Способ экструдирования углеграфитовых материалов и экструдер для формирования углеграфитовых изделий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
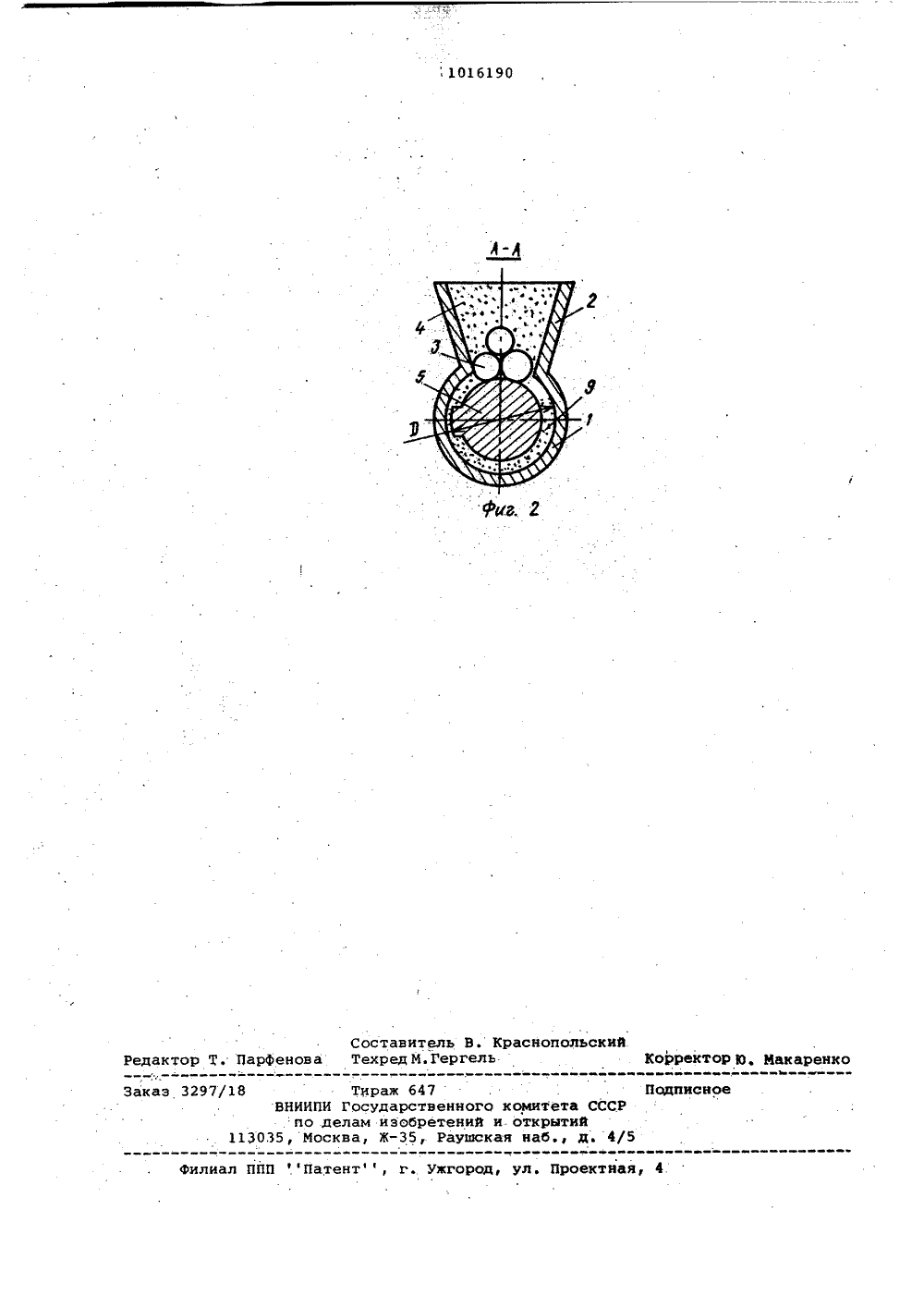
(19) (11) ГОСУДАРСТВЕННЫЙ ПО ДЕЛАМ ИЗОБРЕ ИТЕТ СССРЙ И ОТКРЫТИЙ ОБРЕТ ЬСТВУ(71) Всесоюзный научно-исследоват льский и проектно-технологический;и ститут электроугольных изделий(56) 1. Авторское свидетельство СССРР 691312, кл. В 29 Р 3/01., 1978(54) СПОСОБ ЭКСТРУДИРОВАНИЯ УГЛЕГРАФИТОВЫХ МАТЕРИАЛОВ И ЭКСТРУДЕР ДЛЯФОРМИРОВАНИЯ .УГЛЕГРАФИТОВЫХ ИЗДЕЛИЙ.(57) 1. Способ экструдирования углеграфитовых материалов, включающий1 подачу углеграфитовой смеси со связующим.в.загрузочную воронку экстру,цера, транспортировку ее в зону;нагрева, плавлеиие связующего, выцавливание через фильеру, о т л и 1 ч аю щ и й с я тем, что, с цельюцовышения производительности, объемэкструдера в зоне загрузки, ограниченный двумя соседнйми витками шне,ка, поверхностью вала шнека и внутренней поверхностью корпуса, заполняют.углеграфитовой.смесью со свя" эующим на 60-65.2. Экструдер,для Формирования углеграфитовых изделий, содержащий корпус с загрузочной воронкой и зоной нагрева, размещенный в нем шнек., установленный в опорах с охлаждаемыми подшипниками, о т л и ч а ю щ и й с. я тем, что, с целью повышения надежности и производительности,он снабжен .шаровыми телами, размещенными в эаг" рузочной воронке, размеры которых связанысоотношением ф- А)р (1 мнии) е Р - диаметр внутреннейкорпуса экструдера,дн " диаметр вала шнека, мм; .Йз - диаметр винта шнека, мм;й - минимальный размер отверстия, образованного местомсопряжения загрузочной воронки с полостью экструдера, мм;н - максимальный размер углеродистых частиц, ммф- радиус шарового тела, мм.И зобретение относится к методампрессования углеграфитовых материалов, конкретно к формированию угле- графитовых изделий методом шнековой экструзии.Известен способ непрерывного формирования изделий из полимерных термопластичных и термореактивных материалов путем подачи материала в зону загрузки экструдера со сте- . пенью заполнения межвиткового прОст ранства Ч 0,7 - 1,0, нагревания, сжатия материала,в зоне плавленйя и формирования через Фильеру, в из" делие бесконечной длины. Данный способ осуществляется на червячном экструдере для непрерывного формирования изделий, содержащем корпус с загрузочной воронкой и зоной нагрева, размещенный в нем шнек, установленный в опорах с охлаждаемыми подшипниками Г 13.Недостатками этого способа и реализующего способ устройства являются недостаточная надежность.экструдера из-за возможного заклинивания шнека подаваемой смесью и большая нагрузка на опорные подшипники шнека.Цель изобретения - повышение на-дежности. экс .Рудера и производительностиПоставленная цель достигается тем, что согласно способу экструдирования, включающему подачу углеграфитовой смеси со связующим в.загрузочную воронку экструдера, транспортировку ее в зону нагрева, плавлениевязующего, выдавливание.через филье"у, объем экструдера в зоне загрузки,гранйченный двумя соседними витками шнека, поверхность вала шнека и внутренней поверхностью корпуса заполняют углеграфитовой смесью со связующим на 60-65. Эта же цель. в экструдере, состоящем иэ корпуса с загрузочной воронкой, зоной нагрева и установленным в нем шнеком в опорах с охлаждаемыми подшипниками, . Размещены в загрузочной воронке ша" ровые тела, размеры которых связаны соотношением.бВЧВЬ 1 а Ин где 2 - диаметр внутренней полостикорпуса экструдера,мм; н - диаметр вала шнека, мм;дз - диаметр винта шнека, мм;д - минимальный размер отверстия, образованного местомсопряжения, загрузочной воронки с помощью экструдера,ммуд - максимальный размер углеродистых частиц, мм;радиус шарового тела, мм.10 На фиг,.1 изображен экструдер,. загрузочная воронка 2, заполненная15 телами 3 и углеграфитовой смесью 4.ЧервяК 5, покоящийся в подшипнике б,который охлаждается охладителем 7,приводится во вращение приводом 8.При вращении червяка 5 вращаются ир 0 шаровые тела 3, которые .соприкасаются друг с другом, со шнеком 5 икорпусом загрузочной воронки 2 в месте сопряжения с экструдером 1 и образуют щели, через которые просыпается25 углеграфитовая смесь 4 в объем 9,ограниченный двумя соседними витками10 и 11 шнека 5 и. внутренней поверхностью корпуса экструдера в зоне заг,рузки, При этом объем эоны загрузкизаполняется на 60-653,Скорость просыпания углеграфитовой смеси уменьшается с увеличениемколичества шаровых тел и увеличивается .и их уменьшением.При й , меньшем (В-), происходит затягивание шаровых тел вполость экструдера и его заклиниванием а,.при, большем щнаблюдается заклинивание шаровоготела в загрузочной воронке экструде 40 .Ра и прек 1 йщаетсяподача углеродистой смеси в межвитковое пространствошнека.,Углеграфитовая смесь, поступающаяиз загрузочной воронки 2 в объем 9,45 экструдируется в зону нагрева 12,где- размягчается с помощью нагревателей 13 и выдавливается через фильеру14 крышки 15. 50Технико-экономическая эффективность от внедрения изобретения достигается за счет стабильности работыэкструдера,1016190 4-Л Составитель В. КраснопольскийТ. Парфенова Техред М.Гергель Макаренк ре а Эаказ 3297/18 пион Н 113035,лиал ППП Патентф, г ужгород, ул. Проектная раж 647ударстве иэобрете ЖР ПИ Го делаосква го комитета СССРй и открытийшская наб., д. 4/
СмотретьЗаявка
3379709, 06.01.1982
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНО ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ ЭЛЕКТРОУГОЛЬНЫХ ИЗДЕЛИЙ
ДЕРБЕНЕВ ВАЛЕНТИН АНТОНОВИЧ, МАШЕНКОВ БОРИС НИКОЛАЕВИЧ, АНТОНОВ БОРИС МИХАЙЛОВИЧ, БАСКАКОВ БОРИС ИВАНОВИЧ, КУЛИКОВ ЕВГЕНИЙ ВЛАДИМИРОВИЧ
МПК / Метки
МПК: B29F 3/01
Метки: углеграфитовых, формирования, экструдер, экструдирования
Опубликовано: 07.05.1983
Код ссылки
<a href="https://patents.su/3-1016190-sposob-ehkstrudirovaniya-uglegrafitovykh-materialov-i-ehkstruder-dlya-formirovaniya-uglegrafitovykh-izdelijj.html" target="_blank" rel="follow" title="База патентов СССР">Способ экструдирования углеграфитовых материалов и экструдер для формирования углеграфитовых изделий</a>
Загрузочное устройство экструдера (шнек-пресса)

Номер патента: 143225
Опубликовано: 01.01.1961
Авторы: Берлин, Бондаренко, Готовцев, Долгополов, Ильченко, Кособуцкий, Кошеленко, Красиловский, Липицкий, Новиков, Штокман
МПК: B29C 31/04, B29C 45/18, B29C 47/10
Метки: загрузочное, шнек-пресса, экструдера
...шесгерен 12, приводимых от электродвигателя (показано стрелкой),Внизукшнеку крепится фланцевым соединением экструдер, который может иметь комбинированный по глубине и шагу шнек И.Предлагаемая машина может быть использована в ремонтных цехах машиностроительных или других заводов для поделки деталей из отходов полиамидов.Предмет изобретения1. Загрузочное устройство экструдера (шнек-пресса), состоящее из цилиндрического корпуса, имеющего обогрев, о т л и ч а ю щ е е с я тем, что, с целью интенсификации использования отходов полиамидных смол, устранения забивания выходного отверстия, оно снабжено мешалкой, выполненной в виде шнека, спирали которого представляют собой трубы, внутри которых размещены нагревательные элементы,2. Загрузочное...
Телевизионное устройство для автоматического регулирования и стабилизации диаметра слитка при бестигельной зонной плавке

Номер патента: 949841
Опубликовано: 07.08.1982
Авторы: Збарский, Новиков, Шендерович
МПК: H04N 7/18
Метки: бестигельной, диаметра, зонной, плавке, слитка, стабилизации, телевизионное
...длительности, не более длительности прямого хода строчной развертки. Длительность импульсов устанавливается при настройке. Задним фронтом импульсов запускается генератор 5 строимпульсов небольшой длительности. С выхода генератора 5 строимпульсов импульсы подаются на два блока 7 и 1 О совпадения. На второй вход блока 7 совпадения поступает импульс триггера 9, открывающий блоксовпадения. Стробирующие импульсы с выхода блока 7 совпадения подаются на импульсныйсигнал триггера 21, начало работы которого определяется положением фронта кристаллизации. Таким образом, на выходе блока 20 совпадения появляется сигнал 55 счетчик 8 с изменяемой программой. Импульсный счетчик 8 определяет время окончания работы триггера 9. Емкостью импульсного...
Индукционная муфельная установка для высокотемпературного нагрева углеграфитовых изделий

Номер патента: 1786363
Опубликовано: 07.01.1993
Авторы: Антонова, Кувалдин, Остронов, Терехов
МПК: F27B 5/10, F27D 11/06
Метки: высокотемпературного, индукционная, муфельная, нагрева, углеграфитовых
...и наибольшее) из ряда минимальных значений удельного электросопротивления марок. графита, которые используются для изготовления муфеля (справочные данные (31 ),На практике; определив по уравнению (2) толщину муфеля Ь, а также наибольшее рди наименьшее ъ минимальные значения удельного электросопротивления имеющихся марок графита, по соотношению (5) выбирают стандартное значение частоты т.Затем, используя соотношение (4), по минимальному значению удельного злектросопро; ивления определяют соответствующую марку графита, из которого необходимо изготовить муфел ь.Известно, что по глубине нагреваемого 5 слоя происходит затухание электромагнитной волны, что приводит, особенно на этапе разогрева, к неравномерному нагреву муфеля.Избежать этого...
Способ изготовления полых про-фильных изделий из термопластичныхполимеров и устройство для егоосуществления

Номер патента: 806446
Опубликовано: 23.02.1981
Авторы: Беспалова, Козлова, Листков, Цыганенко, Чернянский
МПК: B29D 23/04
Метки: егоосуществления, полых, про-фильных, термопластичныхполимеров
...тонких элементовпрофиля и частичным охлаждениемостальных его элементов.Оформленное и частично охлажденное профильное иэделие поступает новторую секцию 5 калибратора, которая находится н ванне 7 с проточнойохлаждающей водой.Во второй секции 5 калибраторапрофильное иэделие дополнительнокалибруется по габаритным размерами охлаждается до необходимой температуры, при которой оно способно сохранять заданную форму на последующих стадиях, а затем поступает вохлаждающую ванну 7, где происходитокончательное охлаждение. Протягива-. 15ние профильного иэделия через калибрующую и охлаждающую систему осуществляется с помощью тянущего механизма 8.Сформованное и остывшее профильное изделие может сматываться в бух Оту с помощью намоточного узла 9...
Устройство для нагрева перемешивания и транспортирования строительных смесей

Номер патента: 639159
Опубликовано: 25.12.1978
Авторы: Генин, Серченя, Тяглик
МПК: H05B 5/18
Метки: нагрева, перемешивания, смесей, строительных, транспортирования
...лотки установлены под углом 20 о " 60 . друг к другу а маг выполнен с установленным дуальных осях вращения щими форму тела вращени между цилиндрическими л тируя с их поверхностью ки снабжены винтовыми на выполненными из феррома риала и размещенными на поверхностях,чертеже изображено устройство,вид.тройство содержит основной наый цилиндрический лоток 1,нительный лоток 2, установленод углом. 20 - 60 о друг к другу,у лотками смонтирован магиитопрос установленными на индивидуальосях 4 вращения полюсами, имеющимИтела вращения и индукционнаяшивания смесимиеси винтовымичто позволяеи направляющиполе ттемпературы.яет создать однородное аукав 7305/480 Подписное Филиал ППП фПатПатент,д Ул.ПРоектная,Бетонная масса пост639159воронку 7 в нвключении...
Предыдущий патент: Литьевая многопозиционная машина для переработки пластмасс
Следующий патент: Дисковый экструдер для переработки полимерных материалов
Случайный патент: Пресс двойного действия для отжима масла из семян