Способ получения поршневых колец
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
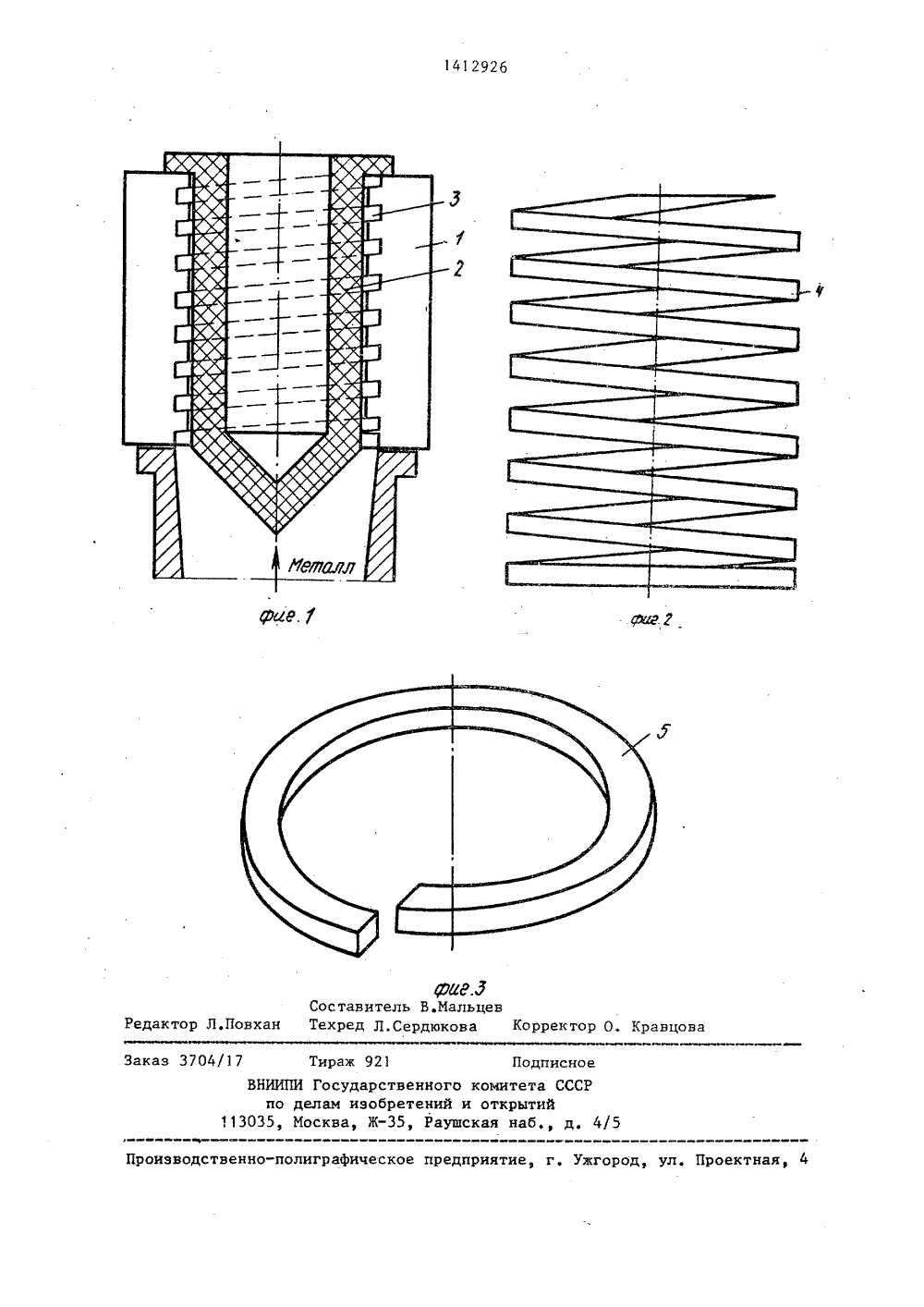
(54) СПОСОБ ПКОЛЕЦ (57) Изобрете НИЯ ПОРШНЕВ му произво зовано при кольцевыхповьппение пства колец У здел одач вМ Я ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ ПИСАНИЕ ИЗОБР А ВТОРСКОМУ СВИДЕТЕЛЬСТВ(56) Мблдаванов В.Ппоршневых колец двинего сгорания. М.:1980, с.79-82. относится к литейно " может быть испольвлении незамкнутыхЦель изобретениядительности и каче- . у расплавленного металла осуществляют в форму, внутренняя полость 3 которой выполнена по винтовой линии, затем выдерживают дл затвердевания отливки и выбивают ее из. формы. После выбивки отливку разрезают вдоль ее оси на отдельные заготовки, формообразуют их до оконч тельной формы и термофиксируют. При этом отливку выбивают при температуре, превьппающей температуру термофиксации, Способ позволяет повысить коэффициент использования металла за счет устранения литниково-питающей системы, снизить себестоимость получения поршневых колец благодаря экономии металла, снижению энерго- и трудозатрат и повысить качество поршневых колец снижением брака по горячим трещинам и газоусадочной порис-тости. 1 з.п. ф-лы, 3 ил.Изобретение относится к литейному производству и может быть использовано при изготовлении незамкнутых коль цевых изделий.Целью изобретения является повыШение производительности и качества Колец.На Фиг.1 представлена схема получения отливки в Форме; на фиг.2 - 10 тливка после выбивки; на Фиг.З кольцо после разрезания отливки.Способ осуществляют следующим образом.В форме, образованной наружной ци линдрической полуформой 1 и внутреним цилиндрическим стержнем 2, выолнена полость 3 по винтовой линии,о осле нагрева до 200-300 форму устаавливали на вертикальный канал магитодинамического насоса (МДН-ЗЧ,б)герметизировали стык. Насос под давлением поднимал металлический чу гун по винтовой полости 3 формы, образованной винтовой канавкой полуфор 25 мы и стержнем, снизу вверх со скоростью течения ламинарного потока, ;позволяющейудалить воздух из формообразующей полости. После спокойного заполнения Формы металлом его давление поднимали. За счет теплопроводности через стенки формы отливка охлаждалась и затвердевала, По достижении отливкой температуры 600- 900 С давление металла сбрасывали,о Форму снимали и разбирали или разруша,35 ли, Отливку 4 надевали на профильную оправку и прессом сжимали до соприкосновения витков, придавая им необходимую эллипсную Форму. В сжатом состоянии отливку 4 закрепляли и засыпали песком для термофиксации.Через 1,0-1,5 ч охлажденная теплофиксированная отливка 4 разрезалась вдоль оси фрезой на отдельные кольца 5, При этом выбивку отливки осуществляли при температуре, превышающей температуру термофиксации.Если выбивку осуществлять после охлаждения отливкикиже температуры термофиксации, тодля обкатия без разрушения и трещинообразования разрезанных заготовокпоршневых колец чугунные отливки необходимо нагреть до 300-500 С. А если отливки выбивать при температуре,превышающей температуру термофиксации, то нагрев не требуется, так какпри этой температуре чугун имеетдостаточную пластичность,Применение предложенного способапозволяет повысить коэффициент использования металла до 95-971 засчет устранения литниково-питающейсистемы, снизить себестоимость получения поршневых колец на 307, за счетэкономии металла, снижения энерго- итрудозатрат и повысить производительность и качество поршневыхколец снижением брака по горячим трещинам и газоусадочной пористости на1-22 по сравнению с базовым объектом.Фо рмула из обре тения1, Способ получения поршневых колец, при котором осуществляют подачу расплавленного металла в полую заготовку, выдержку для затвердевания отливки и ее выбивку из формы, о тл и ч а ю щ и й с я тем, что, с целью повышения производительности и качества колец, подачу расплавленного металла осуществляют в форму, внутренняя полость которой выполнена по винтовой линии, а после выбивки отливку разрезают вдоль ее оси на от- дельные заготовки, формообразуют их до окончательной формы и термофиксируют.2. Способ по и,1, о т,л и ч а ю - щ и й с я тем, что отливку выбивают при температуре, превышающей температуру термофиксации.1412926 Составитель В.МальцеТехред Л.Сердюкова едактор Л.Повх орректор О. Кравцов Заказ 3704 Проектна оизводственно-полиграфическое предприятие, г. Ужгор 17 Тираж 921 ВНИИПИ Государственног по делам изобретений 113035, Москва, Ж, РаушПодписное комитета СССР открытий кая наб., д. 4
СмотретьЗаявка
4065090, 11.05.1986
ИНСТИТУТ ПРОБЛЕМ ЛИТЬЯ АН УССР
ЧАЙКИН ВАДИМ ВСЕВОЛОДОВИЧ, ПЕЧЕНЫЙ НИКОЛАЙ ИВАНОВИЧ, ШУМИХИН ВЛАДИМИР СЕРГЕЕВИЧ
МПК / Метки
МПК: B23P 15/06
Опубликовано: 30.07.1988
Код ссылки
<a href="https://patents.su/3-1412926-sposob-polucheniya-porshnevykh-kolec.html" target="_blank" rel="follow" title="База патентов СССР">Способ получения поршневых колец</a>
Машина для отливки изделий в постоянные формы

Номер патента: 66654
Опубликовано: 01.01.1946
Автор: Соколов
МПК: B22D 15/04
Метки: отливки, постоянные, формы
...самостоятельно поворачивается на оставшийся угол свободного поворота до упора в верхний ограничитель 12, представляющий собой такую же стяжку, как и стяжка 11; при этом форма испытывает толчок. Верхняя половина б начинает скользить по направляющим 8, и вследствие несовмещения оси ее поворота с центром тяжести псворачивается на угол 180 на пальцах 10. Застыв,- шая же отливка, освободившись от верхней половины, выпадает из перевернугсй нижней пслсвины б в приемный лоток, Затем форма, пройдя приблизительно псл-окружности, начинает закрываться; когда направляющие 8 начинают возвращаться в вертикальное начальное положение, верхняя половина б скользит по ним и устанавливается на свое место, после чего форма вновь готова к работе.В форме...
Установка для отливки заготовок в облицованные формы

Номер патента: 1704911
Опубликовано: 15.01.1992
МПК: B22D 15/02, B22D 27/04, B22D 46/00
Метки: заготовок, облицованные, отливки, формы
...по команде рслг, И времени сразу же после окончания цикла получения о)ливки 31),В этот жс Гло)лент оператор отключает подачу газа о печь-миксер, нажав кнопку "Выкл" на панели Газ".Ври установке реле времени возможно авто;латическое включение и выключение продувочного крана 7 и крана 9 подачи газа. Пускатель микрооыключатель 68 соединяет цепь электроцнсв)локлапана 73 привода поворота печи-миксера. и оа под действием этого приаода поворачивается по часовой стрелке: При этом жидкий металл через отверстие в печи-миксере 1 заполняет полость формы, а, поскольку заполнение происходит на определенной глубине, шлаки в форме нс задеря(игаются, они всплывают, что почыо)ает качество отливок,В момент достижения расчетного угла поворота...
Пресс-форма для прессования изделий сложной формы

Номер патента: 1660969
Опубликовано: 07.07.1991
Метки: пресс-форма, прессования, сложной, формы
...9, подпружиненная с помощью пружины 10 чеоез запрессованную в нее вулку 11. На траверсе 9 сверху жестко закреплены матрицы 12, а снизу подвижно установлены в направляющих 13 ступенчатые ползуны 14, содержащие вь 1 ступы 15 и впадины 16, напротив которых расположены выступы 17 ступенчатого корпуса 4,Ступенчатый ползун 14 подпружиненпружинами 18, а на его торце жестко закреплена пластина 19, которая контактирует с роликом 20 двуплечего рычага 21, имеющего возможность поворота вокруг оси 22. Ролик 23 двуплечего рычага 21 имеет воэможность контакта с подпружиненным пружиной 24 толкателем 25, который в свою очередь контактирует с упором 26, жестко закрепленным на верхнем штемпеле 27, Верхний штемпель 27 содержит корпус 2 с закрепленными...
Пресс-форма для изготовления изделий сложной формы

Номер патента: 1694343
Опубликовано: 30.11.1991
Авторы: Анциферов, Зырянов, Корниенко, Масленников, Шацов
Метки: пресс-форма, сложной, формы
...регулируется подвикный упор 14 пресса на величину Н (см. фиг. 4) и приспособление 4, которое имеет резьбовую нагрузку в паре со стойкой 1 с заданным шагом резьбы для определения величины В, т,е. камеры засыпки в верхний пуансон 3 при повороте на заданный угол,При получении годного изделия после настройки приспособление 4 фиксируется винтом 5, не допуская сбоя во время работы пресса.Пуансон 6 расположен в стойке 1 (фиг, 1, слева), неподвижно, а пуансон 3 имеет свободу перемещения, в свободном состоянии он поджат к внутреннему торцу приспособления буфером 7 через шайбу 8 и колонки 9 (фиг. 1, слева) с заданным усилием 2 тс. В рабочем состоянии, т.е, при прессовке изделия, пуансон 3 поджат к торцу стенки 1, преодолев усилие буфера 7 через...
Пресс-форма для формирования изделий сложной формы

Номер патента: 1708515
Опубликовано: 30.01.1992
Авторы: Зырянов, Куприн, Онищак, Шацов
Метки: пресс-форма, сложной, формирования, формы
...управления электромагнитной катушкой (фиг,4).Пресс-форма работает следующим об разом.В полость матрицы 1 засыпается металлический порошок, опускается верхняя головка с вмонтированным на ней пуансоном-матрицей 14, который воздействует через распорную втулку 15 на упругий элемент 13, рассчитанный на усилие преодоления перемещения нижних пуансонов 3, давая, таким образом, возможность перераспределяться металлическому порошку в. полость пуансона-матрицы 14 (Фиг 1). Схема управления электромагнитной катушки разомкнута При дальнейшем перемещении верхней головки металлический порошок в формообразующих полостях матрицы 1, пуансонов 3. и 14 уплотняется.:Пуансон-матрица 14, преодолевая сопротивление упругого элемента 23, которое...
Предыдущий патент: Способ сборки под сварку стыков листов
Следующий патент: Устройство для выпрессовки втулок из корпусных деталей
Случайный патент: Механизм фиксации упора