Прокатный валок полосового прокатного стана
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
(19) 111 11 4 В 21 В 27 02 ЕТЕНИЯ лургический ва и Инданов СС 78. ПОЛОСОметаллуржет быть испри прокатОСУДАРСТВЕННЫЙ КОМИТЕТ СССРО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ ОПИСАНИЕ И СКОМУ СВИДЕТЕЛЬСТ(71) Днепропетровский меинститут им. Л, И. Бреститут черной металлургии(54) ПРОКАТНЫЙ ВАЛОКВОГО ПРОКАТНОГО СТАНА(57) Изобретение относится кгической промышленности и мопользовано в прокатных клетях ке рифленых листов. Целью изобретения является улучшение условий формообразования рифлений прокатываемых листов. Прокатный валок содержит бочку 1 и шейки 2, Бочка валка снабжена многозаходными винтовыми ручьями левого и правого на правлений, образующими при пересечении ромбические калибры. Боковые части ручья калибра образованы дополнительными плоскостями, составляющими с образующей бочки валка угол 30 - 45, а их протяженность равна 0,15 - 0,35 высоты ручья.Благодаря более равномерной деформации металла в выпусках трапецеидального ручья обеспечивается равномерное распределение контактных напряжений по контуру ручья, улучшаются условия затекания металла в ручьи рифленого валка. 2 ил.у10 20 25 30 35 40 Фориула изобретения 45 50 55 Изобретение относится к металлургической промышленности и может быть использовано в устройствах прокатных клетей при прокате рифленых листов.Цель изобретения - улучшение условий формообразования рифлений прокатываемых листов.На фиг. 1 изображен прокатный валок; на фиг. 2 - разрез А- - А на фиг. 1.Прокатный валок содержит бочку 1 и шейки 2, Бочка валка выполнена с рифлением ее поверхности и снабжена многозаходными винтовыми ручьями левого и правого направлений, образующими при пересечении ромбические калибры. Расположение ромбических калибров вдоль или по диаметру бочки валка характеризуется углом наклона ручьев 1 к образующей бочки. Форма ручья трапецеидальная. Боковые части ручья образованы прямыми АВ и ЕГ, составляющими с образующей бочки валка угол р, равный 30 - 45, протяженность боковой части ручья Ь равна 0,15 - 0,35 высоты ручья Ь. Ширина ручья рифленого валка и его глубина определяется требуемыми значениями ширины и высоты выступов на поверхности листа. На практике ширина ручья равна 4,5 - 5,0 мм, а глубина - 2,8 - 3,5 мм.Установлено, что степень заполнения углублений валка при прочих равных условиях зависит от угла наклона углублений к образующей бочки валка. Чем больше угол наклона углублений валка к образующей, тем больше величина перемещения металла в углубление валка, так как при этом возрастает работа пластической деформации металла в выступе листа. Величина перемещения металла в углубление рифленого валка зависит от притока металла из обжимаемого участка и от угла наклона углублений к образующей бочки валка. Вертикальная составляющая скорости течения металла на участке углубления рифленого валка Ч,з равна скорости течения металла обжимаемого участка 1. умноженной на величинуЬ в - ЫЩгде в и Ь - ширина и высота выступана листе или, соответственно,ширина и глубина калибра навалке;р - угол наклона калибра к образующей бочки валка,С увеличением угла р в углубление валка поступает большее количество металла,Учитывая условия заполнения углубления рифленого валка и возможные соотношения ширины и глубины калибра, были выбраны оптимальные значения угла наклона боковых частей ручья и их протяженность. Стойкость калибров с углом выпуска 38 - 45 выше в 1 2 - 1 6 раза, чем стойкость калибров без выпусков, и составляет от 600 до 1000 т против 450 в 5 т соответственно.Протяженность боковых частей ручья (Ь) выбрана из следуюцих соображений. Исходя из того, что ширина калибра АГ равна 4,6 - 5,0 мм, глубина калибра (Ь) - 2,8 - 4,0 мм, наклон граней ВС и ОЕ у дна калибра равен 60, и необходимости обеспечения требуемой стойкости валка, учитываемой углом наклона граней калибра АВ и ЕГ к образующей бочки валка = - 30 - 45), протяженность боковых частей ручья будет равна Ь= (0,15 - 0,35) Ь, что практически составляет Ь=0,6 - 1,4 мм.Ручьи бочки валка имеют специально выполненные выпуски, уменьшающие кривизну в месте перехода от ручья к образующей бочки валка. Благодаря более равномерной деформации металла в выпусках трапецеидального ручья обеспечивается равномерное распределение контактных напряжений по контуру ручья, повышается равномерность его износа и увеличивается срок службы валка, Оптимальный наклон боковых частей ручья к образующей бочки валка способствует улучшению условий затекания металла в ручьи рифленого валка, что позволяет получить требуемую высоту рифов на листах при меньшей величине обжатия. Уменьшение величины обжатия при прокатке рифленых листов снижает нагрузки на оборудование и двигатель прокатного стана и позволяет прокатывать листы меньшей толщины, что расширяет их сортамент. Качество рифленых листов улучшается из-за преждевременного износа рифленого валка. Прокатный валок полосового прокатного стана, содержащий шейки и бочку с ромбическим рифлением на ее поверхности, образованным винтовыми ручьями левого и правого направлений и . имеющими профиль поперечного сечения с наклонными стенками, отличающийся тем, что, с целью улучшения условий формообразования рифлений прокатываемых листов, боковые стенки профиля поперечного сечения ручьев ромбического рифления выполнены с дополнительной наклонной плоскостью, составляю щей с образующей бочки угол 30 - 45, причем высота наклонной плоскости составляет 0,15 - 0,35 глубины ручья.Составитель В. ВасильеваРедактор М. Петрова Техред И. Верес Корректор А. ТяскоЗаказ 2304/8 Тираж 467 ПодписноеВНИИПИ Государственного комитета СССР по делам изобретений и открытий13035, Москва, Ж - 35, Раушская наб., д. 4/5Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
СмотретьЗаявка
4143072, 05.11.1986
ДНЕПРОПЕТРОВСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ИНСТИТУТ ИМ. Л. И. БРЕЖНЕВА, ИНСТИТУТ ЧЕРНОЙ МЕТАЛЛУРГИИ
КОСТРИЦА ЮРИЙ САВЕЛЬЕВИЧ, БОГДАНОВ АЛЕКСАНДР ЛЕОНИДОВИЧ, САФЬЯН АЛЕКСАНДР МАТВЕЕВИЧ, ТАЛДИН НИКОЛАЙ ЯКОВЛЕВИЧ, ЧЕПЕЛЯН ИВАН ИВАНОВИЧ, ФИШЕР ВИЛЬГЕЛЬМ ЭДУАРДОВИЧ
МПК / Метки
МПК: B21B 27/02
Метки: валок, полосового, прокатного, прокатный, стана
Опубликовано: 30.05.1988
Код ссылки
<a href="https://patents.su/3-1398938-prokatnyjj-valok-polosovogo-prokatnogo-stana.html" target="_blank" rel="follow" title="База патентов СССР">Прокатный валок полосового прокатного стана</a>
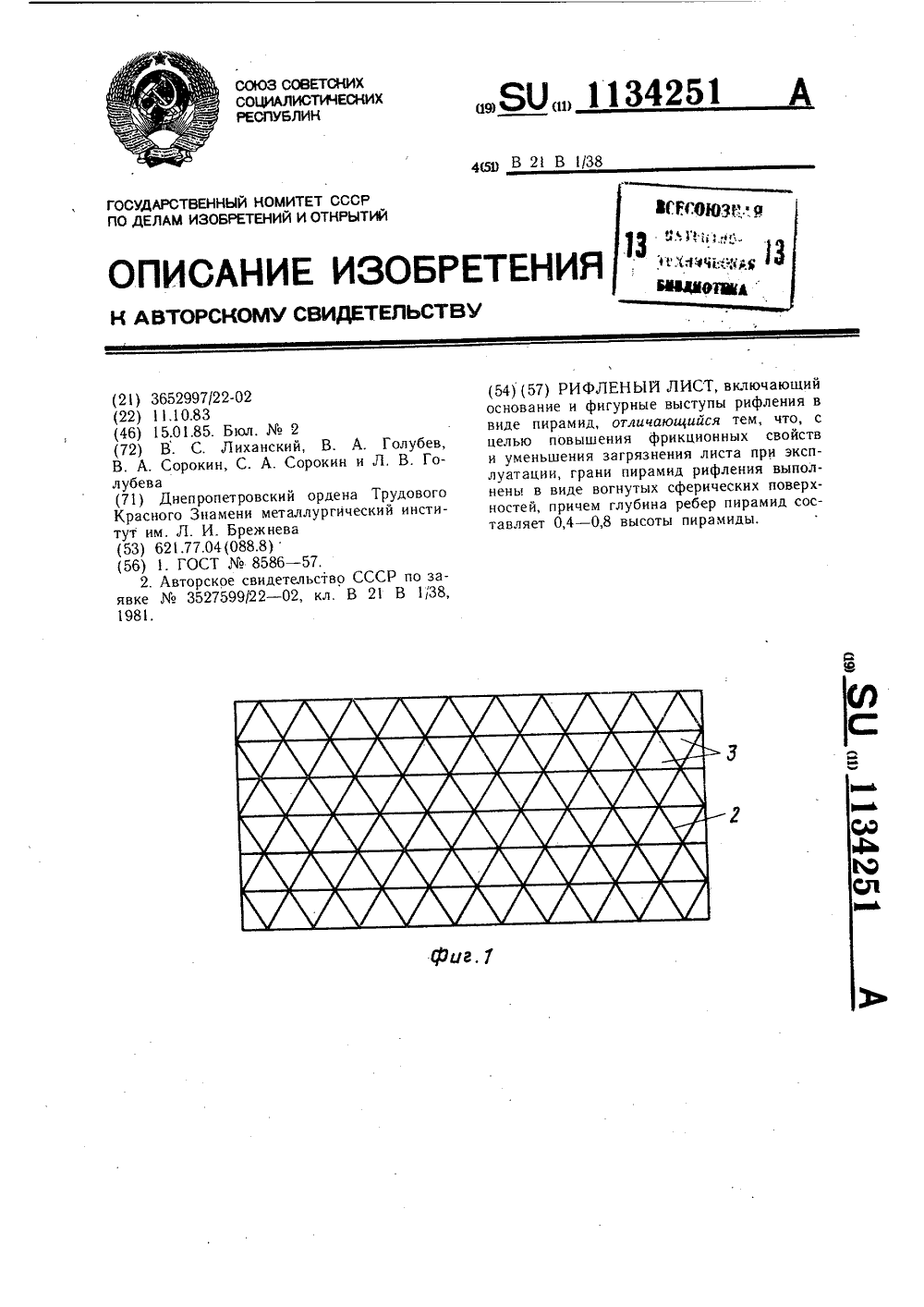
Рифленый лист
Номер патента: 1134251
Опубликовано: 15.01.1985
Авторы: Голубев, Голубева, Лиханский, Сорокин
МПК: B21B 1/38
...на фиг. 2 рифленый лист.Лист состоит из основания 1, на одной из сторон которого нанесены пересекающиеся в плоскости рабочей поверхности листа выступы 2. Выступы 2 образуют на поверхности листа сетку с треугольными гранями 3 В узлах сетки выступы 2 соединены в шестиугольные пирамиды с равноудаленным и друг от друга вершинами 4. При этом пространственный профиль каждой грани треугольной 3 - описан сферической поверхностью. Вогнутость ребер 2 ячеек 3 составляет 0,4 - 0,8 высоты пирамиды по отношению к плоскости, проходящей через вершины 4 параллельно основанию 1 листа.Рифленый лист по сравнению с трехи четырехгранными рифами обладает рифами с большими углами при вершинах 4 шесшую обтекаемость, что позволяет облег 1 О чить операцию...
Узел валков, образующих четырехвалковый калибр

Номер патента: 1063495
Опубликовано: 30.12.1983
Авторы: Афанасьев, Биллер, Вавилов, Грицук, Приходько, Тригубчук, Ющевский
МПК: B21B 13/10
Метки: валков, калибр, образующих, узел, четырехвалковый
...2 и расположенную между шайбами распорную пружину 3 сжатия(преимущественно с прямоугольным се- .чением витка), которая посажена наось 1 и может работать в осевом направлении при изменении длины бочки,а также может изменять положение наоси в радиальном направлении на величину зазора Д. Ширина витков Впружины 3 равна ширине Вкому под 45вижных шайб 2, Распорная пружина может быть выполнена со шпоночным пазом 4 и соединяться с осью шпонкой 5.Вертикальные валки б расположенысбоку горизонтальных валков. Предлагаемые валки используютсяв четырехвалковых калибрах, состоящихиз двух горизонтальных валков и двухвертикальных валков 6, обжимающихкромки полосы 7.Приводные горизонтальные валкислужат в основном для протягиванияполосы через калибр....
Способ производства рифленых листов

Номер патента: 835535
Опубликовано: 07.06.1981
Авторы: Андреев, Бодня, Гречковский, Дмитриев, Кизиев, Орлов, Следнев
МПК: B21B 1/38
Метки: листов, производства, рифленых
...высушить поверхность бочки валка перед чистовым пропуском и тем самым предотвратить отрицательное воздействие охлаждающей жидкости на заполнение полостей валков металлом и формирование профиля элементов рифления в чистовом пропуске. Кроме того, отсутствие охлаждения валка в чистовом пропуске позволяет повысить температуру конца прокатки и тем самым, в случае необходимости, увеличить обжатие, Охлаждение валков возобновляется перед началом прокатки следующего листа.Обжатие, необходимое для получения требуемой геометрии элементов рифления, с учетом толщины прокатываемых листов, коэффициента трения, высоты элементов рифления, их шага и других параметров определяют по формуле ЬЬ = 0,3 - :0,4 - + 1 К -(1 - 1 Ы ).Н НаЬ б б бр Значение...
Рифленый лист

Номер патента: 1292852
Опубликовано: 28.02.1987
Авторы: Ворона, Деев, Костюченко, Лиханский, Поляков, Рождественский, Румковский, Рябцев, Синица, Чаплыгин
МПК: B21B 1/38
...угла Р более 90 усложняет технологию изготовления прокатных валков.Величина угла с= 5 характеризуется необходимостью наличия технологического уклона на изделиях, получаемых методом прокатки, а уменьше 25ние менее 5 может привести к окову валков,Граничное значение 40обусловле-,но необходимостью выполнения наклонной площадки, превышение этой величины не позволяет сФормировать наклон"О ную площадку,РиАленый лист работает следующимобразом.В нормальных условиях риАленыйлист (Фиг,1) под воздействием силыЗ 5 Р давящей поверхности изнашиваетсяот верхней грани 4 к сечению 111-111и далее к сечению 11-11 и П 1-111и т.д. Интенсивность увеличения площади продольного сечения риАленияот верхней грани 4 к основанию 1 впредлагаемом листе...
Рифленый лист
Номер патента: 908431
Опубликовано: 28.02.1982
Авторы: Бахтинов, Белянский, Голубев, Грудев, Ефимов, Карюков, Кострица, Левченко, Лиханский, Полатовский, Поляков, Сорокин, Чаплыгин
МПК: B21B 1/38
...однако наличиедо основания полуконуса (торца), расположенного к плоскости листа под углом 85-95, обеспечивает повышение сцепляемости с давящей поверхностью и внедрения рифа в нее, чем при рифленом листе чечевичной и ромбической формы, за счет чего проис- и ходит улучшение фрикционных свойств рифленого листа. Естественно, что предлагаемый лист менее металлоемок, чем листы чечевичной или ромбической формы за счет меньшего сечения ребра в продольном и поперечном сечениях (фиг. 2). Оптималь- З 0 ной высотой и длиной выполнения рифа является отношение высоты рифа к длине его основания, равное 0,3 - 0,5. Отношение высоты рифа 1: к длине основания Р 4, равное 0,3, выбирается из условия минимально возможного сцепления рифа с давящей З...
Предыдущий патент: Устройство для прокатки электротехнической листовой стали
Следующий патент: Предохранительная муфта прокатного стана
Случайный патент: Вращающаяся печь