Способ сортировки длинномерных изделий и автоматическая линия для сортировки длинномерных изделий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
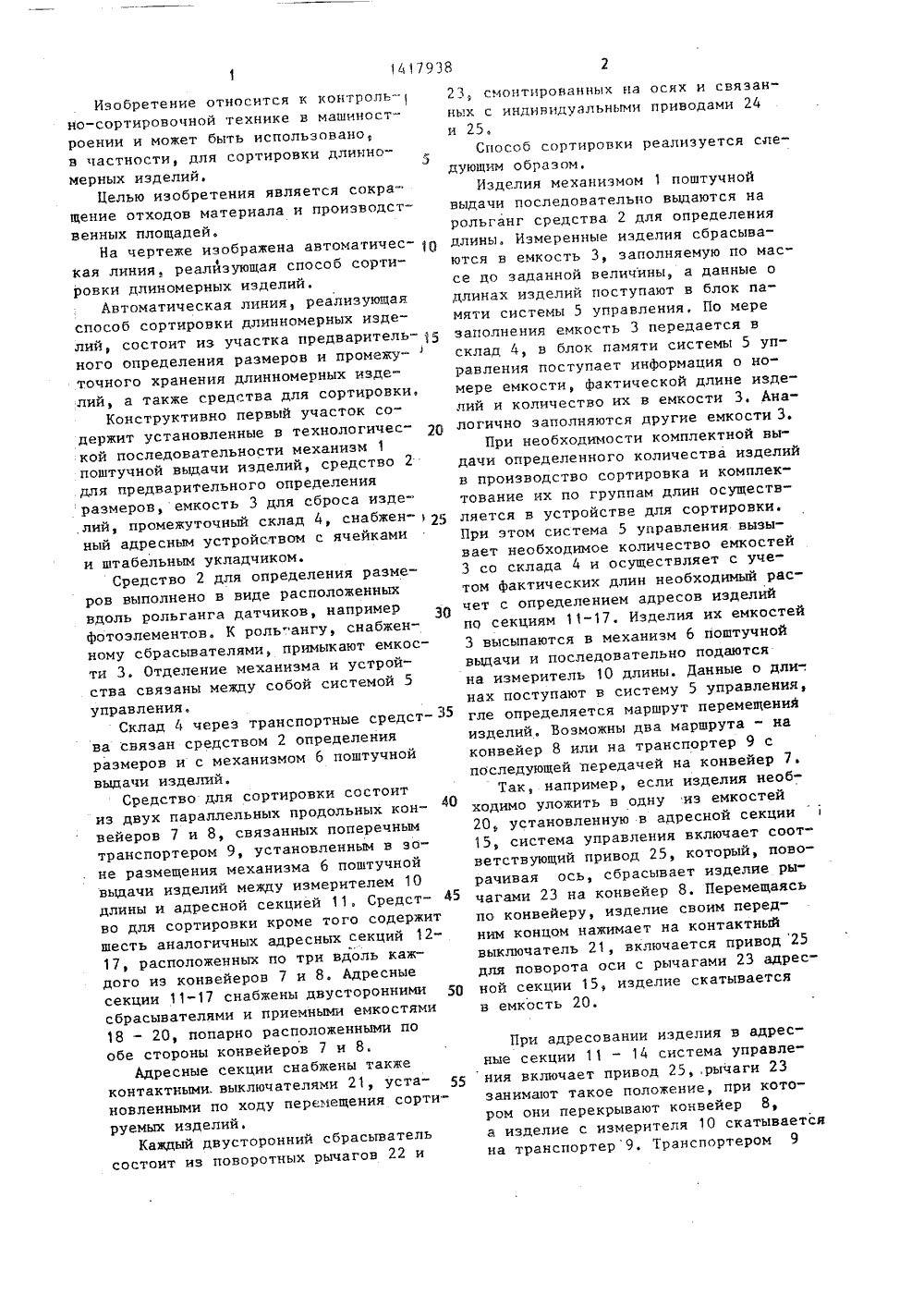
(19 1)4 В 07 АНИЕ ИЗОБРЕТЕНИ п и б н Дальфорий,атем юл. 1( 31зводственномашич и В.С.Ма088 8) бъедиво СССР 1984. ННОМЕРНЫХ ЛИНИЯ ДЛЯ ДЕЛИЙк конте в маши лии, средства 2ны, емкости 3,вейеров 7 и 8,ределения длиодольных конного транспорй 11-17 с при-, и 20 и пово. 2 с.п,ф-лы,для о ух тиров переч секци о тера 9, адресных емными емкостями и проиэоб сортизаключае ртировке тными рычагам ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ К АВТОРСКОМУ СВИДЕТЕЛЬ(54) СПОСОБ СОРТИРОВКИ ДЛИИЗДЕЛИЙ И АВТОМАТИЧЕСКАЯСОРТИРОВКИ ДЛИННОМЕРНЫХ ИЗ(57) Изобретение относитсярольно-сортировочной техниностроении, в частности кдлинномерных изделий, и посократить отходы материалаводственные площади. Спосровки длинномерных иэделийся в их предварительной со длинам, размещении в емкостедаче информации о размерахк памяти системы управленияшая сортировка заключается мировании групп сначала из изделколичество которых наибольшее, эиз изделий, количество которых соответствует не менее, чем половинеприемной емкости. Оставшиеся изделиякомплектуют в группы с увеличенныминтервалом размеровАвтоматическаялиния для реализации способа состоитиз механизма 1 поштучной выдачи иэдеИзобретение относится к контроль-но-сортировочной технике в машиностроении и может быть использовано,в частности, для сортировки длинномерных иэделий.Белью изобретения является сокращение отходов материала и производственных площадей.На чертеже изображена автоматическая линия, реалйзующая способ сортировки длиномерных изделий.Автоматическая линия, реализующаяспособ сортировки длинномерных изделий, состоит из участка предварительного определения размеров и промежу-точного хранения длинномерных изделий, а также средства для сортировки.Конструктивно первый участок содержит установленные в технологической последовательности механизм 1поштучной выдачи изделий, средство 2для предварительного определенияразмеров, емкость 3 для сброса изделий, промежуточный склад 4, снабжен-ный адресным устройством с ячейкамии штабельным укладчиком.Средство 2 для определения размеров выполнено в виде расположенныхвдоль рольганга датчиков, напримерфотоэлементов. К роль"ангу, снабженному сбрасывателями, примыкают емкости 3. Отделение механизма и устройства связаны между собой системой 5управления,Склад 4 через транспортные средства связан средством 2 определенияразмеров и с механизмом 6 поштучнойвыдачи изделий,Средство для сортировки состоитиз двух параллельных продольных конвейеров 7 и 8, связанных поперечнымтранспортером 9, установленным в зоне размещения механизма б поштучнойвыдачи изделий между измерителем 10длины и адресной секцией 11. Средство для сортировки кроме того содержитшесть аналогичных адресных секций 12- 17, расположенных по три вдоль каждого из конвейеров 7 и 8. Адресныесекции 11-17 снабжены двустороннимисбрасывателями и приемньпы емкостями18 - 20, попарно расположенными пообе стороны конвейеров 7 и 8.Адресные секции снабжены такжеконтактными. выключателями 21, уста"новленными по ходу перемещения сортируемых изделий,Каждый двусторонний сбрасывательсостоит из поворотных рычагов 22 и 10 15 20 25 ЗО 35 40 45 5 О 23, смонтированных на осях и связанных с индивидуальными приводами 24 и 25 оСпособ сортировки реализуется сдедующим образомИэделия механизмом 1 поштучной выдачи последовательно выдаются на рольганг средства 2 для определения длины. Измеренные иэделия сбрасываются в емкость 3, заполняемую по мас" се до заданной величины, а данные о длинах изделий поступают в блок памяти системы 5 управления. По мере заполнения емкость 3 передается в склад 4, в блок памяти системы 5 управления поступает информация о номере емкости, фактической длине изделий и количество их в емкости 3, Аналогично заполняются другие емкости 3.При необходимости комплектной выдачи определенного количества изделий в производство сортировка и комплектование их по группам длин осуществляется в устройстве для сортировки. При этом система 5 управления вызывает необходимое количество емкостей 3 со склада 4 и осуществляет с учетом фактических длин необходимый расчет с определением адресов изделий по секциям 11-17. Изделия их емкостей 3 высыпаются в механизм 6 поштучной выдачи и последовательно подаются на измеритель 10 длины. Данные о дли-, нах поступают в систему 5 управления, гле определяется маршрут перемещений изделий. Возможны два маршрута - на конвейер 8 или на транспортер 9 с последующей передачей на конвейер 7.Так, например, если изделия необходимо уложить в одну иэ емкостей 20, установленную в адресной секции 15, система управления включает соответствующий привод 25, который, поворачивая ось, сбрасывает иэделие рычагами 23 на конвейер 8. Перемещаясь по конвейеру, изделие своим передним концом нажимает на контактный выключатель 21, включается привод 25 для поворота оси с рычагами 23 адресной секции 15, изделие скатывается в емкость 20. При адресовании изделия в адресные секции 1 1 - 14 система управления включает привод 25 рычаги 23 занимают такое положение, при котором они перекрывают конвейер 8, а изделие с измерителя 10 скатывается на транспортер 9. Транспортером 979384кой осуществляют измерение всех иэделий и запоминание их линейных раз" 510 Формула изобретения Составитель В.А анинРедактор В.Бугренкова Техред А.Кравчук Корректор Г.Решетник Тираж 569 ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Иосква, Ж, Раушская наб д, 4/5 Заказ 4094/7 Производственно-полиграфическое предприятие, г. Ужгород, ул, Проектная, 4 з 141изделие перемещается и сбрасываетсяна конвейер 7,Адресование изделий по адреснымсекциям и емкостям, установленнымвдоль конвейера 7, осуществляетсяаналогично адресованию на конвейере,8.Таким образом, сйособ сортировкидлинномерных изделий состоит в том,что измеряются длины иэделий, произ"водится их сортировка с определенныминтервалом и размещение в емкости,которые затем передаются на склад,а информация о длинах изделий в каждой емкости, месте расположения емкостей на складе передается в блокпамяти системы управления.Дальнейшую сортировку осуществляюткомплектацией первой сортировочнойгруппы иэ изделий одной длины, количество которых наибольшее и превышаетобъем приемной емкости. После этогокомплектуются группы из изделий, количество которых соответствует неменее, чем половине приемной емкости.Оставшиеся иэделия комплектуют вгруппы, увеличивая интервал размеровв одной группе так, чтобы число сортировочных групп было равно количе-,ству оставшихся приемных емкостей.Таким образом, достигается уменьшение нерациональных отходов изделийи незаполненных приемных емкостей. 1. Способ сортировки длинномерных изделий, заключающийся в измерении длины изделий, их сортировке на груп" пы с определенным интервалом и размещением в приемные емкости, о т л ич а ю щ и й с я тем, что, с целью сокращения отходов материала и производственных площадей, перед сортиров 15 20 2 б 30 35 40 меров, а сортировку на группы производят в следующей последовательности:первую группу формируют из изделийодной длины, количество которых наибольшее и превышает объем приемнойемкости, затем формируют группу изизделий, количество которых не меньше половины объема приемной емкости,после чего определяют суммарное количество уже заполненных емкостей и оставшиеся иэделия формируют в груп" пы, увеличивая интервал длин в пределах одной группы так, чтобы число групп равнялось количеству оставшихся приемных емкостей.2. Автоматическая линия для сортировки длинномерных изделий, содержащая установленные в технологической последовательности механизм поштучной выдачи изделий, устройство для сортировки и приемные емкости, а также систему управления, о т л ич а ю щ а я с я тем, что, с целью сокращения отходов материала и производственных площадей, она снабжена средством для предварительного определения размеров и промежуточным складом измеренных изделий, а средство для сортировки состоит из по меньшей мере двух параллельных сортировочных потоков, соединенных поперечным транспортером и выполненных в виде продольных конвейеров, а так" де смонтированных вдоль пих адресных секций, каждая иэ которых содержит двусторонние сбрасыватели, размещенные попарно по обе стороны от конвейера приемные емкости и контактные выключатели, при этом датчики и контактные выключатели связаны с входом системы управления, а приводы сбрасывателей - с ее выходом.
СмотретьЗаявка
4049216, 07.04.1986
НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ "АТОМКОТЛОМАШ"
КРАЙНОВИЧ МАРК ЮДЕЛЕВИЧ, МАРКОВ ВАЛЕНТИН СЕРГЕЕВИЧ
МПК / Метки
МПК: B07C 5/04
Метки: автоматическая, длинномерных, линия, сортировки
Опубликовано: 23.08.1988
Код ссылки
<a href="https://patents.su/3-1417938-sposob-sortirovki-dlinnomernykh-izdelijj-i-avtomaticheskaya-liniya-dlya-sortirovki-dlinnomernykh-izdelijj.html" target="_blank" rel="follow" title="База патентов СССР">Способ сортировки длинномерных изделий и автоматическая линия для сортировки длинномерных изделий</a>
Устройство для сортировки малогабаритных аккумуляторов по емкости

Номер патента: 134298
Опубликовано: 01.01.1960
Авторы: Дружинин, Елкин, Колесников, Лещинский
МПК: H01M 10/48
Метки: аккумуляторов, емкости, малогабаритных, сортировки
...аккумулятор Аи. Это напряжение контролируется вольтметром В.Устройство предназначено для работы совместно с подвижным круглым стеллажом, приводимым во вращение через редуктор электродви134298гателем. Стеллаж снабжен гнездами для установки соргирусмых аккумуляторов Аи. По его периметру смонтированы катушки 1 Е, являющиеся нагрузочными сопротивлениями и образующие одновременно электромагниты, удерживающие аккумуляторы Аи во включенном состоянии, Диаметр стеллажа и скорость его вращения выбираются в зависимости от количества групп сортировки аккумуляторов по времени разряда.При движении стеллажа аккумулятор, установленный на разряд, через время, которое задается соответствующей расстановкой скользящих контактов 1, 2 и 3,...
Способ заполнения загрузочной емкости длинномерными изделиями

Номер патента: 360196
Опубликовано: 01.01.1972
Автор: Субботин
МПК: B23Q 7/08
Метки: длинномерными, емкости, загрузочной, заполнения, изделиями
...загрузочной емкости длинномерными изделиями, скатывающими в нее по наклонным направляющим.Предлагаемый способ отличается тем, что сначала останавливают в емкости один конец катящегося изделия, а после разворота изделия в плоскости качения на величину более одного диаметра - второй конец изделия,Это позволяют производить ориентированную многорядную укладку длинномерных изделий в загрузочную емкость.На фиг. 1 схематично изображено устройство для осуществления предлагаемого способа; на фиг. 2 - вид по стрелке А на фиг. 1.Изделие 1, скатываясь по наклоненным направляющим 2, попадает в загрузочную емкость 3, в которой перемещается до упора 4 и по инерции разворачивается в плоскости качения до второго упора Б, установленного со смещением...
Устройство для сортировки длинномерных изделий по длине

Номер патента: 1130421
Опубликовано: 23.12.1984
МПК: B07C 5/04
Метки: длине, длинномерных, сортировки
...балки с кронштейнами для размещения изделий и установленные подцепями бункеры для рассортированныхизделий, снабжено контрольными штырями, размещенными на каждом бункерена траектории перемещения и шарнирно З 5установленными на каждой балке поменьшей мере двумя подпружиненнымивилками, жестко соединенными междусобой,.при этом кажцый последующийв направлении перемещения изделия 40контрольный штырь установлен на мень.шем расстоянии от транспортирующейцепи, чем предыдущий.Загрузочный механизм выполненв виде наклонных склиэов, установлен.45ных с интервалами для обеспечениявозможности прохода кронштейнов иподпружиненных вилок. 21траектории перемещения изделий размещены контрольные штыри 8, а накаждой балке в подшипниках 9 шарнирно...
Способ выброса воздуха из установки для наполнения емкости заданным количеством жидкости и устройство для его осуществления

Номер патента: 2003170
Опубликовано: 15.11.1993
МПК: G05D 27/00
Метки: воздуха, выброса, емкости, жидкости, заданным, количеством, наполнения, установки
...разрежения В буферной емкости и соответственно перед столбом жидкости в наполни- тельной трубке. Эта предупредительнал мера дает преимущества и достижима простыми средствами,5 10 15 20 25 30 35 40 В соединении с устройством для выброса воздуха из наполнительной установки, приведенные выше задачи решаются тем, что управляющий Клапан активно управляется снаруки, в то время как буферная емкость соединена с вакуумным насосом, Такое управление согласно изобретению воздействует, в первую очередь, на управляющий клапан и, во-вторых, на вакуумный насатак, что оба блока; а именно управляющий клапан и вакуумный насос работает в установке с выбросом воздуха, подчиняясь конкретной программе, Раньше клапаны приводились в действие при условии...
Устройство для сортировки ферромагнитных стержневых деталей по длине

Номер патента: 644555
Опубликовано: 30.01.1979
МПК: B07C 5/06
Метки: длине, сортировки, стержневых, ферромагнитных
...состоит из загрузочного узла, сортировочного узла и узла приема рассортированных деталей, Загрузочный узел включает вибробункер 1 и склиз 2. Сорти. ровочный узел состоит из клинового калибра 3 в виде двух сходящихся пластин из диамагнитной стали, каждая из которых закреплена на скошенных полюсниках 4, причем скосы последних обращены к пластинам клинового калибра. Полюсники 4 закреплены на магнитопроводах 5, которые стянуты сердечником 6, На сердечни644586 гЮ Рог. 2 Заказ 2460 Подписи ираж 726 Изд.103 пография, пр. Сапунова, Н ке 6 помещена электромагнитная катушка 7,Полюсники 4, магнитопроводы 5, сердечник 6 и катушка 7 образуют электромагнитную систему, способную создавать в зоне клинового калибра 3 неоднородное магнитостатическое поле...
Предыдущий патент: Центробежный сепаратор
Следующий патент: Инструмент для зачистки поверхности
Случайный патент: Устройство для подачи заготовок