Способ изготовления форм по выплавляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
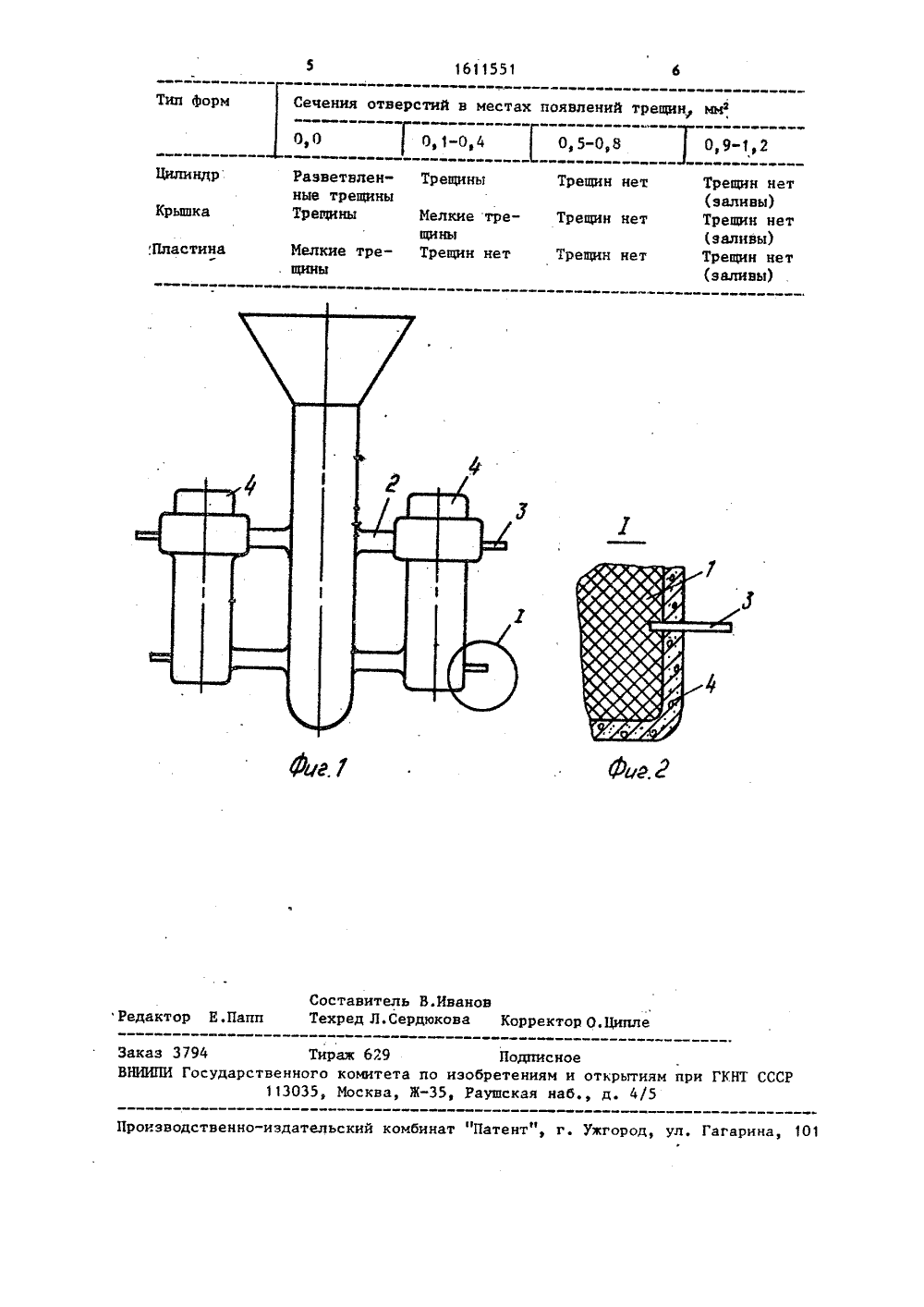
(71) МГТУ им. Н.Э,Б72 А.В. омов В. У 45 уман итеиноизго ческиабл. руднен его выхНа фиг. 1 пр ия способа; на веден пример выполнеФиг. 2 - узел Т на образо моделей, из комодельного состребуемого сече1 е). Далее Формум путем, т.е.обсыпают огнсушат, отверждго слояПеред В тех местахзатруднен выходукрепляют шипы(данные в таблиготовляют обычнь ва,я и огру- упоржают в суспенэию ным материалом, так до последне ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯМПРИ ГКНТ СССР(54) СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ(57) Изобретение относится к л му производству, в частности к товлению Форм по выплавляемым моделям для получения отливок сложной ,конфигурации с развитой поверхностью. Цель изобретения - улучшениекачества Изобретение относится к литейному производству, в частности к способам изготовления Форм по выплавляемым моделям.Цель изобретения - улучшение качества оболочек при выплавлении моделей за счет предотвращения появления трещин в местах наиболее удаленных от литниковой системы.Согласно способу изготовления форм по выплавляемым моделям, заключающемуся в покрытии моделей путем нанесения огнеупбрного материала со связующим, сушке, выплавлении модельного состава, прокаливании в процессе выплавления, модельный состав удаляют оболочек при выплавлении моделеи за счет предотвращения появления трещин в местах, наиболее удаленных от литниковой системы. На модели перед нанесением слоев Формы устанавливают шипы, имею-щие в поперечном сечении 0,5-0,8 мм и выполненные в виде пластин или стержней, которые удаляют иэ Формы механическим путем, выплавлением, растворением, выжиганием, после чего в форме остаются отверстия для выхода модельного состава. Такой способ обеспечивает получение. форм сложной конфигурации беэ трещин по компактным медельным составам как при традиционном способе изготовления Форм, так и д при ускоренном (с поджиганием), что Е значительно расширяет технологи е воэможности способа. 2 ил., 1 тС: эа пределы формы через отверстия, расположенные в местах, из которых запособ осуществляется следующимлением или в процессе выплавления модельного состава шипы удаляют из формы. Выплавление проводят любым иэ известных сцособов. При эгом модельный состав вытекает иэ Аориы как че 5 рез литниково-питающую систему, так и через отверстия, образованные шипами, что снижает напряжения в Аорме при плавлении модельного состава и тем самым предотвращает образование в ней трещин. Затем форму нрокаливают, После нрокаливания отверстия заклеивают смесью жидкого стекла с пыпевидным огнеупорным материалом или оставляют открытыми, если их размеры незначительны.П р и м е р ы. Способ опробовали при изготовлении формы.для отливки детали гидроаппаратуры (фиг. 1 и 2).Для получения моделей использовали компактный модельный состав Ри ИВС-ЗА, При изготовлении формы из" вестными способами в процессе выплавления в ней образовывались трещины. 25 На боковой поверхности модели 1 с противоположной.от литника 2 стороны впаивали два металллических шина 3 в виде пластинок толщиной О, 1 мм, ширинои 5 мм и высотои 15 мм или В 30 виде кусков проволоки диаметром 1 мм и длиной 15 мм. После этого модель погружали в суспензию, состоящую из гидралиэованного малым количеством воды этилсиликата и пылевидного кварца. В качестве растворителя использо 35 валась ЭАФ. После окунания модели 1 обсыпали ее кварцевым песком зернистостью 0,2-0,315, затем сушили на воздухе в течение 1 ч и отверждали в парах аммиака 5"10 мин. После отверждения пятого слоя шипы 3 вынимали и форму ч погружали в кипящую воду для выплавления модельного состава, который удаляйся через образованные шипами отверстия. Трещины при выплавлении не образовывались. Отверстия, образованные шипами в виде пластин, не заклеивали, так как в этом не было необходимости, а отверстия, полученные после удаления шипов 3 в виде кусков проволоки, заклеивали смесью жидкого стекла с пыпевидным кварцем. При реализации предлагаемого способа были опробованы выплавляемые(изготовленные из парафина) шипы, которые имели более низкую температуруплавления, чем материал модели, и выплавлялись в первую очередь, образуяотверстия в форме.Также опробовали выжигаемые шипы(изготовленные иэ целлулоида, пенополистирола) при выплавлении в печис температурой 800 С. йпы выгоралидо начала выплавления, а модельныйсостав выливался через литниково-питающую систему и отверстия в форме,стекая в поддон,Кроме того, испольэовали шипы, растворимые в воде (изготовленные из технической мочевины) и в ацетоне (иэ енополистирола). Формы с шипами из мочевины помещали в холодную воду, где шипы растворялись. Р 1 ипы иэ пенополистирола удаляли в ацетоне. После удаления шипов модели выплавляли в кипящей воде.Таким образом, предлагаемый способ изготовления форм по выплавляемым мо-, делямпозволяет предотвращать растрескивание форм при выплавлении моделей и расширить технологические возможности способа при изготовлении форм сложной конфигурации при использовании компактных модельных составов.Формула изобретенияСпособ изготовления форм по выплавляемым моделям, включающий установку на модели шипов, нанесение суспензии, сушку, вьпчлавленне модельного состава, удаление шипов и прокаливание формы, о т л и ч а ю щ и й с я тем, что, с целью улучшения качества оболочек при выплавлении моделей за счет предотвращения появления трещин в местах, наиболее удаленных от литниковой системы, удаление шипов иэ формы осуществляют перед выплавлением модельного состава, прн этом используют шипы с площадью поперечного сечения 0,5-0,8 кч.1611551 Сечения отверстий в местах появлений трещин, мм Тип Формвв авю ЮеееО, 1 шшт ваш мшЮЮшатшивн ш0,4 0,5-0,8 0,0 0,9-1,2 ЦилиндрКрышка Разветвленные трещиныТрещины Трещины Мелкие трещиныТрещин нет Мелкие трещины.Пластина ФиаПап Редак 94 Тираж 629 Подписное осударственного комитета по изобретениям и открытиям при ГКНТ ССС 113035, Москва, Ж, Раушская наб., д. 4/5 ЗакаВНИИПИ издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 1 Производствен Трещин нет Трещин нет Трещин нет Составитель В.ИвановТехред Л.Сердюкова Корректор О.Ципл Трещин нет
СмотретьЗаявка
4268831, 26.06.1987
МГТУ ИМ. Н. Э. БАУМАНА
ГРОМОВ АЛЕКСАНДР ВАСИЛЬЕВИЧ, МАКЕЕВ ВАЛЕРИЙ ПЕТРОВИЧ, КОСИЧКИН ОЛЕГ НИКОЛАЕВИЧ
МПК / Метки
МПК: B22C 9/04
Метки: выплавляемым, моделям, форм
Опубликовано: 07.12.1990
Код ссылки
<a href="https://patents.su/3-1611551-sposob-izgotovleniya-form-po-vyplavlyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления форм по выплавляемым моделям</a>
Манипулятор для распалубки и сборки форм с упорами и отверстиями на внешних сторонах смежных бортов

Номер патента: 1655796
Опубликовано: 15.06.1991
Авторы: Бычковский, Зинченко, Покровский
МПК: B28B 7/12
Метки: бортов, внешних, манипулятор, отверстиями, распалубки, сборки, смежных, сторонах, упорами, форм
...перемещения в них штырей 6. Траверса оборудована силовым цилиндром 8, при помощи которого осуществляется перемещение подвижного звена 4 в неподвижном звене 3. Устройство крепится на многоэвенной консоли 9, расположенной над формой 10. Штыри 6 входят в отверстия петель 11, смонтированных на внешних сторонах смежных бортов 12 формы 10 для иэготов-ления изделий из бетонных смесей, Борта12 оборудованы ограничителямИ 13 для ограничения угла их раскрытия при контакте с , упором 14, расположенным на поддоне 15формы 10.Манипулятор работает следующим образом. Раздвижная траверса с помощью многозвенной консоли 9 подводится к одному из углов формы 10 с размещенными на смежных бортах 12 петлями 11, Штыри 6 устанав ливаются против отверстий петель...
Способ футеровки центробежной формы центробежная форма

Номер патента: 501829
Опубликовано: 05.02.1976
МПК: B22D 13/00
Метки: форма, формы, футеровки, центробежная, центробежной
...в торцах корпуса формы и закрепляются герметично.10 Продольные вставки 3 монтируются такимобразом, чтобы они находились поблизости с рабочей поверхностью изложницы пли контактировали с ней. После соответствующей подготовки приводят форму во врашение и про изводят нанесение футеровки 4 в жидкомвиде. Продольные вставки 3 (фиг, 1, 2) расположены по границе контакта футеровки 4 с рабочей поверхностью изложницы 1, при этом оольшей частью вставки 3 находятся в 20 контакте с футеровкой 4 и одновременносвоими торцами сообщаются с внешней средой (атмосферой). После затвердевания жидкой футеровки 4 продольные вставки 3 извлекают из формы.25 В результате этого в центробежной формеобразуется система вентиляционных каналов 5, размеры и формы...
Станок для изготовления сопряжений (замков) в форме лапы с шипом, используемых при связывании бревен в срубе

Номер патента: 19343
Опубликовано: 28.02.1931
Автор: Евсеев
МПК: B27F 1/08
Метки: бревен, замков, используемых, лапы, связывании, сопряжений, срубе, станок, форме, шипом
...б, соответственно насаженными с шестернями 2, 3, 4, 5 на валы 2, 3 4 и 5. Шестерни эти находятся в периодическом сцеплении с колесом 1, снабженным на одной четверти окружности ,зубцами и соединенным посредствомсцепной муфты 24, 25 с приводным валом.При изготовлении сопряжений бревно 18 (фиг, 1) закрепляется в требуемое для обработки положение фигурными зажимами 19, 20 и винтом 15, после чего приводится во вращение колесо 1, сообщающее посредством описанной выше системы передач периодическое вращение -кривошипам 22, которые, в свою очередь, шатунами 21 передают салазкам 23 с укрепленными в них резцами прямолинейно-возвратное перемещение. Все по-, следовательные операции по изготовлению сопряжения производятся, в течение одного оборота...
Устройство для контроля формы и взаимного расположения отверстий, цапф и торцев в деталях

Номер патента: 284316
Опубликовано: 01.01.1970
Автор: Бромберг
МПК: G01B 5/25
Метки: взаимного, деталях, отверстий, расположения, торцев, формы, цапф
...оси вращения.С целью контроля отверстий и цапф, оси которых номинально параллельны, а также перпендикулярных к ним торцев, на каретке выполнены направляющие для перемещения стола в направлении, перпендикулярном оси шпинделей. Отверстия и цапфышпннде и 2 и 3 и пере15 лом и контролируемой нии, параллельном оси тролируемой детали пр дели 2 и 3 и перемещая деталью в направлени20 оси шпинделей. контроли мещая кдеталь шпиндел оверяют, стол с к и, пер руют, вращаяаретку со стою в направлеей, Торцы конвращая шпинонтролируемойендикулярном оказано описываемое устройа чертеж держит основание 1, на котоы соосные шпиндели 2 и 3, неельные датчики 4 и б. Между сположена каретка б, перемеоснованию параллельно оси есущая стол 7 для крепления...
Способ определения длины и формы трещины в условиях плоской деформации

Номер патента: 938083
Опубликовано: 23.06.1982
Авторы: Матюшкина, Рогов, Фишгойт
МПК: G01N 3/08
Метки: деформации, длины, плоской, трещины, условиях, формы
...образец нагревают до температуры, меньшей температуры, при которой изменяются механические свойства материала и Форма, и длина трещи938083 фвведения в полость трещины и созда-,ния этим препятствия закрытию трещины. 3ны, но большей температуры плавления легкоплавкого сплава, например сплава вуда околь80 фС). С двух боковых сторон образца, перпендикулярных Фронту тре- % щин, устанавливают плотно прилегающие к сторонам металлические накладки, Одновременно подготавливают расплав легкоплавкого сплава, после установки накладок заливают полость ф трещины легкоплавким сплавом и охлаждают образец. Легкоплавкий сплав ц полости трещины, застывая, препятствует. закрытию трещины и смыканию ее берегов. Далее известными метода- И ми определяют...
Предыдущий патент: Формовочный автомат для изготовления вакуумно-пленочных форм
Следующий патент: Кондуктор для захвата, транспортировки и простановки стержней в форму
Случайный патент: Устройство аварийной защиты транспортного двигателя внутреннего сгорания