Система программного управления гальванической линией
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
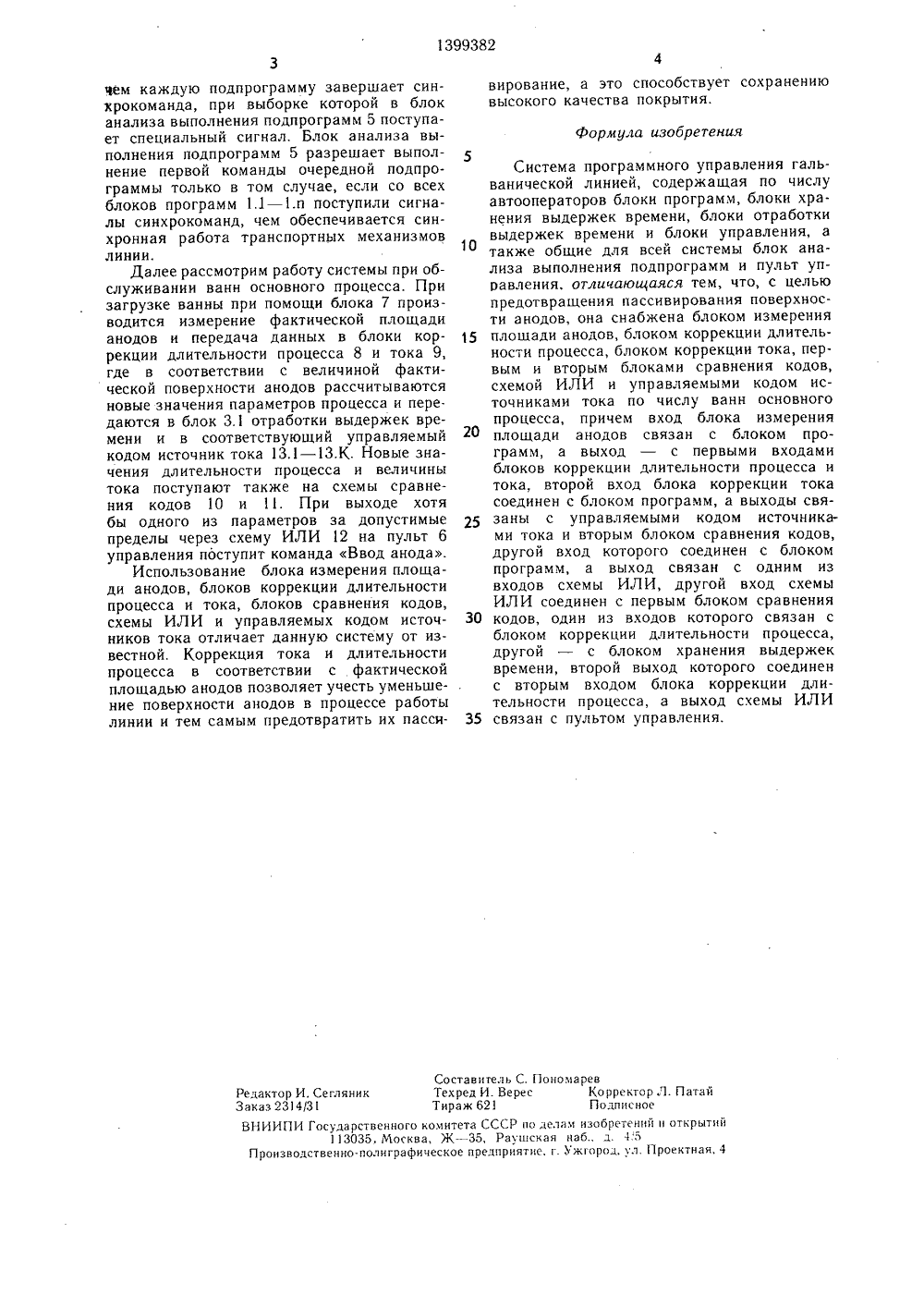
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХ 13993 ЕСПУБЛИК 19 5 Р 21 12 САНИЕ ИЗОБРЕТЕНИЯ,льваноно для аничес- предотти ановязан с ния вы тработлокам общими выполСУДАРСТВЕННЫЙ КОМИТЕТ СССР ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТ ВТОРСКОМУ СВИДЕТЕЛЬСТВУ(71) Смоленский филиал Московского энергетического института(54) СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ ГАЛЬВАНИЧЕСКОЙ ЛИНИЕЙ(57) Изобретение относится к гастегии и может быть использовауправления автооператорами гальвких линий. Цель изобретениявращение пассивирования поверхносдов, Каждый блок программ 1,1 - 1.п ссоответствующими ему блоками хранедержек времени 2.1 - 2.п,блоками оки выдержек времени 3.1 - З.п и буправления 4.1 - 4 п, а также сдля всей системы блоком анализа нения подпрограмм 5 и пультом управления 6. Кроме того, блок программ 1. основного процесса по выходам связан с блоком измерения площади анодов 7, блоком коррекции тока 9 и вторым блоком сравнения кодов 11. Выходы блока коррекции тока 9 соединены с управляемыми кодом источниками тока 13.1 - 13.К по числу ванн основного процесса и с вторым блоком сравнения кодов 11. Блок измерения площади анодов 7 по выходу связан с блоком коррекции тока 9 и с блоком коррекции длительности процесса 8. Входы первого блока сравнения кодов 10 связаны с блоком хранения выдержек времени 2.1 и с блоком коррекции длительности процесса 8, а выход - с схемой ИЛИ 12, другой вход которого соединен с вторым блоком сравнения кодов 11. Предотвращение пассивирования поверхности анода достигается введением в данную систему блока измерения площади анодов, блока коррекции длительности процесса, блока коррекции тока, первого и второго блоков сравнения кодов, схемы ИЛИ и управляющих кодом источников тока по числу ванн основного процесса. 1 ил.5 О 5 Изобретение относится к гальваностегии я может быть использовано для управления автооператорами гальванических линий, включенных в состав гибких автоматизированных производств.Цель изобретения - предотвращение йассивирования поверхности анодов.На чертеже приведена функциональная схема системы программного управления альванической линией.Система содержит следующие блоки по числу автооператоров: блоки программ 1,1 - 1,и, блоки хранения выдержек времени 2. - 2,п, блоки отработки выдержек времеки 3.1 в .п и блоки управления 4.1 - 4.п, а акже общие для всей системы блок анализа ыполнения подпрограмм 5, пульт управления 6, блок измерения площади анодов 7, олок коррекции длительности процесса 8, лок коррекции тока 9, первый и второй локи сравнения кодов 10 и 11, схему ЛИ 12 и управляемые кодом источники тоа 13.1 в ,К по числу ванн основного процесса. Каждый блок программ 1.1 - 1.п связансоответствующими ему блоками хранения ыдержек времени 2.1 - 2.п блоками отраотки выдержек времени 3,1 - З.п и блоками управления 4.1 - 4.п, а также с общиМи для всей системы блоком анализа выполнения подпрограмм 5 и пультом управления 6. Кроме того, блок программ 1.1 основного процесса по выходам связан с блокам измерения площади анодов 7, блоком (оррекции тока 9 и вторым блоком сравнения кодов 1. Выходы блока коррекции тока 9 соединены с управляемыми кодомисточниками тока 13.1 - 13.К по числу ванн основного процесса и с вторым блоком сравнения кодов 11. Блок измерения площади анодовпо выходу связан с блоком кор 1 екции тока 9 и с блоком коррекции длительности процесса 8, второй вход которого соединен с блоком хранения выдержек ремени 2.1. Входы первого блока сравнения кодов 10 связаны с блоком хранения выдержек времени 2.1 и с блоком коррекции длительности процесса 8, а выход с схемой ИЛИ 12, другой вход которой соединен с вторым блоком сравнения кодов 11. Выход схемы ИЛИ 12 связан с пультом управления 6.Блоки программ 1.1 - 1.п представляют обой совокупность адресуемых ячеек памя- и микропроцессорного устройства, в которых хранятся коды команд управления. В блоке программ 1,1 хранятся также номи- альные и минимальные значения токов анн основного процесса.Блоки хранения выдержек времени ".1 - 2.п представляют собой совокупность адесуемых программных переключателей, при омощи которых производится набор требуемой длительности обработки. Блок 2.1 со 20 25 30 35 40 45 50 55 держит, кроме того, программные переключатели, при помощи которых устанавливается максимальная длительность обработки в ваннах основного процесса.Блоки отработки выдержек времени 3.1 - З.н выполнены на базе микросхем интервального таймера КР 58 О ВИ 53.Блоки управления 4.1 - 4 преобразуют коды команд в сигналы управления двигателями автооператора.Блок 5 разрешает одновременное выполнение всеми автооператорами очередного участка программы при поступлении синхрокоманд, завершающих каждый участок программы, со всех блоков программ 1.1 - 1.п,Пульт управления 6 содержит набор клавиш, при помощи которых в блоки программ 1.1 - 1.п осуществляется ввод номера программы обработки, а также органы управления устройством ввода анодов. Блок 7 при помощи датчиков, установленных в ваннах основного процесса, измеряет величину площади поверхности анодов.Блоки 8 коррекции длительности процессов и 9 коррекции тока выполнены на базе микропроцессорных вычислительных устройств.Блоки 1 О и 11 сравнения кодов выдают на выход сигнал логической 1, если число, поступающее на информационный вход, превышает число, поступающее на опорный вход,Схема ИЛИ 12 выполняет логическую операцию ИЛИ.Управляемый кодом источники тока 13.1 - 13.К преобразуют код, поступающий на вход, в соответствующую ему величину тока гальванической ванны.Система работает следующим образом.Перед началом работы транспортные механизмы устанавливаются в исходное положение. Оператор, набрав на пульте 6 управления номер технологической программы, нажимает кнопку Пуск, При этом, из блока программ 1,п выбирается первая команда подпрограммы и передается в блок управления 4.п. Автооператор начинает движение, причем выборка очередной команды осуществляется по сигналамс путевых датчиков линии, поступающих на блок управления 1.п, Технологическая выдержка в ваннах осуществляется следующим образом. В соответствии с адресом позиции из блока хранения выдержек времени 2.п выбирается соответствующий код и помещается в блок отработки выдержек времени З.п, Отсчет времени начинается по команде с блока управления 4.п. По окончании выдержки с блока З.п на блок программ 1.п поступает сигнал, после чего осуществляется выборка очередной команды. Технологическая программа представляет собой совокупность отдельных подпрограмм, при1399382 Формула изобретения Составитель С. ПономаревРедактор И. Сегляник Текред И. Верес Корректор Л. ПатайЗаказ 2314/31 Тираж 621 ПодписноеВНИИПИ Государственного комитета СССР по делам изооретений и открытий113035, Москва, Ж - 35, Раушская наб., л. 45Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4%ем каждую подпрограмму завершает синхрокоманда, при выборке которой в блок анализа выполнения подпрограмм 5 поступает специальный сигнал. Блок анализа выполнения подпрограмм 5 разрешает выполнение первой команды очередной подпрограммы только в том случае, если со всех блоков программ 1.1 - 1.п поступили сигналы синхрокоманд, чем обеспечивается синхронная работа транспортных механизмов линии.Далее рассмотрим работу системы при обслуживании ванн основного процесса. При загрузке ванны при помощи блока 7 производится измерение фактической площади анодов и передача данных в блоки кор рекции длительности процесса 8 и тока 9, где в соответствии с величиной фактической поверхности анодов рассчитываются новые значения параметров процесса и пере.даются в блок 3.1 отработки выдержек времени и в соответствующий управляемый кодом источник тока 13.1 - 13,К. Новые значения длительности процесса и величины тока поступают также на схемы сравнения кодов 10 и 11. При выходе хотя бы одного из параметров за допустимые 25 пределы через схему ИЛИ 12 на пульт 6 управления поступит команда Ввод анода.Использование блока измерения площади анодов, блоков коррекции длительности процесса и тока, блоков сравнения кодов, схемы ИЛИ и управляемых кодом источ ников тока отличает данную систему от известной. Коррекция тока и длительности процесса в соответствии с фактической площадью анодов позволяет учесть уменьшение поверхности анодов в процессе работы линии и тем самым предотвратить их пасси вирование, а это способствует сохранениювысокого качества покрытия. Система программного управления гальванической линией, содержащая по числу автооператоров блоки программ, блоки хранения выдержек времени, блоки отработки выдержек времени и блоки управления, а также общие для всей системы блок анализа выполнения подпрограмм и пульт управления, отличающаяся тем, что, с целью предотвращения пассивирования поверхности анодов, она снабжена блоком измерения площади анодов, блоком коррекции длительности процесса, блоком коррекции тока, первым и вторым блоками сравнения кодов, схемой ИЛИ и управляемыми кодом источниками тока по числу ванн основного процесса, причем вход блока измерения площади анодов связан с блоком программ, а выход - с первыми входами блоков коррекции длительности процесса и тока, второй вход блока коррекции тока соединен с блоком программ, а выходы связаны с управляемыми кодом источниками тока и вторым блоком сравнения кодов, другой вход которого соединен с блоком программ, а выход связан с одним из входов схемы ИЛИ, другой вход схемы ИЛИ соединен с первым блоком сравнения кодов, один из входов которого связан с блоком коррекции длительности процесса, другой - с блоком хранения выдержек времени, второй выход которого соединен с вторым входом блока коррекции длительности процесса, а выход схемы ИЛИ связан с пультом управления.
СмотретьЗаявка
4163408, 16.12.1986
СМОЛЕНСКИЙ ФИЛИАЛ МОСКОВСКОГО ЭНЕРГЕТИЧЕСКОГО ИНСТИТУТА
ГЛАДШТЕЙН МИХАИЛ БОРИСОВИЧ, КОВАЛКОВ НИКОЛАЙ ВАСИЛЬЕВИЧ, РЕВИН АЛЕКСЕЙ ГЕННАДЬЕВИЧ
МПК / Метки
МПК: C25D 21/12
Метки: гальванической, линией, программного
Опубликовано: 30.05.1988
Код ссылки
<a href="https://patents.su/3-1399382-sistema-programmnogo-upravleniya-galvanicheskojj-liniejj.html" target="_blank" rel="follow" title="База патентов СССР">Система программного управления гальванической линией</a>
Преобразователь интервалов времени в цифровой код

Номер патента: 930217
Опубликовано: 23.05.1982
Автор: Чистяков
МПК: G04F 10/04
Метки: времени, интервалов, код, цифровой
...на фиг.4 - диаграмма процесса преобразования начального участка интервала времени.Преобразователь содержит триггер 1, инвертор 2, Р-триггер 3., генератор 4 импульсов, вентиль 5, счетчик б, блоки 7 и 8 выделения, элементы И-НЕ 9-1.-9-п, элементы 10-1-10-и задержки, дополнительные элементы И-НЕ 11-1-11-п, дополнительные элементы 12-1-:12-и задержки, блок 13 дешифрирования и индикации. На фиг.2 приняты обозначения: а - , импульсы на выходе генератора 4 импульсов; б - импульсы на выходе инвертора 21 в - сигнал на втором выходе триггера 1; г - сигнал на первом выходе триггера 11 д - сигнал на первом выходе Р-триггера 3; е сигнал на втором выходе Р-триггера 3; ж - импульс на выходе блока 7 выделения; з - импульсы на выходе блока 8 выделения;...
Преобразователь интервалов времени в цифровой код

Номер патента: 1255984
Опубликовано: 07.09.1986
Автор: Чистяков
МПК: G04F 10/04
Метки: времени, интервалов, код, цифровой
...6 составляет О, мкс,то вес младшего разряда ПЗУ 25 удобно взять 0,01 мкс с тем, чтобы весь результат, записываемый далее в блок26 индикации, был представлен в удобной для оператора десятичной системе счисления. Записьготового результата в блок 26 индикации с выходов счетчика 6 и ПЗУ 25 производится импульсом с второго выхода блока 9 синхронизации (фиг, бд). Импульс с третьего выхода блока синхронизации (фиг. 6 е) устанавливает в исходное состояние счетчик 6, первый 11 и второй 12 блоки преобразования. После записи результата в блок 26 индикации происходит индикация до момента записи следующего результата, т,е, после прихода очередной пары старт- и стопимпульсов, Одновременно с процессом индикации начинается выработка текущего значения...
Преобразователь временного интервала в код

Номер патента: 1349001
Опубликовано: 30.10.1987
МПК: H03M 1/12
Метки: временного, интервала, код
...характеристика может быть сделана несимметричной, Выберем ток питания элемента величиной 1 (фиг.3 а).Тогда в случае появления в передающей линии 2 тока 1 - 1 ф,/2 М (где М - эффективная индуктивность, характеризующая магнитную связь линии с джозефсоновским контактом; 1 с 1 - параметр, зависящий от формы управляющейхарактеристики) рабочая точка переместится из сверхпроводящей области (точка "а") в нормальную область (т."б") и контакт переключится в состояние с напряжением, что соответствует логической "1". Если теперь ток 1 уменьшится, то контакт останется в этом состоянии с напряжением, пока импульсный ток питания не уменьшится до нуля,В случае появления в линии 3 тока 1 - 1/2 М (в момент 1 =О) рабочая точка переместится из...
Преобразователь временного интервала в код

Номер патента: 2004942
Опубликовано: 15.12.1993
Автор: Фельдман
МПК: H03M 1/50
Метки: временного, интервала, код
...На выходе преобразователя 1 во время интервалаформируются М временных интервалов, причем длительность каждого временного интервала соответствует интегралу значения О/х,; за время сзр длл -ого канала. Сигналы временных интервалов формируются отрицательной полярности, поступают на входы элемента И-НЕ 2, Элемент И-НЕ 2 формирует сигнал разрешения, который по связи 15 поступает на элемент И - НЕ 3. Сигнал разрешенияинформирует о наличии хотя бы одного временного интервала,Сигнал разрешения с выхода элемента И - НЕ 2, проходя на элемент И - НЕ 3, разрешает прохождение тактовых импульсов заполнения с входа 16. Эти импульсы, проходя через элемент И - НЕ 3 на его выход, поступают на счетный вход счетчика 4 и счетный вход счетчика 8. В...
Преобразователь интервалов времени в цифровой код

Номер патента: 387520
Опубликовано: 01.01.1973
МПК: G04F 10/04, H03M 1/50
Метки: времени, интервалов, код, цифровой
...линиизадержки подают измеряемый интервал Т и на ее выходах 110 - 11, появляются интервалы Т задержанные друг относитель но друга на время дискретности тз первогоразряда. Допустим, тз = 1 мксек. Передний фронт последнего интервала с выхода 11, запускает триггер 4, а следующий непосредственно за ним задний фронт одного из преды дущих интервалов со схемы 8 сборки, поступивший на нее в данном случае с выхода 111 линии задержки, возвращает триггер 4 в исходное состояние, На входах регистра 2 памяти тактике появляются задержанные интер валы, нс запись в регистр производится только в тот момент, когда на разрешающий вход рс"истра памяти приходит задний фронт питерка,.а с триггера 4. Так как запись производится задними фронтами задержанных ин...
Предыдущий патент: Устройство для автоматической подачи воды в ванны промывки гальванических линий
Следующий патент: Платина плоскофанговой машины
Случайный патент: Резец к пиле ito дереву