Способ формирования резьб в полых заготовках
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1386342
Авторы: Алексеев, Арафалов, Гордий, Сагутдинов

Текст
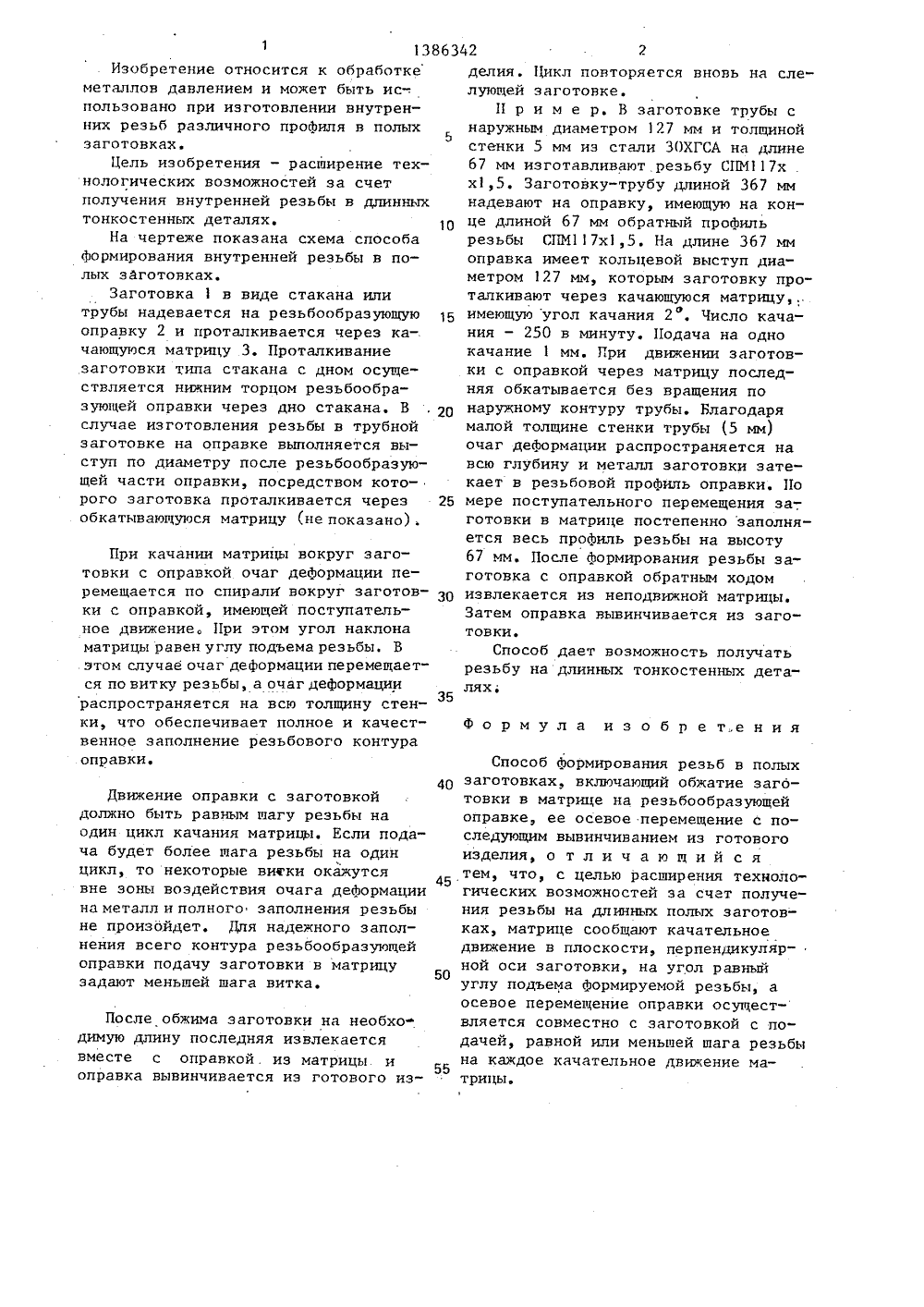
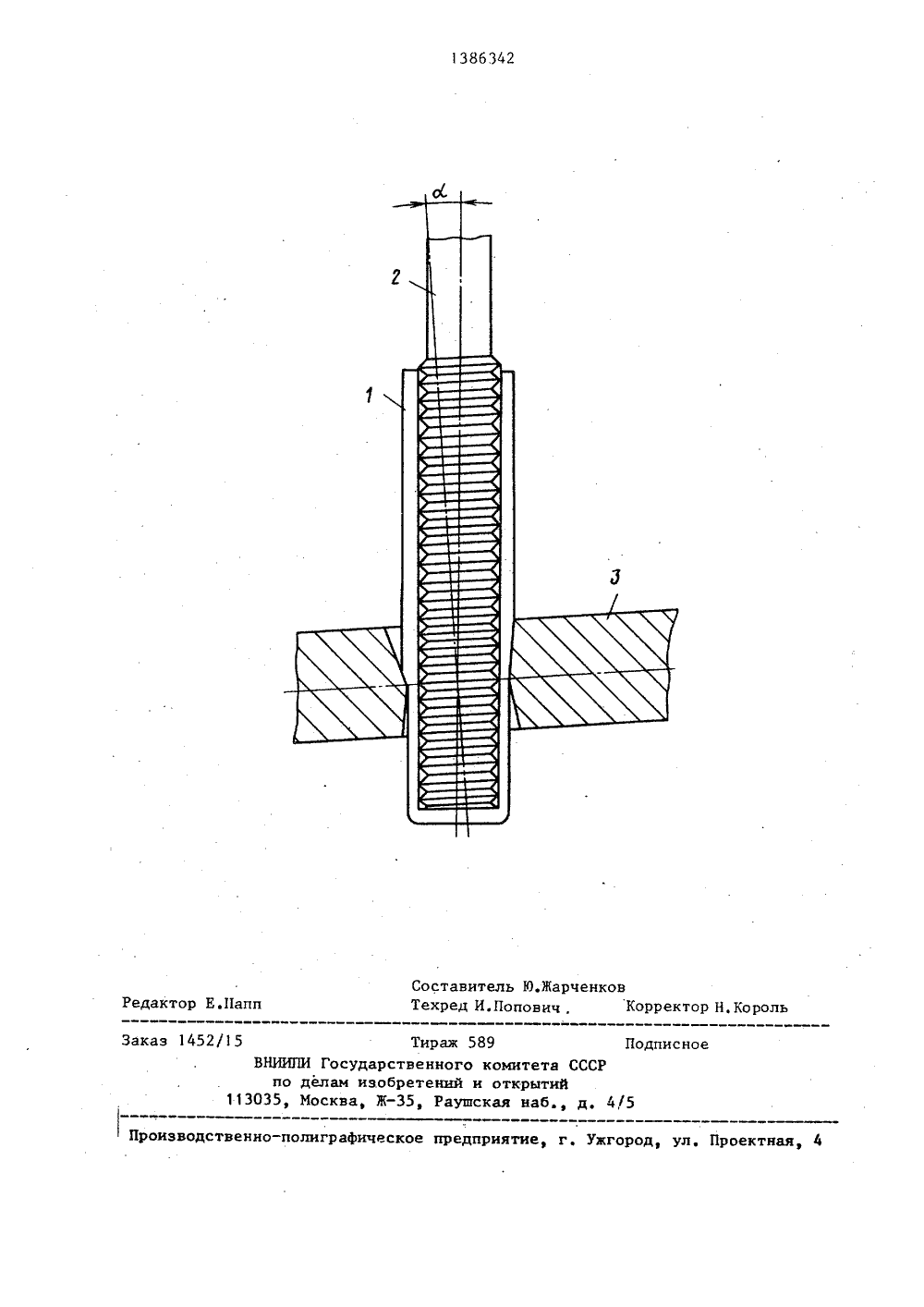
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 8013 ср ,ПИСАНИЕ ИЗОБРЕТЕН УДАРСТВЕНКЫЙ КОМИТЕТ СССРДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ Н А ВТОРСКОМУ СВИДЕТЕЛЬСТ(56) Авторское свидетельство СССРУ 113682 А, кл. В 21 Н 3/08, 1982.(54) СПОСОБ ФОРМИРОВАНИЯ РЕЗЬБ В ПОЛЫХ ЗАГОТОВКАХ(57) Изобретение относится к областиметаллов давлением и может бытьиспользовано при изготовлении внутренних резьб на длинных тонкостенных деталях, Для этого полую заготовку насаживают на резьбообразующую оправку и перемещают их в осевом направлении относительно качающейся матрицы. Матрицарасположена в плоскости, перпендикулярной оси заготовки, и совершает качательные движения на угол, равныйуглу подъема Аормируемой резьбы, чтообеспечивает перемещение очага дейтормации по витку резьбы и полное залолнение профиля резьбообразующей оправки. При этом оправка с заготовкойперемещается через матрицу с подачейравной или меньшей нага Формируемойрезьбы, на каждое качательное движение матрицы. 1 ил,1 13863Изобретение относится к обработке металлов давлением и может быть ис-, пользовано при изготовлении внутренних резьб различного профиля в полых5 заготовках.Цель изобретения - расширение технологических возможностей за счет получения внутренней резьбы в длинных тонкостенных деталях. 10На чертеже показана схема способа формирования внутренней резьбы в полых заготовках.Заготовка 1 в виде стакана или трубы надевается на резьбообраэующую оправку 2 и проталкивается через качающуюся матрицу 3. Проталкивание заготовки типа стакана с дном осуществляется нижним торцом резьбообразующей оправки через дно стакана. В , 20 случае изготовления резьбы в трубной заготовке на оправке выполняется выступ по диаметру после резьбообразующей части оправки, посредством которого заготовка проталкивается через 25 обкатывающуюся матрицу (не показано) . При качании матрицы вокруг заготовки с оправкой очаг деформации перемещается по спирали вокруг заготов- З 0 ки с оправкой, имеющей поступательное движение. При этом угол наклона матрицы равен углу подъема резьбы. В этом случае очаг деформации перемещается по витку резьбы, а очаг деформации35 распространяется на всю толщину стенки, что обеспечивает полное и качественное заполнение резьбового контура оправки. 40 45 тем, чтор с целью расширения технологических возможностей эа счет получе 50 Движение оправки с заготовкой должно быть равным шагу резьбы на один цикл качания матрицы. Если подача будет более шага резьбы на один цикл, то некоторые витки окажутся вне зоны воздействия очага деформации на металл и полного заполнения резьбы не произойдет. Для надежного заполнения всего контура резьбообраэующей оправки подачу заготовки в матрицу задают меньшей шага нитка. После обжима заготовки на необхо 42 2делия . Цикл повторяется вновь на слелующей заготовке.П р и м е р. В заготовке трубы с наружным диаметром 127 мм и толщиной стенки 5 мм иэ стали ЗОХГСА на длине 67 мм изготавливают резьбу СПМ 17 х . х 1,5, Заготовку-трубу длиной 367 мм надевают на оправку, имеющую на конце длиной 67 мм обратный профиль резьбы СПМ 117 х 1,5. На длине 367 мм оправка имеет кольцевой выступ диаметром 127 мм, которым заготовку проталкивают через качающуюся матрицу имеющую угол качания 2. Число качания - 250 в минуту. Подача на одно качание 1 мм. При движении заготовки с оправкой через матрицу последняя обкатывается беэ вращения по наружному контуру трубы. Благодаря малой толщине стенки трубы (5 мм) очаг деформации распространяется на всю глубину и металл заготовки затекает в резьбовой профиль оправки. По мере поступательного перемещения за-, готовки в матрице постепенно заполняется весь профиль резьбы на высоту 67 мм. После формирования резьбы заготовка с оправкой обратным ходом извлекается из неподвижной матрицы. Затем оправка вывинчивается из заготовки.Способ дает возможность получать резьбу на длинных тонкостенных деталях; Ф о р м у л а и з о б р е т.е н и я Способ формирования резьб в полых заготовках, включающий обжатие заготовки в матрице на резьбообразующей оправке, ее осевое перемещение с последующим вывинчиванием иэ готового изделия, о т л и ч а ю щ и й с я ния резьбы на длинных полых заготовках, матрице сообщают качательное движение в плоскости, перпендикулярной оси заготовки, на угол равныйуглу подъема формируемой резьбы, аосевое перемещение оправки осуществляется совместно с заготовкой с по55 димую длину последняя извлекается вместе с оправкой. из матрицы иоправка вывинчивается иэ готового издачей, равной или меньшей шага резьбы на каждое качательное движение матрицы,1386342 оставитель Ю. ехред И.Попов ченко актор Е.Пап рректор Н,Корол каз 1452/15 раж 58 Подпи роизводственно-полиграфическоекое предприяти Проектная,жгород ВНИИПИ Государст по делам изобр035, Москва, Жнного ений и Раушс митета СССР ткрытийая наб., д. 4
СмотретьЗаявка
4112648, 22.08.1986
ПРЕДПРИЯТИЕ ПЯ Г-4086
АЛЕКСЕЕВ ВЛАДИМИР МИХАЙЛОВИЧ, ГОРДИЙ ВЛАДИМИР ПЕТРОВИЧ, АРАФАЛОВ ГЕОРГИЙ СТЕПАНОВИЧ, САГУТДИНОВ АХСАН ГАРЕВИЧ
МПК / Метки
МПК: B21H 3/08
Метки: заготовках, полых, резьб, формирования
Опубликовано: 07.04.1988
Код ссылки
<a href="https://patents.su/3-1386342-sposob-formirovaniya-rezb-v-polykh-zagotovkakh.html" target="_blank" rel="follow" title="База патентов СССР">Способ формирования резьб в полых заготовках</a>
Способ получения внутренней резьбы на полых заготовках

Номер патента: 1136882
Опубликовано: 30.01.1985
Авторы: Борисов, Воробьев, Чвилев
Метки: внутренней, заготовках, полых, резьбы
...включающий объемное обжатие заготовки на резьбообразующей оправке и окончательчую обработку резьбового профиля 12).Недостатком известного способа также явлчется низкая стойкость оправки, по скольку вследствие сил трения давления зоне контакта заготовки и обжимного инструмента превышают давления непосредственно в профиле получаемой резьбы. Кроме того, из-за необходимости дополнительной калибровки резьбы резанием производительность известного способа невысока.Цель изобретенияповышение производительности и стойкости оправки за счет уменьшения усилия деформирования заготовки.Поставленная цель достигается тем, что согласно способу получения внутревхней резьбы на полых заготовках, включающему обьемное обжатие заготовки на...
Способ формирования внутренней резьбы в полых заготовках

Номер патента: 1830301
Опубликовано: 30.07.1993
Авторы: Жукова, Козий, Макаров, Рассказов
МПК: B21H 3/08
Метки: внутренней, заготовках, полых, резьбы, формирования
...прикладывая импульсное усилие к торцу втулочного пуансона 6 вызывают пластическое течение материала заготовки 3 в свободные объемы профилирующего инструмента 7. При этом формируется резьба на участке Ь и имеет соответствующее упрочнение материала заготовки 3 в пределах части ее длины (фиг,4), Затем производят разборку оснастки. И так далее, повторяя вышеописанные технологические приемы, формируют резьбу на всей длине ступени (фиг,5),Предлагаемый технологический процесс применим и для толстостенных заготовок, В этом случае деформирующее усилие прикладывают к части торцевой поверхности заготовки, для чего на ее торце выполняют кольцевой выступ с внутренним диаметром, равным внутреннему диаметру заготовки и внешним диаметром,...
Заготовка для гидростатического прессования полых изделий

Номер патента: 580936
Опубликовано: 25.11.1977
МПК: B21J 5/04
Метки: гидростатического, заготовка, полых, прессования
...поверхности предлагаемая заготовка выполнена с утолщениями на наружной поверхности в местах, соответствукицихрасположению выступов на изделии,На фв. 1 изображена предлагаемая заготовка для получения изделий с переменнымпо длине сечением в устройстве для гидростатического прессования; на фиг. 2 - заготовка для получения изделий с нецилкндрической полостью; на ш. 3 дано сечение по д А-А на фиг, 2; на фиг, 4 - сечение по Б-Б на фиг, 2,Заготовку в виде стакана 1 с утолщениями 2 на наружной поверхности и цилиндрической полостью 3 выдавливают через очко 4 матрицы, конфигурация которого задает профиль поперечного сечения изделия по наружной поверхности. При атом в местах ржположения на заготовке утолщений 2 образуются внутренние выступы...
Способ непрерывного литья полой заготовки и машина для его осуществления

Номер патента: 1482753
Опубликовано: 30.05.1989
Авторы: Петунин, Смоляков, Целиков
МПК: B22D 11/00
Метки: заготовки, литья, непрерывного, полой
...сдвигапри зависании корочки на дорне.35 Угол В определяется сортаментом отливаемых на машине металлов, а также наличием электромагнитных или газодинамических устройств для откло П нения мениска жидкого металла в кристаллизаторе. Машина с минимальным значением угла й = 15 предназначенаодля литья медных заготовок при условии отсутствия дополнительных уст" 15 ройств отклонения мениска, Машинагб с максимальным значением угла 8=1 э предназначена для литья медных заготовок при условии отсутствия дополнительных устройств отклонения мениска. Машина смаксимальным значением угла 8=85 предназначена для-олитья стали с применением устройств электромагнитного отклонения мениска. В случае превышения углом Я максимального значения процесс литья...
Устройство для накатывания профиля на полых заготовках

Номер патента: 1581447
Опубликовано: 30.07.1990
Автор: Пушкарев
МПК: B21H 7/18
Метки: заготовках, накатывания, полых, профиля
...Втулка 8, удерживается на корпусепосредством элементов зажима: шай-бы 11, гайки 12 и шпильки 13, а воздействие на деФормирукицие элементы 3 осуществляется посредством державки 14 с нажимным элементом, выполненным в виде ролика 15.Устройство работает следующимобразом.Заготовка 7 фиксируется на втулке 8 посредством элемента 9 и в своюочередь крепится в посадочном отверстии корпуса 1 с фиксацией от по 5ворота элементом 10, а в осевом направлении удерживается посредствомшайбы 11, гайки 12 и шпильки 13,В исходном положении деформирующиеэлементы 3 поджаты упругими элементами 4 к поверхности опорного кольца5 . Вращение корпуса 1 передаетсячерез шпиндель станка (не показан),Державка 14 с нажимными роликами 15 устанавливается .в резцедержателе...
Предыдущий патент: Устройство для поштучной подачи стержней
Следующий патент: Устройство для смазки штампов
Случайный патент: Устройство для герметизации внутренней полости трубопровода