Инструмент для электромеханического упрочнения прямозубых зубчатых колес
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
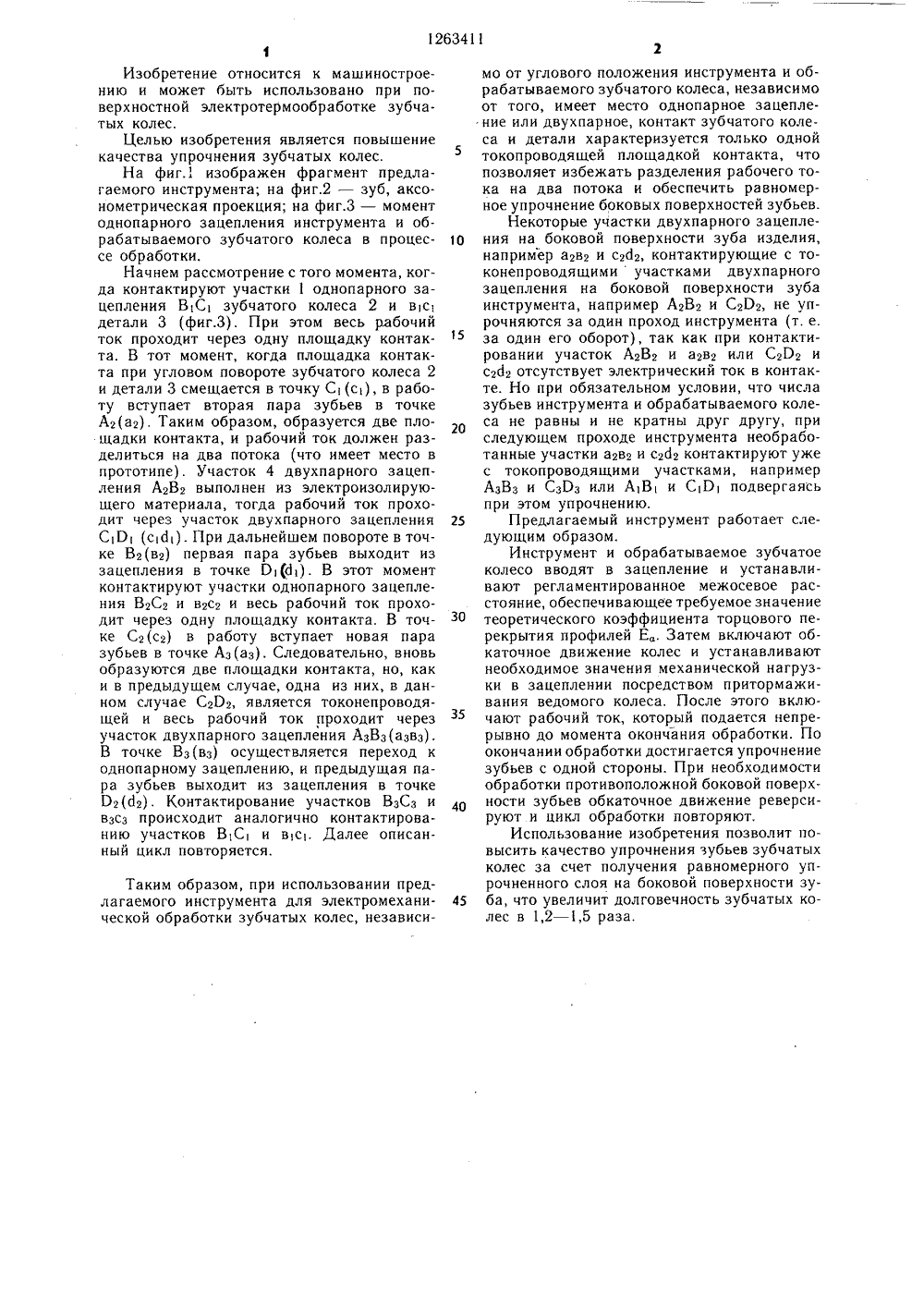
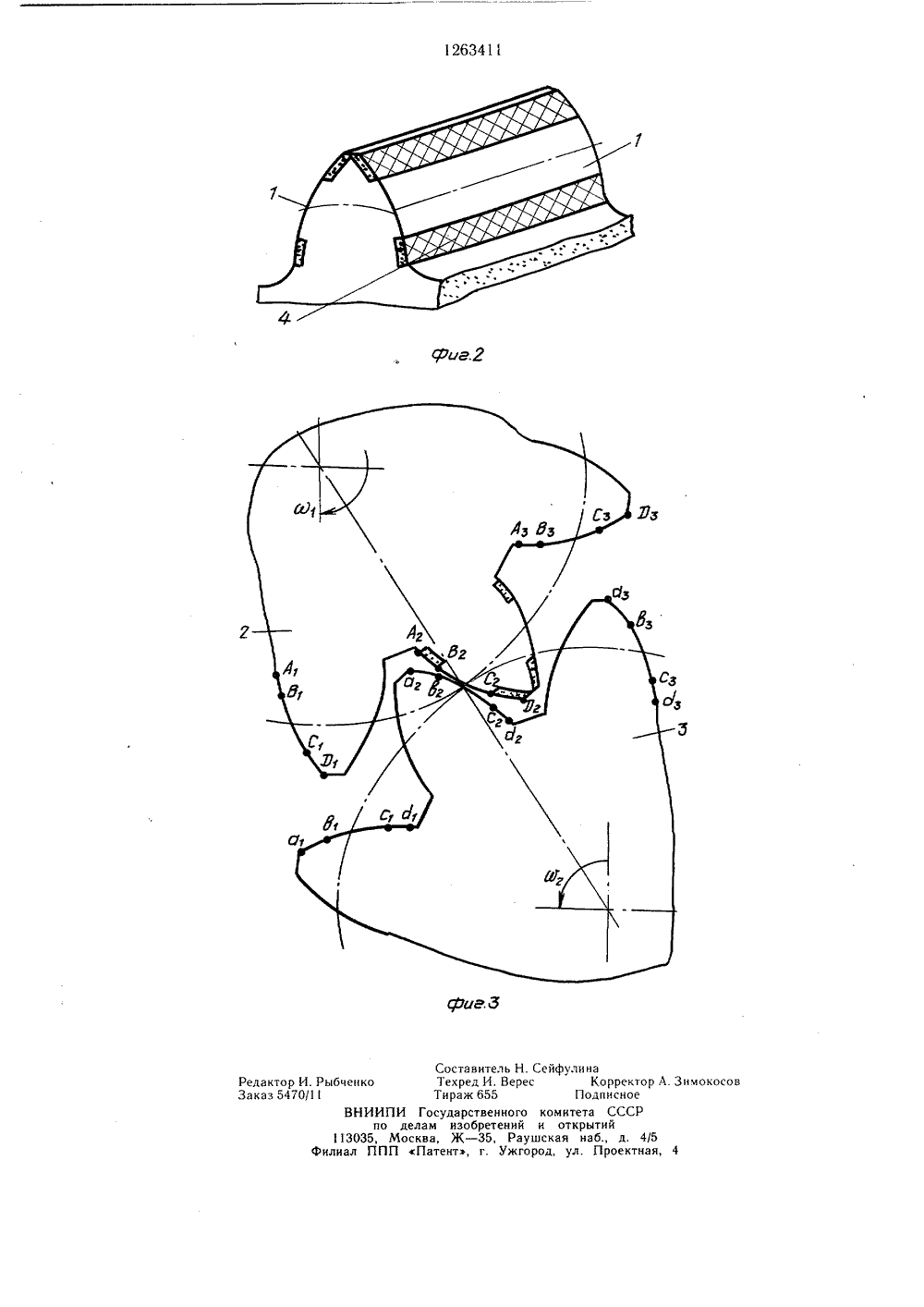
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК А 1 о 4 В 21 Н 5 0 ГО САНИЕ ИЗОБРЕТЕНИЯ Ьл ТВУ Т КОМУ К АВТ ФеМ г. АРСТВЕННЫЙ КОМИТЕТ СССР АМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(71) Курганский машиностроительный иститут(56) Аскинази Б. М. Упрочнение и восстновление деталей электромеханической обрботкой. Л.: Машиностроение, 1977, с. 103106.(54) (57) ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРО- МЕХАНИЧЕСКОГО УПРОЧНЕНИЯ ПРЯМОЗУБЫХ ЗУБЧАТЫХ КОЛЕС, выполненный в виде металлического прямозубого зубчатого колеса, отличающийся тем, что, с целью повышения качества упрочнения прямозубых зубчатых колес, при двухпарном зацеплении на боковых поверхностях нечетных зубьев выполнены участки из электроизолирующего материала.1Изобретение относится к машиностроению и может быть использовано при поверхностной электротермообработке зубчатых колес.Целью изобретения является повышение качества упрочнения зубчатых колес.На фиг. изображен фрагмент предлагаемого инструмента; на фиг,2 - зуб, аксонометрическая проекция; на фиг.З - момент однопарного зацепления инструмента и обрабатываемого зубчатого колеса в процес О се обработки.Начнем рассмотрение с того момента, когда контактируют участки 1 однопарного зацепления ВС 1 зубчатого колеса 2 и вс 1 детали 3 (фиг.З). При этом весь рабочий ток проходит через одну площадку контакта. В тот момент, когда площадка контакта при угловом повороте зубчатого колеса 2 и детали 3 смещается в точку С (с 1), в работу вступает вторая пара зубьев в точке Аг(аг). Таким образом, образуется две площадки контакта, и рабочий ток должен разделиться на два потока (что имеет место в прототипе), Участок 4 двухпарного зацепления АгВг выполнен из электроизолирующего материала, тогда рабочий ток проходит через участок двухпарного зацепления 25 СР (сд). При дальнейшем повороте в точке Вг(вг) первая пара зубьев выходит из зацепления в точке Р,(д). В этот момент контактируют участки однопарного зацепления ВгСг и вгсг и весь рабочий ток проходит через одну площадку контакта. В точке Сг (сг) в работу вступает новая пара зубьев в точке Аз(аз). Следовательно, вновь образуются две площадки контакта, но, как и в предыдущем случае, одна из них, в данном случае СгРг, является токонепроводящей и весь рабочий ток проходит через участок двухпарного зацепления АзВз(азвз). В точке В 3 (вз) осуществляется переход к однопарному зацеплению, и предыдущая пара зубьев выходит из зацепления в точке Рг(дг), Контактирование участков ВзСз и 4 О взсз происходит аналогично контактированию участков В 1 С и в 1 сь Далее описанный цикл повторяется. Таким образом, при использовании предлагаемого инструмента для электромехани ческой обработки зубчатых колес, независимо от углового положения инструмента и обрабатываемого зубчатого колеса, независимо от того, имеет место однопарное зацепление или двухпарное, контакт зубчатого колеса и детали характеризуется только одной токопро водящей площадкой контакта, что позволяет избежать разделения рабочего тока на два потока и обеспечить равномерное упрочнение боковых поверхностей зубьев.Некоторые участки двухпарного зацепления на боковой поверхности зуба изделия, например агвг и сгдг, контактирующие с токонепроводящими участками двухпарного зацепления на боковой поверхности зуба инструмента, например АгВг и СгРг, не упрочняются за один проход инструмента (т. е. за один его оборот), так как при контактировании участок АгВг и агвг или СгРг и сгдг отсутствует электрический ток в контакте, Но при обязательном условии, что числа зубьев инструмента и обрабатываемого колеса не равны и не кратны друг другу, при следующем проходе инструмента необработанные участки агвг и сгдг контактируют уже с токопроводящи ми участками, например АзВ 3 и СзРз или А 1 В и С 1 Р подвергаясь при этом упрочнению.Предлагаемый инструмент работает следующим образом.Инструмент и обрабатываемое зубчатое колесо вводят в зацепление и устанавливают регламентированное межосевое расстояние, обеспечивающее требуемое значение теоретического коэффициента торцового перекрытия профилей Е,. Затем включают обкаточное движение колес и устанавливают необходимое значения механической нагрузки в зацеплении посредством притормаживания ведомого колеса. После этого включают рабочий ток, который подается непрерывно до момента окончания обработки. По окончании обработки достигается упрочнение зубьев с одной стороны. При необходимости обработки противоположной боковой поверхности зубьев обкаточное движение реверсируют и цикл обработки повторяют.Использование изобретения позволит повысить качество упрочнения зубьев зубчатых колес за счет получения равномерного упрочненного слоя на боковой поверхности зуба, что увеличит долговечность зубчатых колес в 1,2 - 1,5 раза.ная Редактор И. РыбченкЗаказ 5470/1 И Госуделамосква,Пате оставитель Н. Сейфулинаехред И. Верес Коррераж 655 Подписндарственного комитета ССизобретений и открытийЖ - 35, Раушская наб., днт, г. Ужгород, ул. Прое тор Л ЗимоносеР
СмотретьЗаявка
3886158, 18.04.1985
КУРГАНСКИЙ МАШИНОСТРОИТЕЛЬНЫЙ ИНСТИТУТ
ПОНОМАРЕВ ВАСИЛИЙ ПЕТРОВИЧ, БОРИСОВ ВЛАДИМИР АЛЕКСАНДРОВИЧ, ЗАИКИН НИКОЛАЙ МИХАЙЛОВИЧ, УВАРОВ АЛЕКСАНДР ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B21H 5/02
Метки: зубчатых, инструмент, колес, прямозубых, упрочнения, электромеханического
Опубликовано: 15.10.1986
Код ссылки
<a href="https://patents.su/3-1263411-instrument-dlya-ehlektromekhanicheskogo-uprochneniya-pryamozubykh-zubchatykh-koles.html" target="_blank" rel="follow" title="База патентов СССР">Инструмент для электромеханического упрочнения прямозубых зубчатых колес</a>
Инструмент для пластического поверхностного деформирования рабочих профилей зубьев зубчатого колеса

Номер патента: 721213
Опубликовано: 15.03.1980
Авторы: Мокроносов, Торбило
МПК: B21H 5/02
Метки: деформирования, зубчатого, зубьев, инструмент, колеса, пластического, поверхностного, профилей, рабочих
...междусмежными вершинами рабочих ностей в плоскости, перпенцикул ося инструмента, больше велич ого колеса.двумя Я поверхярной к ины ажцый рмирую.проопит из привопат к тому щий элемент, пр филь зуба от ножк йця весь раб и к головке раллельными оси корпуса, и расположенные в пержавках, выполненных в вицезубьев 23,Это устройство позволяет обеспечитьболее высокую производительность, таккак не требует пелительного поворота колеса пля обработки последующих зубьев,Однако оно не обеспечивает обработку рабочих профилей зубьев,Бель изобретения - обеспечение обработки поверхностным пластическим пеформированием рабочих профялей зубьев зубчатых колес,Это постигается тем, что цеформируюшие элементы закреплены на опноименныхсторонах пержавок...
Инструмент для электромеханического упроченения прямозубых зубчатых колес
Номер патента: 1398974
Опубликовано: 30.05.1988
МПК: B21H 5/02
Метки: зубчатых, инструмент, колес, прямозубых, упроченения, электромеханического
...контакту зубьев в фазе двухпарно 55го зацепления, зачернены (фиг,2 и 3).Зто позволяет пояснить причину повышения качества упрочнения зубьев по сравнению с обработкой известным ийструментом.В момент однопарного зацепления(фиг,2) через контакт зубьев К проходит ток только .одного направления(+1), а именно того направления, вкотором его пропускает полупроводник 14. Схематично замкнутый контурэлектрического потока показан пунктирной линией, Очевидно, что в этомконтуре (последовательная электрическая цепь) ток, протекающий через контакт зубьев, равен общему току, т.е.+1, = +1 . По мере обкатки колес на-.ступает Фаза двухпарного зацепления,когда зубья колеса и инструментаконтактируют в точках К и К(фиг,3). В этом случае через профиль1...
Способ определения контурной площади контакта инструмента с обрабатываемым зубчатым колесом

Номер патента: 1604529
Опубликовано: 07.11.1990
Авторы: Ермолаев, Мишнаевский, Рябченко, Севастьяненко, Сторчак, Тверской, Трушакин
Метки: зубчатым, инструмента, колесом, контакта, контурной, обрабатываемым, площади
...формообразования необходимозубчатое колесо предварительно обработать на части ширины его зубчатоговенца, соответствующей исследуемойфазе зацепления инструмента с колесом,160452 выв ес ти их из зацепления, смес тить инструмент или колесо в направлении рабочей подачи на величину пути обката, повторно ввести в зацепление и5 измерить площадь полученного следа. Такая совокупность операций позволяет исключить влияниепереходной зоны и обработанной ранее поверхности на форму и размеры контурной площади контакта. Точное определение контурной площади контакта и формы площадки позво- . ляет оптимизировать процесс контактного взаимодействия инструмента с колесом, 15Способ осуществляется следующим образом.Зубчатое колесо (модулем б...
Инструмент для упрочнения зубчатых колес методом обката
Номер патента: 1258578
Опубликовано: 23.09.1986
Авторы: Левашов, Пономарев, Уваров
МПК: B21H 5/04
Метки: зубчатых, инструмент, колес, методом, обката, упрочнения
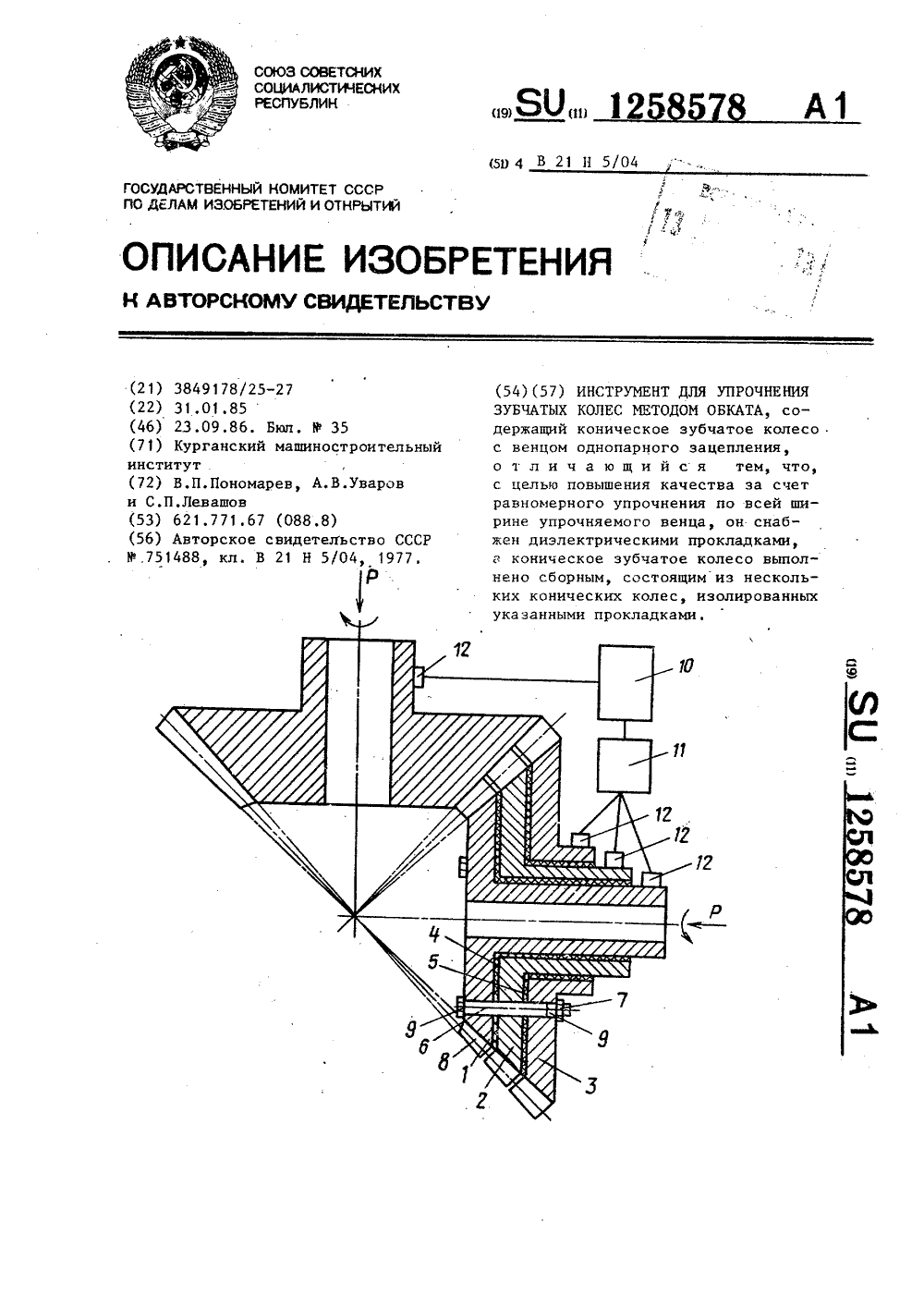
...за счет равномерного упрочнения по всей ширине венца.На чертеже представлено предлагаемое устройство.Устройство состоит из конических зубчатых колес 1 - 3, изолированных друг от друга диэлектрическими прокладками 4 и 5. Сборка колес осуществляется при помощи болтов 6 и гаек 7, которые изолированы от них диэлектрическими прокладками 8 и 9. От источника 10 тока через переключатель 11 и электроконтактные приспособления 12 ток подводится к одному из колес и к детали.Впроцессе обработки в зоне контакта инструмента и детали создается высокая температура. В результате термического и механического воздействия происходит упрочнение поверхностного слоя детали. Обработка всей ширины венца осуществляется последовательно, т,е. вначале ток...
Инструмент для электромеханического упрочнения прямозубых зубчатых колес

Номер патента: 1319991
Опубликовано: 30.06.1987
Авторы: Борисов, Заикин, Пономарев
МПК: B21H 5/02
Метки: зубчатых, инструмент, колес, прямозубых, упрочнения, электромеханического
...является повышение качества упрочнения зубчатых колес.На фиг,1 изображена развертка боковой поверхности зуба инструмента,на фиг. 2 - аксонометрическое изобра- Южение зуба инструмента; на фиг.З -плоское зацепление обрабатываемогоколеса и инструмента в момент однопарного зацепления; на фиг.4 - то же,для момента двухпарного зацепления. 15Инструмент 1 представляет собойцельное металлическое прямоэубое зубчатое колесо, зубья которого имеютдлину на участках двухпарного зацепления в два раза меньшую, чем на . 0участках однопарного зацепления,Инструмент 1 и обрабатываемое зубчатое колесо 2 вводят в зацепление иустанавливают регламентированное межосевое расстояние, обеспечивающее необходимое значение коэффициента тор 1 цового перекрытия...
Предыдущий патент: Устройство для удаления деталей из зоны штамповки
Следующий патент: Способ определения толщины слоя смазки в очаге деформации при обработке металлов давлением
Случайный патент: Способ обжига пирита