Электрод-инструмент для электрохимикомеханического полирования
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1036487
Авторы: Голованчиков, Елисеев, Сабинин, Шушкевич



Текст
Н АВТОР нннго Крннстнт одка. НТ Д КОГО Я ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ ЬВУ СВИДЕТЕЛЬСТВ(71) Тульский ордена Трудовоного Знамени политехнический(53) 621.9.047(088.8), ЯО.1036487 ПОЛИРОВАНИЯ, выполненный в внде плос кого металлического диска с абразивным покрытием на торцовой рабочей поверхности разделенным сходящимися к центру криволинейными пазами, отличающццся тем, что, с целью повышения.точности и производительности процесса за счет улучшения подачи электролнто-абразивной смеси в зону обработки, пазы выполнены зеркально симметрнчнымн относительно плоскостн, проходящей через ось вращения электрода-инструмента.Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности касается электрода-инструмента для электрохимикомеханической обработки, и может быть использовано в технологии финишной обработки металлов и спла.вов.Известен электрод:инструмент для электрохимикомеханического полирования, выполненный в виде плоского металлическогодиска с абразивным покрытием на рабочейповерхности, разделенным сходящимисяк центру пазами.Недостатками известного электрода-инструмента являются низкие точность и производительность процесса из-за неравномерной подачи электролито-абразивнойсмеси в рабочий зазор вследствие появлейия отрицательных гидродинамическихявлений (завихрение электролита, образование застойных зон).Цель изобретения - . повышение точностии производительности процесса за счет улучшения подачи электролито-абразивной смесив зону обработки.Указанная цель достигается тем, что вэлектроде-инструменте для электрохимикомеханического полирования, выполненномв виде плоского металлического диска с абразивным покрытием, на торцовой рабочейповерхности разделенным сходящимися кцентру криволинейными пазами, последниевыполнены зеркально симметричными относительно плоскости, проходящей через осьвра щения электрода-инструмента.На фиг.изображен электрод.инструмент для электрохимикомеханического полирования, общий вид; на фиг. 2 - разрезА - А на фиг. 1; на фиг. 3. - сечение Б - Бна фиг, 1; на фиг, 4 - схема электрохимикомеханического полирования.Электрод.инструмент содержит металлический дискс нанесенными на его поверхность секциями полировочной смолы 2,шаржированной абразивом, и разделеннымйдруг от друга криволинейными пазами, поводок 3 для прижима к обрабатываемойдетали 4, закрепленной на столе 5,На наружной цилиндрической поверхности электрода-инструмента расположе, ны лопасти, рабочие поверхности которыхобразованы продолжением вогнутых боковых поверхностей криволинейных пазов и.предназначены для захвата и направления потока электролита. Для полного заполнения электролито-абразивной смесью межэлектродного промежутка на столе 5 закреплен кожух 6,В процессе обработки электрод-инструмент подсоединяют к отрицательному полюсу источника технологического напряжения и прижимают с необходимым усилием поводком 3, служащим одновременно токо- подводом, к обрабатываемой детали 4.10 Электрод-инструмент совершает возвратнопоступательное перемещение по обрабатываемой поверхности. Обрабатываемую деталь 4 закрепляют на столе 5, подсоединяют к положительному полюсу источника технологического напряжения и вращают вместе со столом 5. Электролито-абразивная смесь подается свободным поливом в зону обработки.При вращении электрода-инструментапод действием сил трения вокруг оси повод ка 3, электролито-абразивная смесь захватывается лопастями одной половины электрод- инструмента и направляется по криволинейным лазам к центру.Противоположное направление лопастейна другой половине электрода-инструмента, при его вращении создает условия для образования гидродинамического разрежения у выхода криволинейных пазов.Таким образом, в процессе обработкипредлагаемым электродом-инструментом электролито-абразивная смесь циркулирует по криволинейным пазам с постоянным расходом за счет разности давлений на входе и выходе криволинейных пазов.Обеспечение стабильных гидродинамических параметров обработки позволяет повысить точность и производительность анодиой составляющей процесса, а следовательно, более равномерное удаление припуска с обрабатываемой поверхности. Стабильная циркуляция электролито-абразивной смеси в зоне обработки, а также пред варительное шаржирование рабочей поверхности полировочной смолы абразивными зернами обеспечивают доставку и постоянную замену абразивных зерен и удаление продуктов обработки. Постоянная доставка . абразивных зерен в зону обработки приводит к увеличению их режущей способностиза счет обновления режущих граней, что также позволяет повысить производительность процесса.1036487 Фи Составители Б. КТепрел И, НересТираж 1;106Государстнейиогоелаы изобретенийква, Ж - 3, РауПатент, г. Ужго ФРедактор Н, БобковаЗаказ 5899/1 2БййИПпо113035, МосФилиал ППП узиекоаКорректор 6 Бутяга, Подписноекомитета СССРн откратнйасман наб., д, 45род, ул. Проектная, 4
СмотретьЗаявка
3372678, 04.01.1982
ТУЛЬСКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
ШУШКЕВИЧ ГЕРМАН АЛЕКСЕЕВИЧ, ЕЛИСЕЕВ АЛЕКСЕЙ АЛЕКСЕЕВИЧ, ГОЛОВАНЧИКОВ МИХАИЛ ИВАНОВИЧ, САБИНИН АЛЕКСАНДР ГРИГОРЬЕВИЧ
МПК / Метки
МПК: B23P 1/12
Метки: полирования, электрод-инструмент, электрохимикомеханического
Опубликовано: 23.08.1983
Код ссылки
<a href="https://patents.su/3-1036487-ehlektrod-instrument-dlya-ehlektrokhimikomekhanicheskogo-polirovaniya.html" target="_blank" rel="follow" title="База патентов СССР">Электрод-инструмент для электрохимикомеханического полирования</a>
Инструмент для полирования

Номер патента: 1268393
Опубликовано: 07.11.1986
Автор: Шляховецкий
МПК: B24D 7/00
Метки: инструмент, полирования
...Этот слой обеспечивает нормальное поступательное движение вниз стержня и поршня в гильзе, без заклинивания поршня вследствие вы 5 10 5 20 25 30 35 40 45 50 55 падения из воздуха водяных паров и их замерзания на холодной поверхности гильзы в месте нахождения в гильзе поршня,В качестве льда может быть использована любая замороженная жидкость, состав которой отличается от водного льда, но включает в себя и водный лед.Инструмент для полирования содержит стержень 1, полученный из льда и установленный в цилиндрической гильзе 2, внутренняя поверхность которой покрыта слоем пластмассы 3, На наружной поверхности гильзы жестко закреплена камера 4. Внутренняя поверхность камеры 4 выполнена оребренной, ребра 5 размещены по винтовой линии....
Полировальный инструмент для обработки сферических поверхностей

Номер патента: 1657360
Опубликовано: 23.06.1991
Авторы: Дракин, Рогов, Рублев, Филатов
МПК: B24D 17/00
Метки: инструмент, поверхностей, полировальный, сферических
...деталей объектива "Индустар" диаметром 15 мм (вогнутой и выпуклой поверхностей) радиусом й 15,066 мм из стекла марки К 100 с требованиями по точности й "5, Ьй = 1 интерференционных колец и частоте Р-Ч изготовлен полировальный инструмент радиусом 15 мм с коническим отверстием в центре абразивосодержащего слоя и цилиндрическим.1657360 рометров, вследствие чего точность обработанных поверхностей й5 интерференционных колец выше, чем у прототипа (примеры 6-8),Благодаря предложенной конструкции полировального инструмента повышена точность формообразования указанных деталей до М = 2 - 3 при ЛМ 0,3, практически исключена операция правки инструмента и подналадки станка в процессе полирования. Предложенное техническое решение может быть...
Инструмент для полирования немагнитных деталей

Номер патента: 645833
Опубликовано: 05.02.1979
Авторы: Лобжанидзе, Парцхаладзе
МПК: B24D 17/00
Метки: инструмент, немагнитных, полирования
...изделию особого профиля, например криволинейного.Сущность изобретения поясняется чертежами, где на фиг.показан предлагаемый инструмент, установленный в устройстве для полирования сложнопрофильных поверхностей, вид в плане, на фиг. 2 - то же, вид сбоку.Инструмент выполнен следующим образом.Две тканевые основы прошиты рядом взаимно пересекающихся швов 1,образующих гнезда 2, в которые помещены ферромагнитные вставки 3.Данный инструмент предназначен для обработки немагнитных деталей, установленных на электромагнитной плите 4, содержащей, например, магнитропровод, повторяющий форму обрабатьваемой детали, за счет выполнения его в виде съемных многограна 1 ВаЧ 645833 Формула изобретения ПП ППП СЗП ОП ПСоставитель Т. Юнг Редактор А....
Инструмент для полирования асферических линз

Номер патента: 1000243
Опубликовано: 28.02.1983
Авторы: Буфетов, Каплан, Лысянный
МПК: B24B 13/02
Метки: асферических, инструмент, линз, полирования
...рабочего давления ккорпусу инструмента указанные частицы за счет сыпучести массы располагаются в 5 камере корпуса инструмента в соответствии с видом обрабатываемой асферической поверхности и за счет своей упругости образуют необходимые кинематические связи между корпусом и эластичной диафрагмой, обеспечивающие слежение поверхностью эластичной диафрагмы за рельефом асферической поверхности обрабатываемой детали при качании инструмента. На чертеже показан предлагаемый ин15 струмент, разрез. Инструмент имеет корпус 1, к прикреплена прижимным кольцом тичная рабочая диафрагма 3. Кам разованная корпусом 1 и диафр заполнена сыпучей массой, состо частиц 5 упругого материала (напр листирола). Эластичная рабочая ма 3 контактирует с...
Инструмент для полирования асферических линз
Номер патента: 1342699
Опубликовано: 07.10.1987
Авторы: Агеева, Терехин, Терехина
МПК: B24B 13/02, B24D 17/00
Метки: асферических, инструмент, линз, полирования
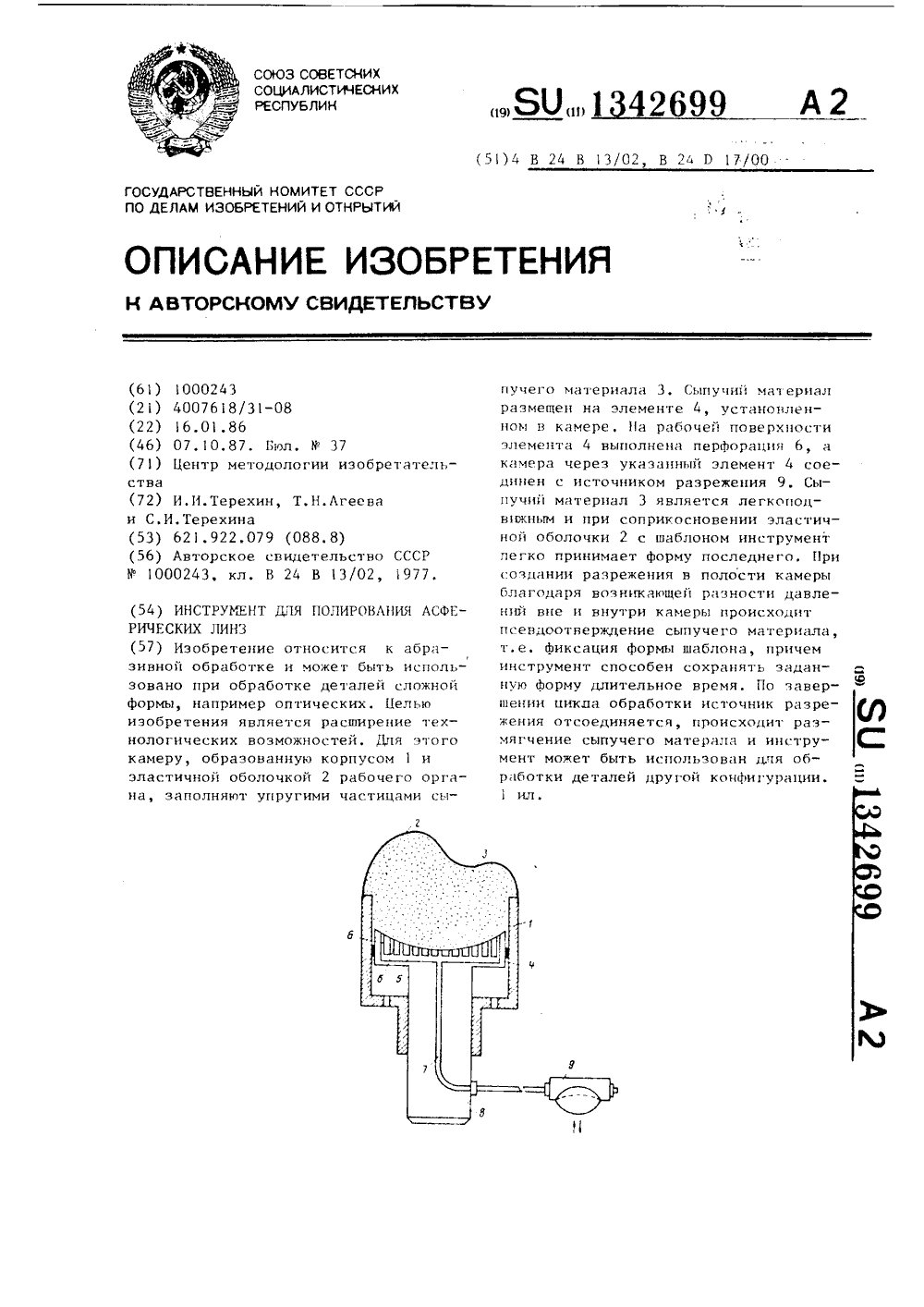
...5 которого через перфорации 6 в стенке сообщается с объемом сыпучего материала 3, а через канал 7 в штоке 8 подсоединяется к источнику разрежения, в качестве которого используется ручной вакуум-насос 9. Размер перфорации выполнен меньше диаметра частиц сыпучего материала 3. 30Сыпучий материал, заполняющий герметичную камеру, является легкоподвижным и деформируемым, что обеспечивает при прижатии эластичного обрабатывающего органа к детали деформирова 35 ние эластичного органа в точном соответствии с конфигурацией детали. Так как упругие частицы сыпучего материала контактируют с обрабатывающим органом практически в каждой точке, обеспечивается точное отображение характера поверхности детали на обрабатывающем органе. При создании...
Предыдущий патент: Электрод-инструмент для размерной электрохимической обработки
Следующий патент: Способ сборки деталей с гарантированным зазором
Случайный патент: Устройство для транспортировки изделий