Способ изготовления профильных приводных ремней из полимерных материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
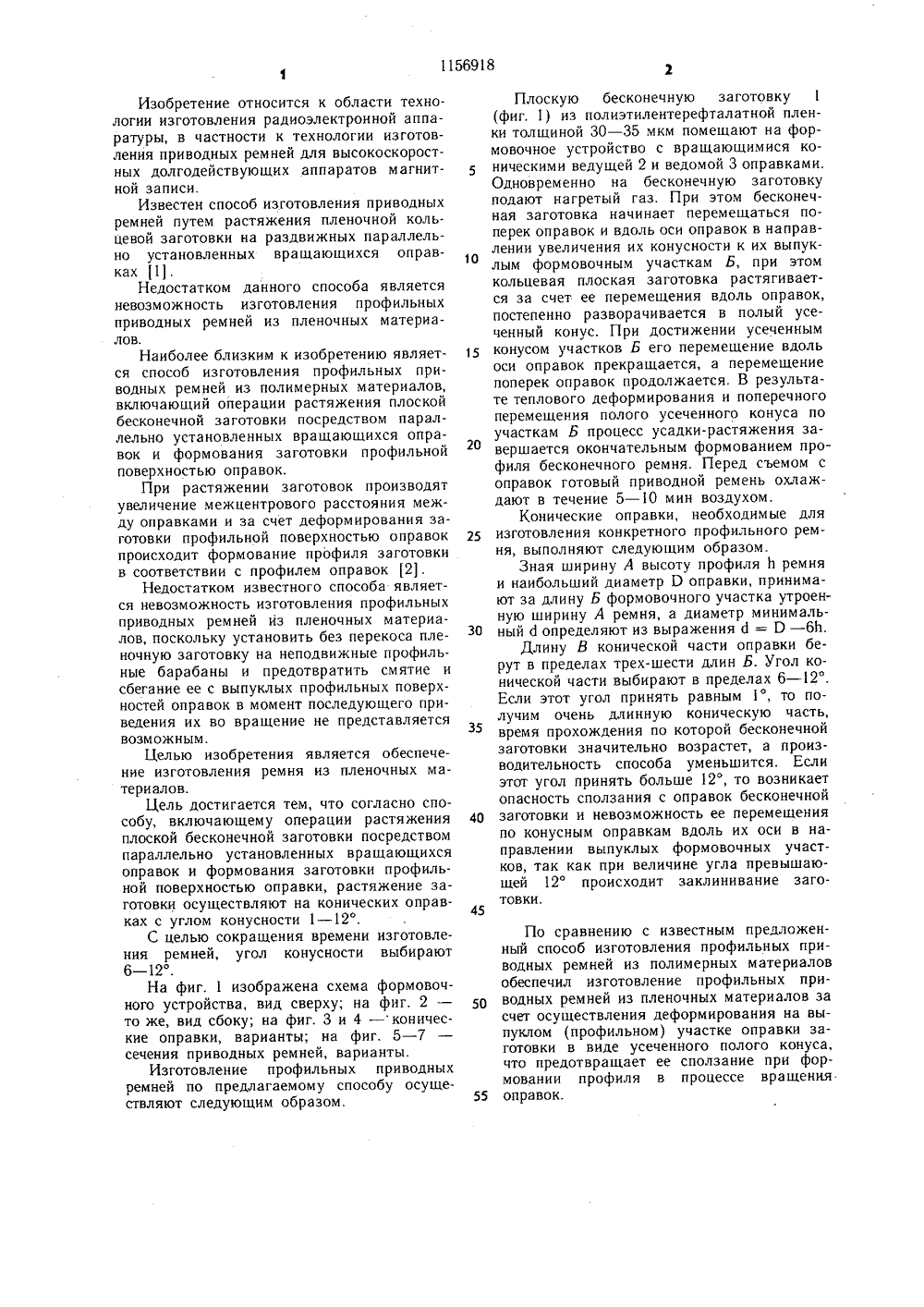
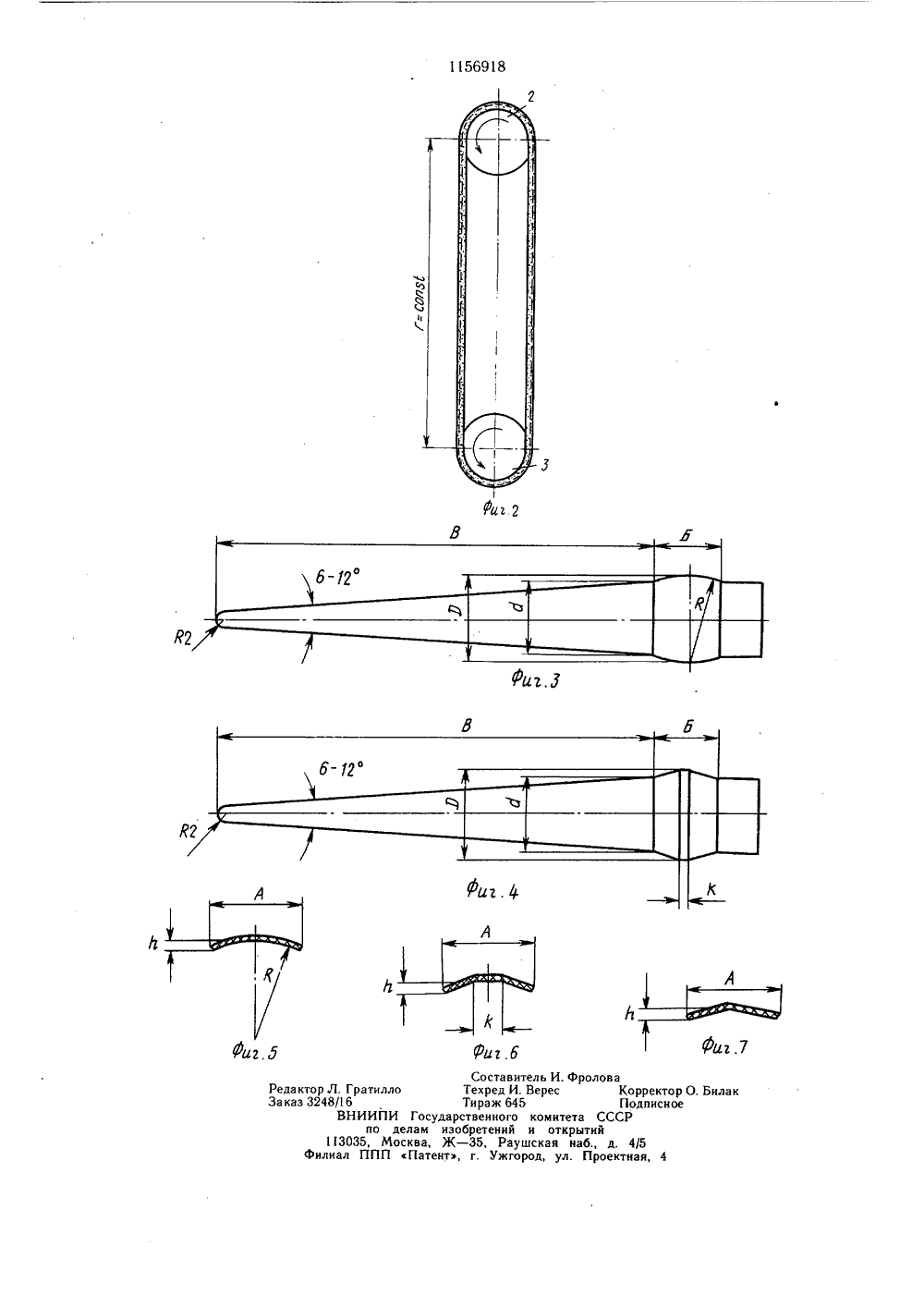
) И 1) 9 СССРКРЫТ ИЙ 3 И АН ЕНИЯ КУЛОТИф ЬСТ ОСУДАРСТВЕННЫЙ КОМИТЕ ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И К АВТОРСКОМУ((54) (57) 1. СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ПРИВОДНЫХ РЕМНЕЙ 1) В 29 Р 2900 В 29 101:0 ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, включающий операции растяжения плоской бесконечной заготовки посредством параллельно установленных вращающихся оправок и формования заготовки профильной поверхностью оправок, отличающийся тем, что, с целью обеспечения изготовления ремня из пленочных материалов, растяжение заготовки осуществляют на конических оправках с углом конусности 1 - 12.2. Способ по п. 1, отличающийся тем, что, с целью сокращения времени изготовления ремней, угол конусности выбирают 6 - 12.Изобретение относится к области технологии изготовления радиоэлектронной аппаратуры, в частности к технологии изготовления приводных ремней для высокоскоростных долгодействующих аппаратов магнитной записи.Известен способ изготовления приводныхремней путем растяжения пленочной кольцевой заготовки на раздвижных параллельно установленных вращающихся оправках 1,Недостатком данного способа являетсяневозможность изготовления профильныхприводных ремней из пленочных материалов.Наиболее близким к изобретению является способ изготовления профильных приводных ремней из полимерных материалов,включающий операции растяжения плоскойбесконечной заготовки посредством параллельно установленных вращающихся оправок и формования заготовки профильнойповерхностью оправок.При растяжении заготовок производятувеличение межцентрового расстояния между оправками и за счет деформирования заготовки профильной поверхностью оправокпроисходит формование профиля заготовкив соответствии с профилем оправок 2.Недостатком известного способа является невозможность изготовления профильныхприводных ремней из пленочных материалов, поскольку установить без перекоса пленочную заготовку на неподвижные профильные барабаны и предотвратить смятие исбегание ее с выпуклых профильных поверхностей оправок в момент последующего приведения их во вращение не представляетсявозможным.Целью изобретения является обеспечение изготовления ремня из пленочных материалов.Цель достигается тем, что согласно способу, включающему операции растяженияплоской бесконечной заготовки посредствомпараллельно установленных вращающихсяоправок и формования заготовки профильной поверхностью оправки, растяжение заготовки осуществляют на конических оправках с углом конусности 1 - 12.С целью сокращения времени изготовления ремней, угол конусности выбирают6 - 12.На фиг. 1 изображена схема формовочного устройства, вид сверху; на фиг. 2 -то же, вид сбоку; на фиг. 3 и 4 - конические оправки, варианты; на фиг. 5 - 7сечения приводных ремней, варианты.Изготовление профильных приводныхремней по предлагаемому способу осуществляют следующим образом.50 55 По сравнению с известным предложенный способ изготовления профильных приводных ремней из полимерных материалов обеспечил изготовление профильных приводных ремней из пленочных материалов за счет осуществления деформирования на выпуклом (профильном) участке оправки заготовки в виде усеченного полого конуса, что предотвращает ее сползание при формовании профиля в процессе вращения оправок. 5 0 15 го 25 30 35 40 45 Плоскую бесконечную заготовку 1 (фиг. 1) из полиэтилентерефталатной пленки толщиной 30 - 35 мкм помещают на формовочное устройство с вращающимися коническими ведущей 2 и ведомой 3 оправками. Одновременно на бесконечную заготовку подают нагретый газ. При этом бесконечная заготовка начинает перемещаться поперек оправок и вдоль оси оправок в направлении увеличения их конусности к их выпуклым формовочным участкам Б, при этом кольцевая плоская заготовка растягивается за счет ее перемещения вдоль оправок, постепенно разворачивается в полый усеченный конус. При достижении усеченным конусом участков Б его перемещение вдоль оси оправок прекращается, а перемещение поперек оправок продолжается. В результате теплового деформирования и поперечного перемещения полого усеченного конуса по участкам Б процесс усадки-растяжения завершается окончательным формованием профиля бесконечного ремня. Перед съемом с оправок готовый приводной ремень охлаждают в течение 5 - 10 мин воздухом.Конические оправки, необходимые для изготовления конкретного профильного ремня, выполняют следующим образом.Зная ширину А высоту профиля В ремня и наибольший диаметр Р оправки, принимают за длину Б формовочного участка утроенную ширину А ремня, а диаметр минимальный д определяют из выражения д = Р - 6 Ь.Длину В конической части оправки берут в пределах трех-шести длин Б. Угол конической части выбирают в пределах 6 - 2. Если этот угол принять равным 1, то получим очень длинную коническую часть, время прохождения по которой бесконечной заготовки значительно возрастет, а производительность способа уменьшится. Если этот угол принять больше 12, то возникает опасность сползания с оправок бесконечной заготовки и невозможность ее перемещения по конусным оправкам вдоль их оси в направлении выпуклых формовочных участков, так как при величине угла превышающей 12 происходит заклинивание заготовки.1156918 Фи 2 г.Л ель И. ФролВерес едактор Л. Гратилаказ 3248/16ВНИИПпо13035, Мфилиал ППП Фиг.б Соста ви о Техред И Тираж 64 И Государственного делам изобретений осква, Ж - 35, Рау Патент, г. УжгоКорректор О. БилакПодписноекомитета СССРи открытийшская наб., д. 4/5од, ул. Проектная, 4
СмотретьЗаявка
3601250, 16.06.1983
ПРЕДПРИЯТИЕ ПЯ Г-4149
МАРТЫНОВ АЛЕКСЕЙ НИКИТИЧ, ЗАЙЦЕВ ИВАН ТИМОФЕЕВИЧ, ШАБАНОВ АНАТОЛИЙ ГРИГОРЬЕВИЧ
МПК / Метки
МПК: B29D 29/00
Метки: полимерных, приводных, профильных, ремней
Опубликовано: 23.05.1985
Код ссылки
<a href="https://patents.su/3-1156918-sposob-izgotovleniya-profilnykh-privodnykh-remnejj-iz-polimernykh-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления профильных приводных ремней из полимерных материалов</a>
Способ контроля технологического качества и селективной подборки комплектов приводных клиновых ремней из партии для многоручьевых передач и стенд для его осуществления

Номер патента: 1620876
Опубликовано: 15.01.1991
Авторы: Архангельский, Баканичев, Соловейчик, Фролов
МПК: G01M 13/00
Метки: качества, клиновых, комплектов, многоручьевых, партии, передач, подборки, приводных, ремней, селективной, стенд, технологического
...в положении, при котором угол, образованный между горизонтальной плоскостьюи линией, соединяющей оси шкивов испытуемых ремней, равен аналогичному углу вусловиях эксплуатации приводных клиновых ремней многоручьевых передач,После обкатки ремней под нагрузкойповторно измеряют минимальную длинукаждого ремня в нагруженном состоянии( мнн 2 ) и изменение его длины на длинеполного пробега ремня (Ыд 2). При необходимости ремни, для котбрых Л 1 д 2 0,8 Ырбра куют,Известно, что в ироцессе обкатки ремней происходит их вытяжка, Поэтому следующей оценкой качества ремней можетслужить величина вытяжки ремней. Так какэта величина является случайной, то комплектовать ремни в группы по длине нужнопосле их обкатки с учетом величины их...
Приспособление для свертывания двухи трехслойных приводных плоских ремней

Номер патента: 50957
Опубликовано: 01.01.1937
МПК: B29C 43/30, B29D 29/00
Метки: двухи, плоских, приводных, ремней, свертывания, трехслойных
...валков, производящих одновременно прикатку свернутых ремней и необходимую их вытяжку. Затем кромки ремней на этой же машинке промазываются клеем, пропудриваются и накатываются на общий валик, который снимается с машины и доставляется к прессам на вулканизацию. На чертеже фиг. 1 и 2 представляютпродольный и поперечный разрез приспособления для свертывания двухслойных приводных плоских ремней; фиг. 3 и 4 в продольн разрез и план приспособления для трехслойных ремней.Приспособление (фиг, 1) для двухслойных ремней предназначено для свертывания нарезанной ленты ткани внахлестку и представляет собой коробку 5 с воронкообразной щелью 2, в которой помещена направляющая 4 Г-образной формы, прикрепленная к верхней крышке 3 коробки и служащая...
Способ изготовления приводных клиновых ремней

Номер патента: 74827
Опубликовано: 01.01.1949
Автор: Борисов
МПК: B29D 29/10
Метки: клиновых, приводных, ремней
...приводных клиновых ремней на основе кордной нити и полихлорвиниловой смолы,Описываемый способ изготовления приводных клиновых ремней дает возможность получить прочные на износ и разрыв приводные ремни. Особенностью предлагаемого способа является то, что идущие на изготовление ремня кордные нити в виде жгута пропитывают раствором, содержащим синтетическую смолу, органический растворитель и пластификатор, и полученную основу запрессовывают вместе с порошкообразной синтетической смолой для образования на верхней и нижней стороне клиновидного ремня сплошных эластичных прослоек.Технология производства ремня, согласно изобретению, заключается в следующем.Из кордных нитей, идущих на изготовление основы ремня, изго. товляют жгут диаметром 5...
Способ изготовления приводного круглого ремня из текстильного материала

Номер патента: 184075
Опубликовано: 01.01.1966
МПК: B29D 29/00, F16G 1/04
Метки: круглого, приводного, ремня, текстильного
...на основу надевают чулок с 5 помощью проволочного кольца и булавки,прикрепленных на ее концы, протягивают основу внутри чулка, собираемого в гармошку, а затем освобождают концы основы от кольца и булавки, сшивают их, при этом один ко- О пец чулка срезают под углом, пришивают иоснове и вытягивают его до исчезновения складок, а свободный конец приклеивают по периметру в месте соединения с первым концом чулка. Известны способы изготовления приводного круглого ремня из текстильного материала, при котором ленту, являющуюся основой ремня, складывают по ширине в несколько слоев и прошивают, а затем сшивают в кольцо кососрезанными концами.Цель изобретения - изготовление круглого ремня с плавным соединением его концов для обеспечения...
Устройство для электрической связи элементов приводных ремней и неподвижной аппаратуры

Номер патента: 315010
Опубликовано: 01.01.1971
Автор: Бордюговский
МПК: G01B 7/16
Метки: аппаратуры, неподвижной, приводных, ремней, связи, электрической, элементов
...с контактами 1, щечки шкивов 4, 5 и 6, 7, токосъемник для динамического тензометрирования валов 8 с соединительными линияГибкие контакты 1 (фиг. 2) выполнены изтонкой металлической проволоки, свернутой в спираль, и вулканизированы в боковых канавках ремня 2 так, чтобы значительное чи сло витков опиралей могло находиться в контакте с щечками шкивов 4, 5 (фиг. 1), а сами спирали имели возможность легко утапливаться в канавке ремня 2, Контакты могут быть замкнуты в виде двух бесконечных це пей либо разбиты на несколько участков, число и длина которых зависит от числа датчиков, инерционности измеряющей аппаратуры и т. д, Эти контакты могут быть выполнены в виде каких-либо других элементов, на пример в виде гибких лепестков,...
Предыдущий патент: Устройство для охлаждения листов из термопластов
Следующий патент: Заготовка для изготовления полого сферического изделия из листового материала
Случайный патент: Гсесоюзнаяm: im-imm