Способ изготовления угловых соединений элементов мебели
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИК ЗОБРЕТЕН ОПИ(21) (22) (46) ретения является повышение надежности соединений. При выполнении угловых соединений элементов мебели приклеивают на облицованную поверхность заготовки 1 липкую ленту, Через промежутки, равные длине соединяемых элементов, формируют клиновые пазы 2формирование пазов 2 производят в два этапа. Предварительную выборку паза 2 с углом при вершине 80-85о производят на глубину, меньшую толщи ны заготовки на 1,5-2,0 мм. Затем го рячим тиснением до облицованной пооверхности при 180-200 С образуют на поверхностях граней паза 2 выступы и впадины. Наносят клеевой состав на нагретые в процессе тиснения до 130- 140 С грани 3,4 пазов 2. Соединение производят путем поворота граней 3,4 вокруг вершины паза 2, 4 ил. УДАРСТВЕННЫЙ НОМИТЕТ СССРДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИИ КОМУ СВИДЕТЕЛЬСТВ 4103483/28-1221.05.8630.11.88. Бюл. Р 44(71) Украинский государственный институт по проектированию мебели и столярных изделий(56) Герасимов Д.А. и др. формирование кромок щитовых деталей и сборка корпусных изделий методом складывания. Обзор "Мебель". М.: ВНИИПИЭИлеспром, 1978, с. 4-10, рис, 1-5.(54) СПОСОБ ИЗГОТОВЛЕНИЯ УГЛОВЫХ СОЕДИНЕНИЙ ЭЛЕМЕНТОВ МЕБЕЛИ,(57) Изобретение относится к технопо,гии производства мебели и может быть использовано при выполнении угловых соединений элементов мебели, корпусов телевизоров и т,п. Целью изоб 7 В 88/00, Е 16 В 1Изобретение относится к технологиипроизводства мебели и может быть использовано при выполнении угловыхсоединений элементов мебели, корпусов телевизоров и т,п.Целью изобретения является повышение надежности соединений,На фиг. 1 представлена заготовка,на фиг, 2,3 - грани паза заготовки, 10на Фиг, 4 - узел углового соединения,Угловое соединение элементов мебели выполняют в следующей последовательности. Заготовку 1 из ламинированной древесностружечпой плиты ДСП, 15например, размером 2000 х 120 х 10 ммпо кромкам короткой стороны в 120 ммобрабатывают на фрезерном станке, накотором с равным интервалом установлены три Фрезы, заточенные под углом 2080-85 , Снимают Фаску под углом 40 о42 , на облицованную поверхность приклеивают липкую ленту отрезками вдольпазов по всей длине заготовки, Черезпромежутки, равные длине соединяемых элементов мебели, Формируют клиновые пазы 2 с углом при вершине 80 о85 и глубиной на 1,5-2,0 мм меньшейтолщины заготовки, с вершинамй, обращенными к облицованной поверхности. 30Заготовку помещают на пресс, накотором смонтированы на верхней обогреваемой плите пять клиньев с выступами и впадинами на поверхностях гра -ней клиньев с углом рабочей части, 35о Яравным 90, и нагретыми до 180-200 С.Производят горячее тиснение заготовки до облицованной поверхности собразованием на поверхностях граней3,4 клиновых пазов 2 сопрягаемых между собой выступов 5 и впадин 6,Клеенаносящим устройством на грани 3,4 с выступами 5 и впадинами 6наносят клеевой состав, грани приоэтом нагреты до 130-140 С в процессе 45тиснения. Путем поворота граней 3,4вокруг вершины паза 2 совмещают, соединяя их выступы с впадинами. Затем1 заготовку 1 помещают в сборочную вайму с пневмоприводом, выдерживают при давлении 5-8 кг/см в течение 40-.60 с.Способ выполнения угловых соедис нений исключает сколы, отщепы, обрывы, не требует подрезки нижней части заготовки, малый припуск при выполнении клинового паза обеспечивает всегда постоянный угол тиснения и точный предел тиснения. Так как после тиснения не образуются отколы на лицевой поверхности, то липкая лента предназначена только для фиксации элементов мебели между собой и может располагаться поперек паза.Формула изобретения4Способ изготовления угловых соединений элементов мебели, преимущест - венно мебельных ящиков, включающий приклейку на облицованной поверхности заготовки липкой ленты, формирование в заготовке через промежутки, равные длине соединяемых элементов мебели, клиновыхпазов, обращенных верши-, нами к облицованной поверхности, нанесение клеевого состава на грани пазов, совмещение между собой граней каждого паза путем поворота их вокруг вершины паза и полимеризацию клеевого состава под давлением в сборочной вайме, отличающийся тем, что, с целью повышения надежности соединений, формирование пазов осуществляют в два этапа: предварительной выборкой паза с углом при вершине 80- 85 на глубину, меньшую толщины загоотовки на 1,5-2,0 мм, и горячим тиснением до облицованной поверхности заготовки при 180-200 С с образованием на поверхностях граней пазов сопрягаемых между собой выступов и впадин при этом клеевой состав наносят наонагретые до 130-140 С в процессе тиснения грани пазов.,Максимишинец Редактор М,Бандура орре Подписи Тираж 48 1 аз 6118 л. Проектн оизводственно-полиграфическое предприятие, г, Ужг ставитель С,Б хред М,Дидык ВПИИПИ Государственного по делам изобретений113035, Москва, Ж, Рауш омитета СССР открытий ая наб., д, 4/
СмотретьЗаявка
4103483, 21.05.1986
УКРАИНСКИЙ ГОСУДАРСТВЕННЫЙ ИНСТИТУТ ПО ПРОЕКТИРОВАНИЮ МЕБЕЛИ И СТОЛЯРНЫХ ИЗДЕЛИЙ
ЛЕВИН ИОСИФ ЯКОВЛЕВИЧ, МАРЧЕНКО ГЕННАДИЙ АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: A47B 88/00, F16B 12/04
Метки: мебели, соединений, угловых, элементов
Опубликовано: 30.11.1988
Код ссылки
<a href="https://patents.su/3-1440483-sposob-izgotovleniya-uglovykh-soedinenijj-ehlementov-mebeli.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления угловых соединений элементов мебели</a>
Заготовка для получения слоистых панелей с элементами жесткости

Номер патента: 733947
Опубликовано: 15.05.1980
Авторы: Король, Ливеров, Поляков, Шилин
МПК: B23P 3/02
Метки: жесткости, заготовка, панелей, слоистых, элементами
...мягкой плакировкой приусловии удаления травлением послепрокатки наружного слоя, т.е. материала, несвариваемого с материаломплиты, Изменяя толщины и габаритыли ст а и плиты можн о получат ь ли стыи панели с элементами жесткости широкого ассортимента по толщине,ширине, длине и конфигурации элементов жесткости.П р и м е РЮля получения предлагаемой заготовки в плите из сплава Д 16 с односторонней плакировкойиз Ацпрорезаны пазы в местахэлементов жесткости под углом 30По шаблону изгибают двухслойныйлист из сплавов АИг-б и АД 1 до получения профиля. Все элементы, кроме цвухслойного профиля протравли."вают и профиль вставляют в пазыплиты. Затем на лист накладываютпли ту с профилемр прижимают концыпрофиля и плите и накладывают...
Листовая заготовка для вытяжки цилиндрической детали с двумя продольными пазами

Номер патента: 1784355
Опубликовано: 30.12.1992
Автор: Кроилин
МПК: B21D 22/30
Метки: вытяжки, двумя, детали, заготовка, листовая, пазами, продольными, цилиндрической
...диаметра услов- сопряженного со стенками пазов по. дуге ной круглИГзаготовки и удвоенной-высоты: окружности, выполйенйая в форме вписан- паза:готовой деталй, причем большая сто- . ной в прямоугольник фигуры с большей и рона заготбвкиф ймеет. вогнутые- участки, меньшей сторонами, симметричными огносимметрично расположеннйе относительно 10 сительно осей симметрии заготовки и скруг- центральногоучастЩвыполненные подугеленными по" дуге окружности углами, окружностисо стрелой сегмента относи- . равными радиусу сопряжения открытого -тельно линий, проходящих через точки со-:.торца готовой детали со стенками ее пазов,при этомменьшая сторона листовой эагопряжения центрального и вогнутых Угол между радиусами, проходящими са условйой круглой :...
Узел соединения под углом трубчатых элементов пространственной конструкции
Номер патента: 647420
Опубликовано: 15.02.1979
Авторы: Кузнецова, Плишкин, Солодарь
МПК: E04B 1/58
Метки: конструкции, пространственной, соединения, трубчатых, углом, узел, элементов
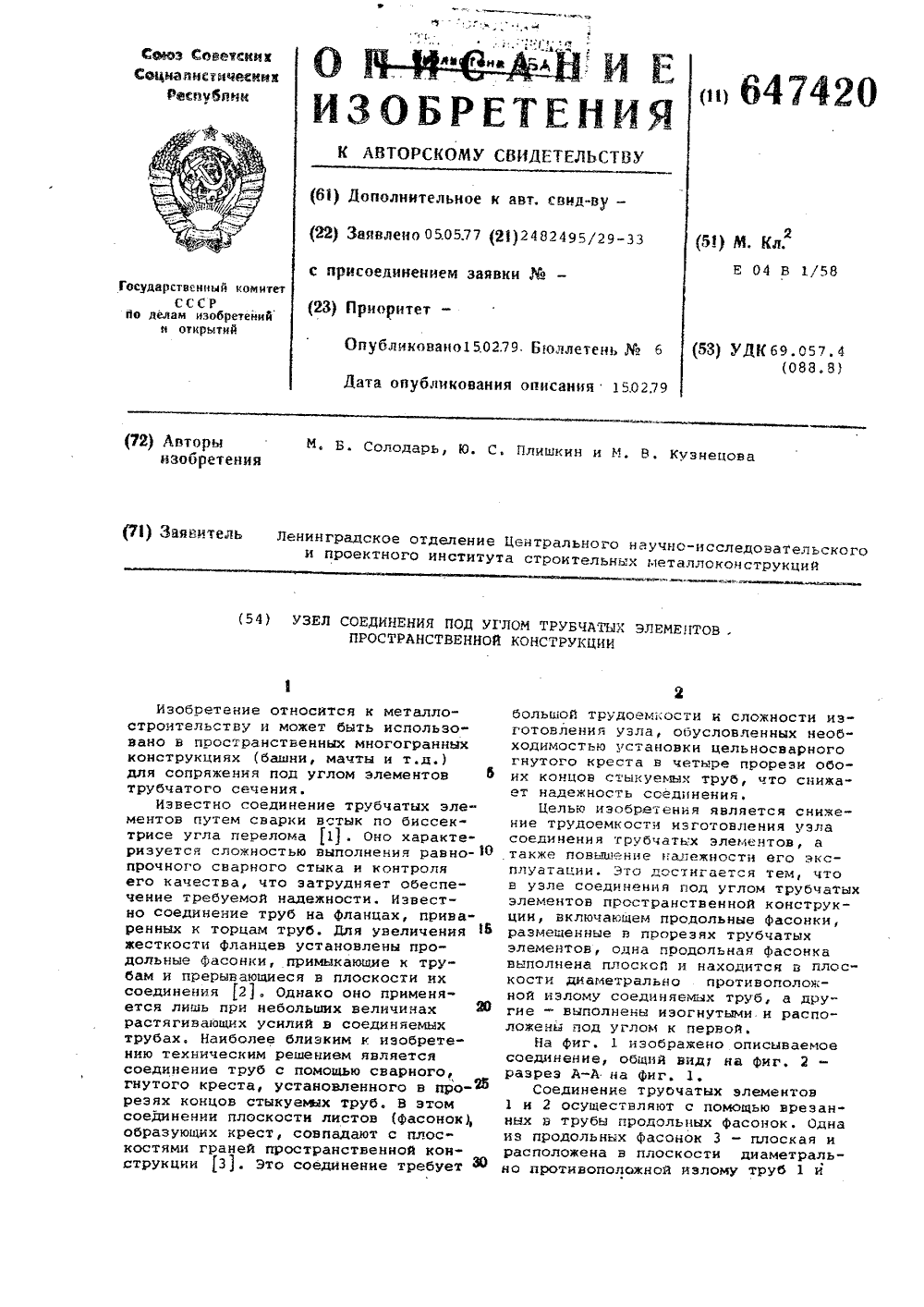
...изобретения является снижение трудоемкости изготовления узла соединения трубчатых элементов, а также повышение надежности его эксплуатации. Это достигается тем, что в узле соединения под углом трубчатых элементов пространственной конструкции, включающем продольные фасонки, размещенные в прорезях трубчатых элементов, одна продольная фасонка выполнена плоской и находится в плоскости диаметрально противоположной излому соединяемых труб, а другие - выполнены изогнутыми и расположены под углом к первой.На фиг. 1 изображено описываемое соединение, общий вид на фиг, 2 - разрез А-А на Фнг. 1.Соединение трубчатых элеменгов 1 и 2 осуществляют с помощью врезанных в трубы продольных фасонок. Одна из продольных фасонок 3 - плоская и...
“стыковое соединение под углом профилированных стержневых элементов

Номер патента: 698539
Опубликовано: 15.11.1979
Автор: Джозеф
МПК: E04B 1/38
Метки: профилированных, соединение, стержневых, стыковое, углом, элементов
...кромках прорези подребра полок. Фиксатор может бьггь выполнен в виде выштампованных из стенки двутавра язычков.На фиг. 1 изображено стыковое соединениедвутавровых балок в оксолометри; на фгп., 2 -сечение А - А на фнг. 1; па фиг, 3 - секли.Б - Б на фпг. 1,Стыковое соединение балок 1 и 2 лк.и.;илпродольные ребра 3 на внутренней поверхностиполок балки 1, удлинение 4 стенки двутавровой балки 2 с прорезями 5 Фа боковых кромках удлшенпя под ребра 3 полок балки 1.На стенке балки 1 закреплен фиксатор в виде направленных навстречу друг другу язычков6, в зазоре между которыми защемлено удлинение 4 стенки балки 2,Монтаж соединешгя осуществляется следую м образом,ИИПИ Заказ 6965/40 Тираж 811 Подлисно Филиал ППП "Патент", г. Ужгород, ул. Проек 3...
Угловое соединение двух профилей и угольник углового соединительного элемента

Номер патента: 1831595
Опубликовано: 30.07.1993
Автор: Дитер
МПК: F16B 7/04
Метки: двух, профилей, соединение, соединительного, углового, угловое, угольник, элемента
...6 и параллелограммной гайкой 7 является самостопорящимся, Поэтому при вращении болтов 6 вначале вращаются совместно первоначально введенные продольными сторонами параллельно продольному простиранию профилей 1, 2; гайки 7, пока их узкие стороны не будут прилегать к внутренней стороне полок 9 профилей, Затем гайка 7 притягивается к ребрам 10, причем она соответственно уступом 26 захватывает выступы 12 ребер 10, Благодаря этому предотвращается разжимание полок 9 при затягивании болта 6 в результате воздействия клиновой планки 5.При затянутых болтах 6 дополнительные ребра 11 заклинены а пазах 14 с геометрическим замыканием и самоторможением. Поэтому передача усилий между профилями 1, 2 осуществляется через угольники 4 непосредственно на...
Предыдущий патент: Преобразуемый чертежный стол
Следующий патент: Трансформируемая мебель
Случайный патент: Способ изготовления плит из древесных или сельскохозяйственных отходов, камыша, торфа и тому подобных материалов