и тепловом подпоре от охлаждающей подкладки. В этих местах скачкообразно меняется вязкость расплавленного10 15 20 25 30 35 40 45 50 алюминия, силы поверхностного натяжения, погружается дуга, что приводит к образованию капли. Чем больше расстояниемежду подкладками, тем больше периодмежду наложениями тепловых потоков ирасстоянием между получаемыми каплями,Однако увеличение величины зазора более4 д приводит к нестабильности размеровсварочной ванны и сварного шва, появлению прожогов и значительных занижений,т.е, создаются условия характерные как длясварки "на весу",Если глубина зазора менее 1,5 б, то присварке происходит касание проплавом поверхности технологической оснастки, чтозатрудняет или делает невозможным образование капельного проплава.Увеличение сварочного тока на 10-40 выше оптимального при сварке данной толщины, обеспечивает повышение общего иудельного давлений сварочной дуги на расплав, формирования большего объема жидкого металла и образования капель впроплаве. Увеличение сварочного тока выше 40 приводит к образованию прожогов,а менее 107 ь не обеспечивает требуемогоувеличения общего и удельного давленийсварочной дуги, образования достаточногоразмера жидкой ванны, снижения вязкостии силы поверхностного натяжения для формирования каплевидного провисания проплава,Величина длины дуги выбрана при сварке, исходя из условия увеличения удельногодавления сварочной дуги на расплав, Еслидлина дуги менее 0,3 б, то возможно касание электродом расплава при сварке и образования дефектов гиоа вольфрамова:.включения, а более 0,7 Ы не влияет на процесс сварки и формирование требуемоопроплава,П р и м е р. Необходимо получить дефекттипа каплевидное провисание проплава повсей длине образца при сварке пластин сплава АМгб толщиной 3 мм. Оптимальный режимавтоматической аргонодуговой сварки 1 с =180 Ф А Чсв 18 м/ч, 1 д мм. Присадочнаяпроволока - св,АМГ 6, диаметр 2 мм.При сварке испольэовали две подкладки из нержавеющей стали.Результаты экспериментов по сваркепри различных условиях и режимах приведены в табл.1,По результатам испытаний, приведенных в табл.1, можно отметить, что стабильное получение требуемых дефектов обеспечивается при следующих условиях; ток сварки 200-250 А (на 10 - 40 выше оптимального 180 А), длина дуги 1,0 - 2,0 мм (что составляет 0.3-0,7 от оптимальной 3 мм) и ширина между подкладками 4,5-12 мм (что в 1,5 - 4 раза больше толщины металла).На режиме се = 220 А,д = 1,5 мм и Чсв = 18 м/ч с шириной канавки 9 мм проведены испытания по сварке листов сплава АМг 6, толщиной 3 мм с целью определения оптимальной глубины зазора (толщины подкладки).Результаты эксперимента приведены в табл.2.Результаты, приведенные в табл.2, позволяют сделать вывод о получении стабильного дефекта при наличии канавки глубиной более 5 мм (т,е, 1,5 толщины свариваемых кромок), Максимальная толщина подкладки определяется исходя из условий удобности их использования в эксплуатации и может быть принята ориентировочно равной 2,Предлагаемый способ получения дефекта типа каплевидное провисание проплава позволяет гарантированно получать данный дефект в требуемом месте (или по всей длине) сварного шва, Способ позволяет значительно (до 10 раз) экономить материалы, электроэнергию и трудозатраты в исследовательской работе,Формула изобретения Способ создания искусственного дефекта в сварном соединении, при котором осуществляют сборку пластин встык и сварку, о т л и ч а ю щ и й с я тем, что, с целью повышения стабильности и точности при получении дефекта типа каплевидное провисание проплава, преимущественно при сварке легких сплавов, сборку стыка осуществляют на двух подкладках с шириной зазора между ними, равно от 1,5 до 4 толщин свариваемых кромок. и глубиной зазора не менее 1,5 толщины свариваемых кромок, а сварку ведут на токах, превышающих величину оптимального сварочного тока для данной толщины 10-40 и длине дуги составляющей 0,3-0,7 оптимальной длины дуги для данной толщины.1669675 Таблица 1 1 дуги,Сварочныйток, А Н 1 иринп зазора меклу подкладками мм Э 4,5 6 10 12 15 0 00 0 0 0 0 0 0 0 В 0 + В В + 180 200 220 250 270 П р и и е ч а н н е. Н - нестабильный сварной юв; 0 - отсутствие каплевидного проплава; П - провеги; В - вольфрамовые вклпчениа; + - удовлетворительное каплевипное провисанне. Таблица 2 Составитель Г.ТютченковаТехред М. Моргентал Корректор М,Демчик Редактор С.Рекова Заказ 2702 Тираж 493 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101 2,5 2,0 1,5 1,0 0,7 2,5 2,0 1,5 1,0 0,7 2,5 2,0 1,5 1,0 0,7 2,5 2,0 1,5 1,0 0,7 2,5 2,0 1,5 1,0 0,7 0 0 0 0 В П П В ПННВ,П П,ВПП,ВП,ВВ
СмотретьЗаявка
4730587, 18.08.1989
ПРЕДПРИЯТИЕ ПЯ А-1147
МАМОН МИХАИЛ ДАНИЛОВИЧ, ГОРБАЧЕВСКИЙ АЛЕКСЕЙ ВИКТОРОВИЧ
МПК / Метки
МПК: B23K 31/12
Метки: дефекта, искусственного, сварном, соединении, создания
Опубликовано: 15.08.1991
Код ссылки
<a href="https://patents.su/3-1669675-sposob-sozdaniya-iskusstvennogo-defekta-v-svarnom-soedinenii.html" target="_blank" rel="follow" title="База патентов СССР">Способ создания искусственного дефекта в сварном соединении</a>
Способ нагрева кромок стеклянного листа, преимущественно при изготовлении стеклопакетов

Номер патента: 939412
Опубликовано: 30.06.1982
Авторы: Кирдо, Лебедев, Масалов, Попов, Сидоренко
МПК: C03B 23/24
Метки: изготовлении, кромок, листа, нагрева, преимущественно, стеклопакетов, стеклянного
...сети переменного тока через дроссельПри нагреве кромок стекла блокуправления осуществляет поочереднуюподачу управляющих сигналов черезрдвные проме:утки временипорядкадолей секунды) нд упрдвляс)щие цеписиловых вентильных контдкторов 5 илиб. В результате этого высокое напряжение примерно равное в начале гроцессд б кВ нд 1 метр длины кромокот вторичных обмоток трансформаторов3 и ч поочередно подается к угламверхнего листа Д и С или 3 и Э . Величина тока, протекающегс по чагреваемым кромкам, опрсделяется программой, одинаковой для обоих трансформаторов 3 ии реализуемой изменением Фазы управляощих сигналов свыхода блокауправления,Данная схема позволяет использовать свойства нелинейности сопро:ивления разогретого стекла 1 с повышением...
Станок для резки кромок полых изделий, преимущественно кварцевых тиглей

Номер патента: 1054312
Опубликовано: 15.11.1983
Авторы: Головатенко, Дарага, Пометун, Факторович
МПК: C03B 33/06
Метки: кварцевых, кромок, полых, преимущественно, резки, станок, тиглей
...в виде подвижного во втулке держателя со съемной вставкой с закрепленным на ней абразивом,Целесообразно каждый эажимной кулачок выполнять с поперечным пазом и соединять с рычажным патроном осью, смонтированной между опорными поверхностями кулачка.Исполнение патрона в вертикальном положении и снабжение его опорой позволяет устанавливать изделие на патрон, передавая вес изделия через опору на корпус патрона, Тем самым усилие зажима изделия снижается на величину необходймую для создания силы трения между кулачками к изделием, равную весу заготовки.Каждый кулачок патрона смонтирован на рычаге на оси и имеет две опорные поверхности, контактирующие с внутренней поверхностью изделия и разделенные пазом. В этот паэ входит кромка режущего диска,...
Способ сварки трехфазной дугой

Номер патента: 1712093
Опубликовано: 15.02.1992
Авторы: Вавуло, Гудков, Иванов, Мамон, Морочко, Новиков, Ржанов, Токарев
МПК: B23K 9/167
Метки: дугой, сварки, трехфазной
...кромками на глубину Л= 0,1- 0,2 от толщины кромок Н, подачи присадочной проволоки 6 в сварочную ванну 7 в процессе горения дуги между первым электродом 3, расположенным спереди, и дномсварочной ванны 7, сварки с обратной последовательностью чередования фаз на режиме, обеспечивающем коэффициенты токав изделии и тока в электродах от 1,5 до 1,7 иот 1,1 до 1,5 соответственно.Превышение первого электрода над вторым на 2 мм использовали для улучшения условий подачи присадочной проволоки. Вылет первого электрода из сопла устанавливали равным 20 мм, расстояниемежду электродами - 5-6 мм.Расплавленный металл давлением дуг вытеснялся по сторонам сварочной ванны и по мере продвижения сварочной горелки переносился назад, образуя сварной...
Устройство для нагрева кромок стеклянного листа при изготовлении, преимущественно, стеклопакетов

Номер патента: 608464
Опубликовано: 25.05.1978
МПК: C03B 23/00
Метки: изготовлении, кромок, листа, нагрева, преимущественно, стеклопакетов, стеклянного
...напряжения, поданного к сварочно электродам, для короткой стороны стекла на величину, определенную отношением первичной и вторичной обмоток 15 и 22 для предотвращения перегрева коротких сторон. Автотрансформатор 21 имеет несколько ответвлений, которые соединяются с соответствующими контактами на пер" вом и втором секционных переключателях 23 и 24, имеющих регулируемые движки 25 и 26. Движок 25 перемещается для подачи выбранного уровня напряжения через нормально разомкнутый кон" такт 27 к верхнему концу первичной обмотки сварочного трансформатора 7, Подвижный движок 26 второго секционного переключателя соединен через нормально разомкнутый релейный контакт; 28 также с верхним концом сварочйого трансформатора 7. Нижний конец этой обмотки...
Способ дуговой сварки тонколистовых элементов

Номер патента: 1004050
Опубликовано: 15.03.1983
Авторы: Бойченко, Жданов, Лысак, Медко, Мельников, Шилов
МПК: B23K 28/00
Метки: дуговой, сварки, тонколистовых, элементов
...кромок при сборке, схема; на фиг. 2 - действие приложенных сил во время сварки, схема; на фиг. 3 - сварное соединение после сварки.Способ заключается в следующем, Свариваемые листы собирают внахлестку и верхНий лист 1 прижимается к опорной поверхности 2 прижимом, который состоит из набора собранных вплотную отдельных элементов 3, передающих усилие прижатия Р свариваемой кромке на длине, равной толщине прижимного элемента и не превышающей длины сварочной ванны 4.Прижимные элементы располагают на всей длине свариваемого стыка на расстоянии от оси шва, равном не более половине ширины сварочной ванны, поэтому во время расплавления свариваемых кромок каждый элемент 3 прижима обеспечивает постоянный силовой контакт с кромкой 1 и совершает...
Предыдущий патент: Способ электрошлаковой наплавки
Следующий патент: Паста для пайки и лужения электрорадиоэлементов
Случайный патент: Счетчик импульсов