Способ автоматического управления процессом размола композиционных масс полуфабрикатов в производстве листовых материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
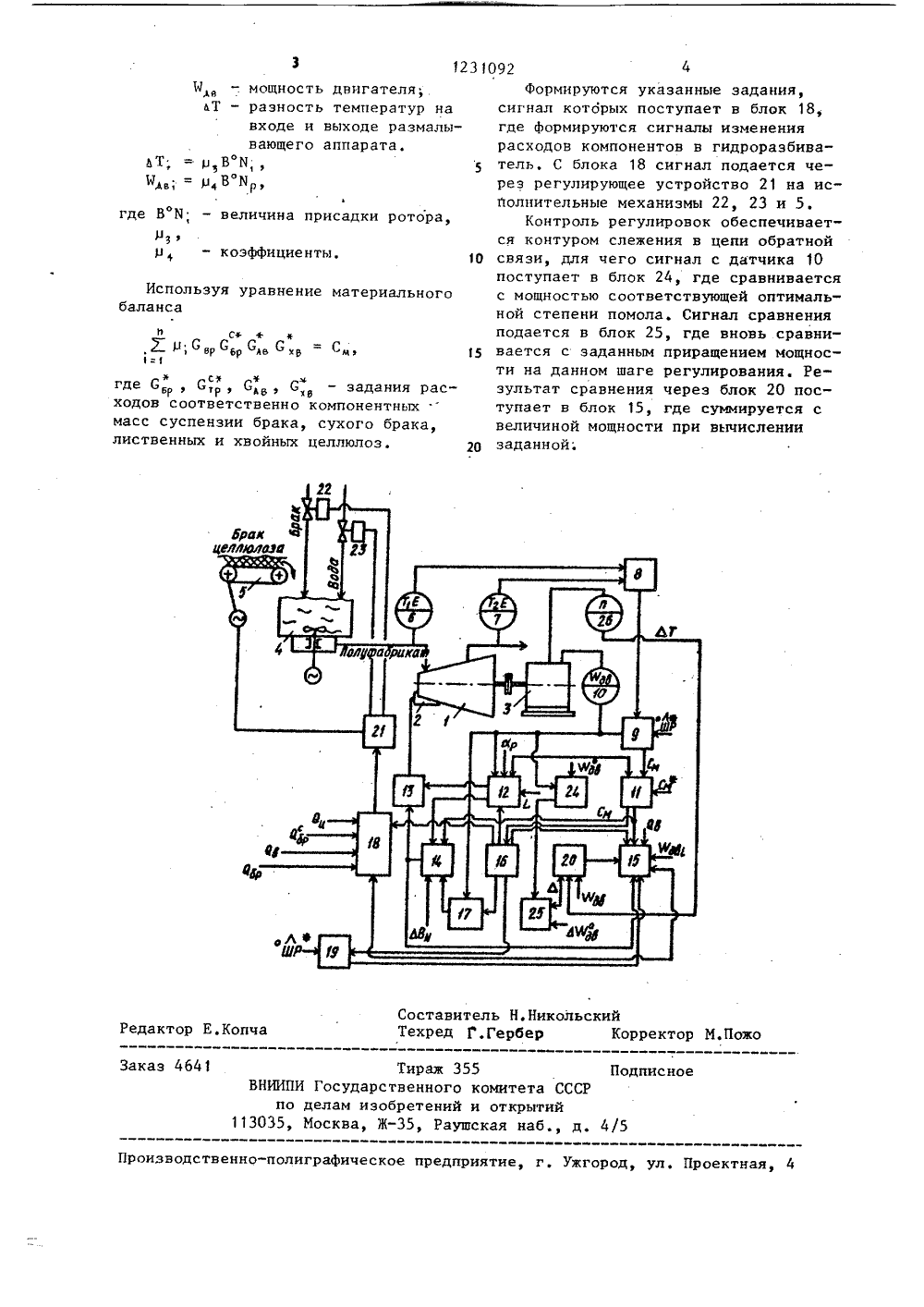
(21) 3650939/29-12 (22) 10.10.83 (46) 15,05.86. Бюл (7 1) Киевский инст им, ХХУ съезда КПС (72) В.В.Мажура, Е тьяков и Ю.С.Мазур (53) 676.1(088.8) (56) Авторское сви У 953053, кл. Р 21Авторское свиде В 489526, кл. В 02 9 18ут автоматики Я.Беляев, В.И,Тре етельство СС Э 1/30, 1982 ельство СССР С 25/00, 197(54)(57) СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ РАЗМОЛА КОМПОЗИЦИОННЫХ МАСС ПОЛУФАБРИКАТОВ В ПРОИЗВОД, СТВЕ ЛИСТОВЫХ МАТЕРИАЛОВ, заключающийся в измерении разности температур размалываемого потока композиционной массы после гидроразбивателя и после Размалывающего устройства, потребляемой мощности размалывающим устройст.вом, регулировании присадки ротора Ъазмалывающего устройства в зависимости от измеренных значений, о т л и - ч а ю щ и й с я тем, что, с целью повышения эффективности управления путем обеспечения оптимального режима процесса размола, измеряют число оборотов ротора привода размалывающего устройства, определяют содержание лигнина в композиционной массе полуфабрикатов, определяют значение концентОСУДАРСТВЕННЫЙ НОМИТЕТ СССРО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ ВТОРСНОМЪГ СВИДЕТЕЛЬСТ рации композиционнои массы после гидроразбивателя по заданной степени помола и величине отношения измеренныхпотребляемой мощности размалывающимустройством и разности температур композиционной массы после гидроразбивателя и после размалывающего устройства, контролируют величину присадкиротора, определяют значение предельной нагрузки в зависимости от найден-,ной концентрации композиционной массыпосле гидроразбивателя и измереннойпотребляемой мощности размалывающимустройством, по величине которой ступенчато корректируют присадку ротораразмалывающего устройства и регулируют расход сухого волокнистого материала и брака в ванну гидроразбивателядо момента рассогласования контроли- Сюруемой и заданной величин присадкиротора размалывающего устройства, приэтом регулируют расход оборотной жидкости в гидроразбиватель в зависимости от соотношения измеренного числаоборотов ротора размалывающего устройФеЙства и величины ступенчатой регулировки, а контроль величины присадки размалывающего устройства осуществляютпо измеренному числу оборотов ротора Юразмалывающего устройства и измеренному и заданному значениям потребляемой мощности размалывающим устройством,Изобретение относится к целлюлозно-бумажному производству и можетбыть использовано для автоматическогоуправления процессом размола композиционных масс полуфабрикатов в производстве листовых материалов,Цель изобретения - повышение эффективности управления путем обеспечения оптимального режима процессаразмола,На чертеже изображена блок-схемасистемы автоматического управления,реализующая предлагаемый способ,Система автоматического управлениясодержит размалывающее устройство 1,механизм 2 присадки ротора, привод 3,гидроразбиватель 4, транспортер 5 подачи сухих полуфабрикатов и брака,датчики 6 и 7 температуры, сумматор8, блок 9 соотношения, датчик 10 мощности, пороговый блок 11, анализатор12, регулятор 13 присадки ротора,блок 14 формирования сигнала предельной нагрузки на кромки ножей,функциональный блок 15, коммутатор 16, блок17 сравнения, блок 18 управления,блок 19 коррекции, блок 20 нагрузки,регулирующее устройство 21, к 1 тапаны22 на линии подачи суспензии брака,клапаны 23 на линии подачи воды, блоки 24 и 25 сравнения, датчик 26 числа оборотов двигателя.Способ осуществляют следующим образом.Сигнал разности температур на входе и выходе размалывающего устройства, измеряемых датчиками 6 и 7, поступает с блока 8 в блок 9 соотношения, куда подают сигнал величины потребляемой мощности с датчика 10.В блоке 9 реализуется зависимостьь" Ае о--- ьь ШР = СьТ г мьгде д, . - коэффициент, 7 С/КВТьрг - коэффициент, 7 /ШР,С - концентрация массы после гидроразбивателя, ХьР +ШР - заданное значение степениОпомола, ШР,Сигнал с блока 9 поступает в пороговый блок 11, где сравнивается с заданным, При отсутствии рассогласова"ния сигнал с датчика 10 подается вьанализатор 12, где сравнивается измеренное значение мощности и прогнозируется, Сигнал рассогласования по -ступает в регулятор 13, который осу/ьгде Соп+11 - прогнозируется концент"рация на (и+1) шаге регулировки,55ь 12 ьКь Кг- коэффициенты;- расход водыь ществляет управление механизмом 2присадки,При отличии заданного и найденногозначения концентрации с выхода блока5 11 подается сигнал величины концентрации на вход блока 14, а с блока 12при рассогласовании измеренного и заданного значений приращения мощности,измеренной и прогнозируемой, поступает управляющий сигнал, по которомублоку 13 формируется задание величиныприсадки в зависимости от заданногозначения приращения присадки ротора,величины концентрации и измеренноймощности поступают с датчика 10 черезблок 17. Величина прогнозируемой мощности рассчитывается в блоке 12 по-1 -1формуле 1 д = Ы М ь 1 ьЬгде Яде - прогнозируемая мощность,20кр - расчетная разрывная данная,д, - коэФфициент;к, - скорость процесса размола,высчитываемая по формулех, = ехР 15 ь 78 Ь ф - ехР(7,86 10 Ь ьгде Ь - содержание лигнина по результатам лабораторного анализа.Расчетная разрывная данная вычисляется в блоке 20 по формуле Фрехр(0 145 ШРЧ ШР )30 где 7 - скорость вращения двигателя)ШР - степень помола.оШР Рб 11 е ьгде р - коэфФициент,ььд " мощность двигателя,З 5 по сигналам, поступающим с датчиков10 и 26.Регулятор 13 ступенчато изменяетвеличину присадки по величине сигналас блока 14.40 По управляющему сигналу с блока 11коммутатор 16 включает на данном этапе управления блоки 15, 17 - 19 и отключает блок 12По сигналам с блоков 11, 14, 19 и45 20 в блоке 15 формируются и корректируются сигналы заданий расходов компонентов в гидроразбивательь для чеговычисляют прогноз концентрации по формулеа50 Сп+1 = р, 10 (1+р С ) (К,ЬТ +123 092 и С+1= Составитель Н.НикольскийТехред Г,Гербер Корректор М.Пожо едактор Е.Коп аказ 46 Тираж 355 ВНИИПИ Государственного коми по делам изобретений и о 13035, Москва, Ж, РаушскаПодписноетета СССРкрытийнаб д, 4/5 П водственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,в . мощность двигателя;вТ - разность температур навходе и выходе размалывающего аппарата,Т; =у ВИ;,ИА. = уф В МРф3где ВИ - величина присадки ротора,уу- коэффициенты,Используя уравнение материальногобаланса где СГ р СтР ф Сб ф Си - задания расходов соответственно компонентных .масс суспензии брака, сухого брака,лиственных и хвойных целлюлоз. Формируются указанные задания,сигнал которых поступает в блок 18,где формируются сигналы изменениярасходов компонентов в гидрораэбиватель. С блока 18 сигнал подается через регулирующее устройство 21 на исполнительные механизмы 22, 23 и 5,Контроль регулировок обеспечивается контуром слежения в цепи обратной 1 О связи, для чего сигнал с датчика 10поступает в блок 24, где сравниваетсяс мощностью соответствующей оптимальной степени помола. Сигнал сравненияподается в блок 25, где вновь сравнивается с заданным приращением мощности на данном шаге регулированияРезультат сравнения через блок 20 поступает в блок 15, где суммируется свеличиной мощности при вычислениизаданной;
СмотретьЗаявка
3650939, 10.10.1983
КИЕВСКИЙ ИНСТИТУТ АВТОМАТИКИ ИМ. ХХУ СЪЕЗДА КПСС
МАЖУРА ВИКТОР ВАСИЛЬЕВИЧ, БЕЛЯЕВ ЕФИМ ЯКОВЛЕВИЧ, ТРЕТЬЯКОВ ВАЛЕРИЙ ИВАНОВИЧ, МАЗУРЕНКО ЮРИЙ СТЕПАНОВИЧ
МПК / Метки
Метки: композиционных, листовых, масс, полуфабрикатов, производстве, процессом, размола
Опубликовано: 15.05.1986
Код ссылки
<a href="https://patents.su/3-1231092-sposob-avtomaticheskogo-upravleniya-processom-razmola-kompozicionnykh-mass-polufabrikatov-v-proizvodstve-listovykh-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Способ автоматического управления процессом размола композиционных масс полуфабрикатов в производстве листовых материалов</a>
Устройство для автоматической регулировки мощности сигнала

Номер патента: 560317
Опубликовано: 30.05.1977
Авторы: Григорянц, Колосов, Лаптев
МПК: H03G 3/20
Метки: автоматической, мощности, регулировки, сигнала
...управления амплитудой напряжения которого подсоединен к выходу управляющего эле. мента 5.или Устройство работает следующим образом.При подаче на вход генератора 1 с внешним возбуждением сигнала с частотой со и на вход фазового модулятора 2 от дополнительного генератора 9 сигнала с частотой И на входе полосового фильтра б будет существовать спектр частот, определяемый соотноше- нием У =У,з 1 п(щ 1+тфв 1 пй 1) =У,1,(тф) з 1 п (а + пй) =Ап (Утф) з 1 п Х Х (ф+ ий,)где К, - амплитуда несущей частоты;Л, - амплитуда п-ой боковой составляющей;У(тф) - функция Бесселя п-го порядкаот аргумента;тф - индекс фазовой модуляции.Таким образом, амплитуда любой составляющей спектра сигнала Ап. является функцией амплитуды несущей частоты и индекса...
Устройство для автоматической регулировки мощности сигнала

Номер патента: 1091305
Опубликовано: 07.05.1984
Авторы: Лаптев, Репин, Тулин, Харчев
МПК: H03G 3/20
Метки: автоматической, мощности, регулировки, сигнала
...Яня нход направленного ответвителя 3 поступает Фазомодулированцый сигнал. Этот сигнал проходит через направленный ответнитель 3 на вход полосового фильтра 4, (/1 ириня полосы пропускания полосового фильтра 4 удовлетворяет условию Я ( 5 оп ш 0/где о/,е- частота вход - ного сигнала, Полоса пропускания этого Фильтра в предлагаемом устройстве значительно (дире (ца два-три порядка )полосье проускания известного полосового Фильтра,Полезной спектральной составляющей выходного сигнала - сигнала некратного преобразования частоты - является одна из боковых Фязомодулированного сигнала, например спектральная составляющая с частотойо +ЯмС второго выхода бокового плеча направленного отнетвителя 3 часть мощности сигнала подается на вход...
Запоминающее устройство цифровой вычислительной машины с блоком контроля

Номер патента: 189621
Опубликовано: 01.01.1966
МПК: G06F 11/14, G06F 12/00
Метки: блоком, вычислительной, запоминающее, цифровой
...памяти. В дополнительном канале информация запоминается без преобразований и хранится в течение двух тактов работы ЗУ по данному адресу для сравнения с результатом, полученным в основном канале. При втором обращении в данную ячейку считывается поразрядная инверсия исходного кода, над которым вторично выполняется операция поразрядного инвертирования в основном канале,В результате двукратного преобразования информации содержимое основного и дополнительного каналов будет различаться на величину ошибки и совпадать при исправном оборудовании.Используемый в предложенном устройстве способ контроля с двукратным применением операции поразрядного инвертирования исходного кода позволяет обнаруживать ошибки любой кратности,Рассмотрим пример...
Устройство для блокировки включения встраиваемого блока питания, состоящего из модулей

Номер патента: 1661908
Опубликовано: 07.07.1991
Авторы: Бузинов, Петрик, Татарников
МПК: H02H 11/00
Метки: блока, блокировки, включения, встраиваемого, модулей, питания, состоящего
...пример конкретного исполнения, показан модульный блок питания из трех модулей, содержащий каркас 8 блока питания, станцию 9 для установки модуля блока питания с адресом 001, станцию 10 для установки модуля блока питания с адресом 010, станцию 11 для установки модуля блока питания с адресом 100, модуль 12 с выходным напряжением 5 В, модуль 13 с выходным напряжением 12 В, модуль 14 с выходным напряжением 24 В, устройства 15 - 17 блокировки включений, встроенных соответственно в блоки питания 5, 12 и 24 В,В соответствии с принципами модульности выходы у всех модулей блока питания подключаются к нагрузкам через одноименные контакты разьемов, Поэтому в каркасе 8 блока питания для установки каждого модуля (модуля с определенным адресом)...
Устройство для измерения отношения “сигнал-помеха” и мощностей сигнала и шума каналов связи

Номер патента: 1109681
Опубликовано: 23.08.1984
МПК: G01R 29/26
Метки: каналов, мощностей, отношения, связи, сигнал-помеха, сигнала, шума
...введены два термисторных преобразователя,.квадратор и второй блок вычитания,81 2при этом выход линейного детектора через первый термисторный преобразователь соединен с первым входом первого блока вычитания и с входом квадратора, выход которого соединен с первым входом второго блока вычитания, второй вход последнего через второй термисторный преобразователь соединен с,выходом квадратичного детектора, выход второго блока вычитания через блок извлечения квадратного корня соединен с вторым входом первого блока вычитания, с первым входом блока регистрации и с одним из входов блока деления напряжений, второй вход которого подключен к выходу первого блока вычитания и к второму входу блока регистрации, третий вход которого соединен с выходом...
Предыдущий патент: Устройство для дублирования швейных изделий
Следующий патент: Сортировка для волокнистой массы
Случайный патент: Кривошипно-коромысловый механизм прерывистого вращения