Способ защиты графитосодержащих элементов флюсоплавильной печи
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
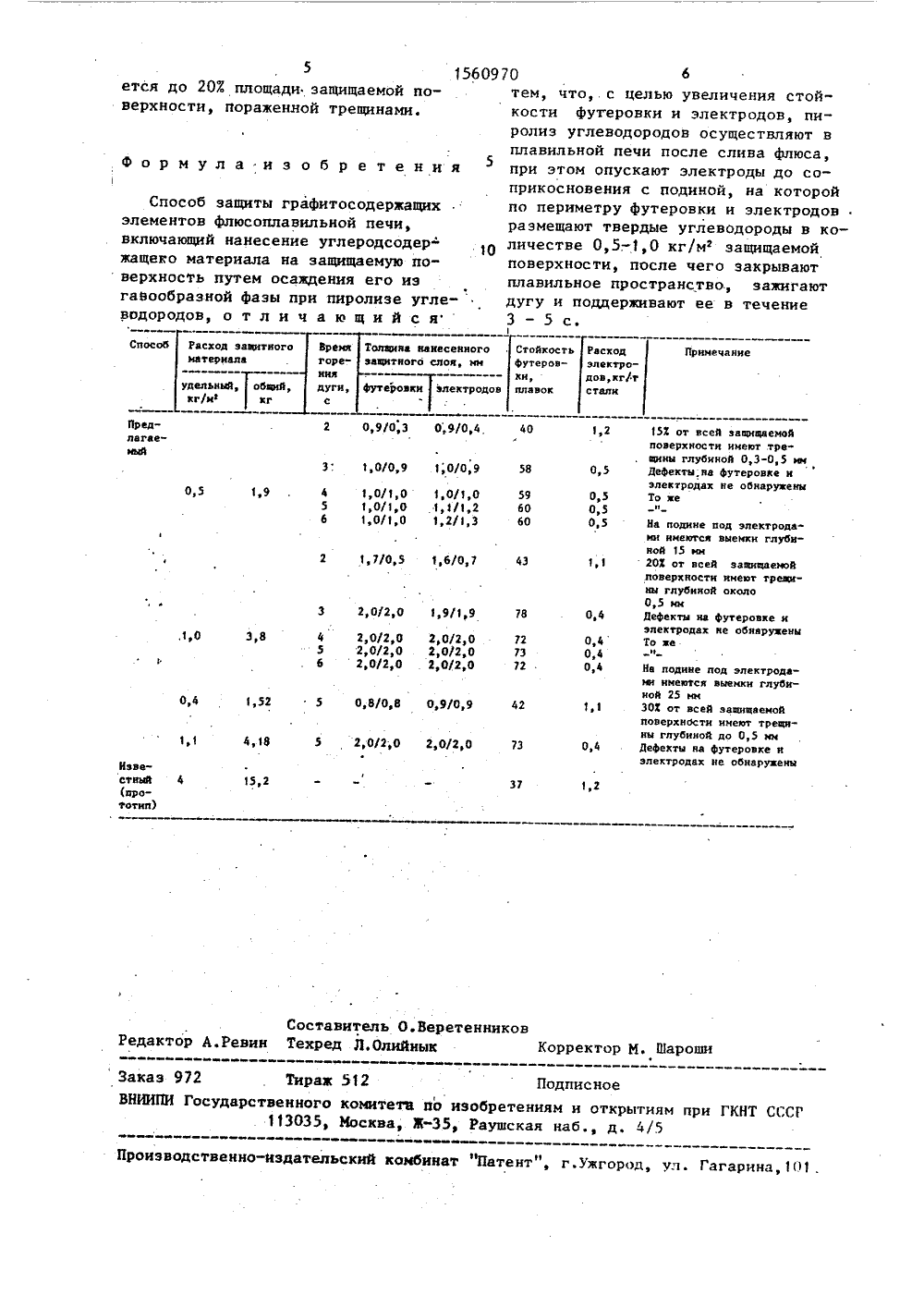
СОЮЗ СОВЕТСНИХ,СОЦИАЛИСТИЧЕСНИХРЕСПУБЛИК 19) 1)5 Р 2701/ РЕТЕН о ОСУДАРСТВЕННЫЙ КОМИТЕПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИПРИ ГКНТ СССР САНИЕ ИЗ Н А ВТОРСНОМУ СВИДЕТЕЛЬС(56) Технологическая инструкция металлургического комбината "Азовсталь", ТИ 232-154-86, Жданов, 1986.Кац С.М. Высокотемпературные теплоизоляционные материалы. М.: Металлургия, 1981, с. 232.(54) СПОСОБ ЗАЩИТЫ ГРАФИТОСОДЕРЖАЩИХЭЛЕМЕНТОВ ФЛЮСОПЛАВИЛЬНОЙ ПЕЧИ(57) Изобретение относится к металлур;ни, конкретно к эксплуатации: флюсоплавильных печей. Цель изобретения -увеличение стойкости графитовой фу-теровки и графитированных электродов.После слива расплавленного флюса из Изобретение относится к металлургни, а именно к защите элементовэлектрических плавильных печей отразрушения, и может быть использовдля нанесения защитных покрытий награфитовую футеровку.и графитированые электроды флюсоплавильной печиЦель .изобретения - увеличениестойкости графитовой футеровки играфитированных электродов.Способ осуществляют следующим:образом,Сущность способа з всоздании оптимальныхлизанасыщенных твердьдов непосредственно в плавильной емкости электроды опускают до соприкосновения с подиной, помещают на подину по периметру футеровки и электродов твердые углеводороды, после чего закрывают плавильное пространство флюсоплавильной печи, зажигают дугумежду подиной иэлектродами и поддерживают ее в течение 3-5 с, при этом количество помещаемых на подину углеводородов составляет 0,5-1 кг/м защищаемой по-верхности. За счет органиэации интенсивного и равномерного омываниязащищаемых поверхностей продуктамиразложения, например нафталина, обеспечивается их равномерное покрытиезащитным слоем, что по сравнению с Еизвестным способом позволит увеличитьмежремонтный период с 37 до 78 плавок, а расход нафталина уменьшить внесколько раз, 1 табл ком агрегате, используя для этого его особенности. Проведение операции непосредственно в период после слива флюса иэ флюсоплавильной печи, характеризующийся температурой футеровки и электродов, равной 1200 о1400 С, способствует интенсивному пиролиэу насыщенных углеводородов. Помещение углеводородов на подину по периметру футеровки и электродов обеспечивает кратчайший путь доставки защитного материала к защищаемой поверхности. Непременным условием яв ляется закрытие плавильного простран ства печи, обеспечивающее рациональное расходование. углеводородовпо прямому назначению и снижающее их потери. Применение дуги обеспечивает необходимую температуру в закрытом плавильном пространстве, наличиепреобладающих конвективных потоков ;газообразных углеводородов с лиро- углеродом вдоль поверхности футеровки и электродов и проведение процесса его осаждения в кратчайшее время.Опытным путем установлено, что дугу между электродами и подиной необходимо поддерживать в течение 3 5 с. Меньшее, чем 3 с, время поддержания дуги не обеспечивает необхо 5 димый температурный градиент для получения равномерного защитного покрытия по высоте плавильной емкости иэлектродов.Поддержание дуги в течение времени больше чем 5 с вызывает опасностьповреждения подины флюсоплавильнойпечи,Экспериментально определено; чтодля достижения оптимальной толщинызащитного слоя (1-2 мм) на поверхности футеровки и электродах коли 1 чество помещаемых на подину угле"водородов должно составлять 0,51,0 кг/м защищаемой поверхности. Прирасходе углеводородов менее 0,5 кг/м,их количества недостаточно для заполнения пустот и трещин, достигающихглубины 0,5 мм, и, следовательно,дляих залечивания. Расход более 1 кг/м 2углеводородов не приводит к образо"ванию равномерного защитного слоя,что обусловливает переход пироуглерода во флюс.П Р и м е Р Тигель-ковш типа 40У 503 А с набивной графитовой футеровкой использовался для расплавленияи нагрева оксидно-фторидного флюсамарки АНФна бифилярной флюсоплавильной печи ОКЕс графитиро 45ванными электродами диаметром 250 мм.Ремонт футеровки осуществляли после20-й от начала кампании плавки, необходимость в проведении которогоопределялась на основании статистического анализа износа футеровки ти 50гель-ковша. Для этого после сливафлюса электроды опускали до сопри.косновения,с подиной и помещали нафталин (выбранный в качестве твердогоуглеводорода) равномерно по перимет-ру футеровки и электродов в количестве 1,9 и 3,8 кг из расчета соответственно 0,5 и 1,0 кг/м 2 эащищаемой поверхности (суммарная поверх"ность футеровки и электродов указанной в примере флюсоплавильной печисоставляет 3,8 м). Затем все отверстия в печи плотно закрывали асбестовыми листами, зажигали дугу междуподиной и электродами и поддерживали ее в течение 2, 3, 4, 5 и 6 ссоответственно для расходов нафталина 1,9 и 3,8 кг,Также были опробованы два варианта для запредельных значений расходов нафталина 0,4 и 1,1 кг/мф .длявремени поддержания дуги 5 с, Приэтом общее количество помещаемогона подину нафталина составило 1,52и 4, 18 кг. Количество опытов для запредельных значений расхода углеводородов было ограничено, посколькуотсутствие эффективности для этихзначений очевидно,В таблице приведены техникоэкономические показатели состоянияи службы футеровки и электродов.Для всех вариантов после ремонтаопределяли толщину нанесенного защитнбго слоя и визуально оценивалиобщее состояние футеровки и электродов на присутствие поверхностныхдефектов (трещин, углубленийи пр,).Сравнительный анализ предлагаемого и известного способов проводили на основании оценки технико-экономических показателей, приведенныхв таблице,Данные таблицы свидетельствуюто достижении оптимального эффектаприменительно к расходу нафталина0,5-1,0 кг/м 2 при выдержке временигорения дуги 34 и 5 с. При этихусловиях обеспечивается необходимый защитный слой одинаковой толщины (1-2 мм) по высоте плавильной емкости. Стойкость футеровки и электродов при этом увеличивается в 1,61,8 раза. При расходе нафталина0,4 кг/м 2, несмотря на равномерность толщины защитного слоя не былаобеспечена оптимальная его толщина,что привело к несущественному увеличению стойкости футеровки (на 103).Поддержание горения дуги в течение2 с привело к образованию неравно"мерного по высоте пцавильной емкостизащитного слон и, следовательно, неравномерному износу футеровки и электродов. Кроме того, при таких условиях нанесения защитного слоя оста5ется до 203 площади защищаемой поверхности, пораженной трещинами. 15 б 0970 6тем, что, с целью увеличения стойкости футеровки и электродов, пиролиз углеводородов осуществляют в плавильной печи после слива флюса, Ф о р м у л а и з о б р е т е н и я при этом опускают электроды до соприкосновения с подиной, на которой по периметру футеровки и электродов размещают твердые углеводороды в количестве 0,5-. 1,0 кг/м защищаемой поверхности, после чего закрывают плавильное пространство, зажигают дугу и поддерживают ее в течение 3-5 с. Способ защиты графитосодержащих элементов флюсоплавильной печи, включающий нанесение углеродсодер- жащеко материала на защищаемую поверхность путем осаждения его иэ гавообразной фазы при пиролизе углеводородов, отличающийся Расходэлектродов,хг/тстали Способ Стойкост футеровПримечание Расход защитнматериала олщика взнесенноащитиого слоя, мм лектродов елвный обай 1г/мв кг аво дуг 0; 9/0,410/091,О/1,О1,1/1,21,2/1,З 0,9 О 152 от всеЯповерхностищнны глубинДефекты.на фэлектродахТо не ащнщаемой мевт тре-05 мм теровке и обнарунены лагае 5. 1,О/О,91,0/1,0 5 1,0/1,0 б 1,0/1,0 О,5 0,5 05 На подинми имеютной 15 мм202 от всей защищаемо ловерхности имеют трещи ны глубиной около 0 5 мм е под электродася выемки глуби 1,7/0,5 6/07 2,0/2,0 2,0/2,0 2,0/2,0 2,0/2,0 1,9/1,9 7 2,0/2,0 7 2,0/2,0 7 2,0/2,0 7 0,4 на футеровке и ах ке обнарунен фе 1,0 электродТо неНа поднне подмн имеются выеной 25 мм302 от всей эповерхности ины глубиной дДефекты на фэлектродах не 0,404 электрода мкн глуби 0,4 1,52/О 0,9/0,9 4 й ащнщаемомевт трещио 0,5 ммутеровке иобнаруие 2,0/2,4,18 2,0 7 0,4 Известный 4 (прооти ставитель О.Веретенниковхред Л.Олийнык актор А.Реви ектор И. Шар Заказ 972 Тираж 512ВНИИПИ Государственного комитета113035, Москва,писное по и -35,бретениям и аушская наб при ГКНТ СССР рытия4/5 Щательский комбинат "Патент", г.ужгород, ул. Гагарина,101 изводствен
СмотретьЗаявка
4411380, 14.04.1988
И. В. Капустин, Б. Б. Чапни, Т. А. Шабанова и Н. А. Стовбун
КАПУСТИН ИГОРЬ ВАСИЛЬЕВИЧ, ЧАПНИ БОРИС БОРИСОВИЧ, ШАБАНОВА ТАТЬЯНА АЛЕКСАНДРОВНА, СТОВБУН НИКОЛАЙ АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: F27D 1/16
Метки: графитосодержащих, защиты, печи, флюсоплавильной, элементов
Опубликовано: 30.04.1990
Код ссылки
<a href="https://patents.su/3-1560970-sposob-zashhity-grafitosoderzhashhikh-ehlementov-flyusoplavilnojj-pechi.html" target="_blank" rel="follow" title="База патентов СССР">Способ защиты графитосодержащих элементов флюсоплавильной печи</a>
Способ контроля состояния футеровки и обмазки вращающейся печи

Номер патента: 1086331
Опубликовано: 15.04.1984
Авторы: Гнедина, Горбань, Соколинская, Шубин
МПК: F27B 7/28
Метки: вращающейся, обмазки, печи, состояния, футеровки
...роста темпе.ратуры корпуса иечн после ск ла обмазки и футеровки, С,и Способ осуществляют следующим образом.В процессе обжига клинкера непрерывно измеряют температуру корпуса вдоль всей зоны спекания с периодичностью 15 - 20 мин и по данным измерений определяют скорость роста температуры корпуса печи. Скорость роста температуры корпуса печи зависит от толщины футеровки и обмазки и в случае полного скола обмазки или скола обмазки и футеровки, значение ее резко возрастает. При этом о глубине скола обмазки (или скола обмазки и футеровки) судят по установившемуся максимальному значению скорости роста температуры корпуса печи. Пользуясь указанной формулой, по определенному ус. тановившемуся максимальному значению скорости роста температуры...
Способ сборки электрода рудно-термической печи для производства кремния

Номер патента: 1677881
Опубликовано: 15.09.1991
Авторы: Алябьев, Варюшенков, Елкин, Лебедев, Павлов, Скорняков, Хейфец, Черняховский, Шульц, Щапов
МПК: H05B 7/14
Метки: кремния, печи, производства, рудно-термической, сборки, электрода
...фракции менее 3 мм содержит значительное количество примесей А, Ре,Качество свинчивания электродов оценивалось при наращивании электродов и ниппеля в чистом виде и после засыпки мелочи кремния в центральное отверстие и разогоева электродов до плавления кремния и покрытия резьбового соединения электрод - ниппель карбидом кремния, При наращивании электродов диаметром 1205 мм и ниппелей в чистом виде момент развинчивания электродов составил 4500 кг м; при1677881Формула изобретения15 Составитель Е,ПопомаревТехред М,Моргентал Корректор Э,Лончакова Редактор С.Лисина Заказ 3124 Тираж ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб 4/5 Производственно-издательский комбинат...
Огнеупорная масса для футеровки чугунных желобов доменной печи

Номер патента: 265135
Опубликовано: 01.01.1970
Автор: Днепропетровский
МПК: C21B 7/12
Метки: доменной, желобов, масса, огнеупорная, печи, футеровки, чугунных
...печей, включаюоксик, глину, пек, шамотный порошок, енные водой. Эти массы имеют недостаю стойкость (не более 10 выпусков),а размягой насту- Удельный чугун атно очну ная масса иследующий ет поостав,ки чугунащая нааяся тем, а содер 00 - 6 боя высокоглиноирпича фракции 00 - б 900 - 10 900 в 10 400 в 5 0 - 50 0 - 250 Ортофосфорная 80% кислота, лЭта масса в образцах перено 120 теплосмен, практически безу 180 - сит до адочн 20я 80% кисло - 250 0 - 20 Предлагаемая огнеупорвышенную стойкость икг/мз:Песок из боя высокоглиноземистого кирпича фракции0,14 - 5 ммЩебень изземистого к5 - 10 ммТонкомолотая добавка ибоя высокоглиноземистогокирпича фракции не боле0,09 ммТонкомолотый обезжелезненный цирконий по ГОСТЦМТУ - 4469 - 54 фракции нболее 0,063 мм...
Огнеупорная масса для футеровки главных желобов доменных печей

Номер патента: 622846
Опубликовано: 05.09.1978
Авторы: Галаганов, Ковшов, Коробов, Чистяков
МПК: C21B 7/06
Метки: главных, доменных, желобов, масса, огнеупорная, печей, футеровки
...огнеупор, фракции0,001-1 мм 35-45Каменноугольныйпек, фракции0,001-1 мм 9-13Минимальное количество добавки хромо-магнеэитового огнеупора должно быть 35, чтобы было совершенное заполнение пустот в насыпной массе, но не более 45, ибо основной рабочий компонент обладает высокой термостойкостью и механической прочностью.В результате спекания этой массы образуются шпинелиды. Они обладают высокой огнеупорностью и устойчивостью к окислительной .и восстановительной атмосфере.Ч р и м е р. Загружают коксик, фракции 0,001-5 мм, огнеупорную глину, порошок хромо-магнезитового огнеупора, каменноугольный пек, фракции 0,001-1 мм,загружают сухие материалы , вес.в:622846 Т а б л и ц а 1 Содержание, Ъ Масса11 24 27 30 Коксик, фракции 0,001-5 мм...
Футеровка стен дуговых сталеплавильных печей

Номер патента: 909511
Опубликовано: 28.02.1982
Авторы: Артемьев, Бабокин, Василиненко, Грицук, Кошман, Легостаев, Олейник, Сижко, Хафизов, Швецов, Щадных
МПК: F27B 3/14
Метки: дуговых, печей, сталеплавильных, стен, футеровка
...определено после каждой нечетной трубы в одном коллекторе и после каждой четной - в другом. Небольшая часть воды(5-103 от общего расхода) проходит через отверстия в перегородках 4, тем самым устраняется ее застой в районе перегородок, которые могут привести к прога- ру элемента. В связи с этим площадьсечения отверстий в перегородке равна 0,05 - 0,1 от всей площади перегородки.Выполнение Футервки стен дуговых сталеплавильнь;х печей такой конструкции позволяет обеспечить достаточную жесткость панелей, повысить надежность.их работы на водном охлаждении и при незначительных теппопотерях обеспечивает высокую стойкость огнеупорной кладки и стен в целом, что может способствовать получению значительного экономического эффекта. формула...
Предыдущий патент: Ходовой ролик спекательных тележек агломашин
Следующий патент: Способ нагрева металлошихты
Случайный патент: Способ количественного определения опушенности семян хлопчатника