Способ изготовления чешущего сегмента
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1011740
Авторы: Борисов, Копятин, Максимовский

Текст
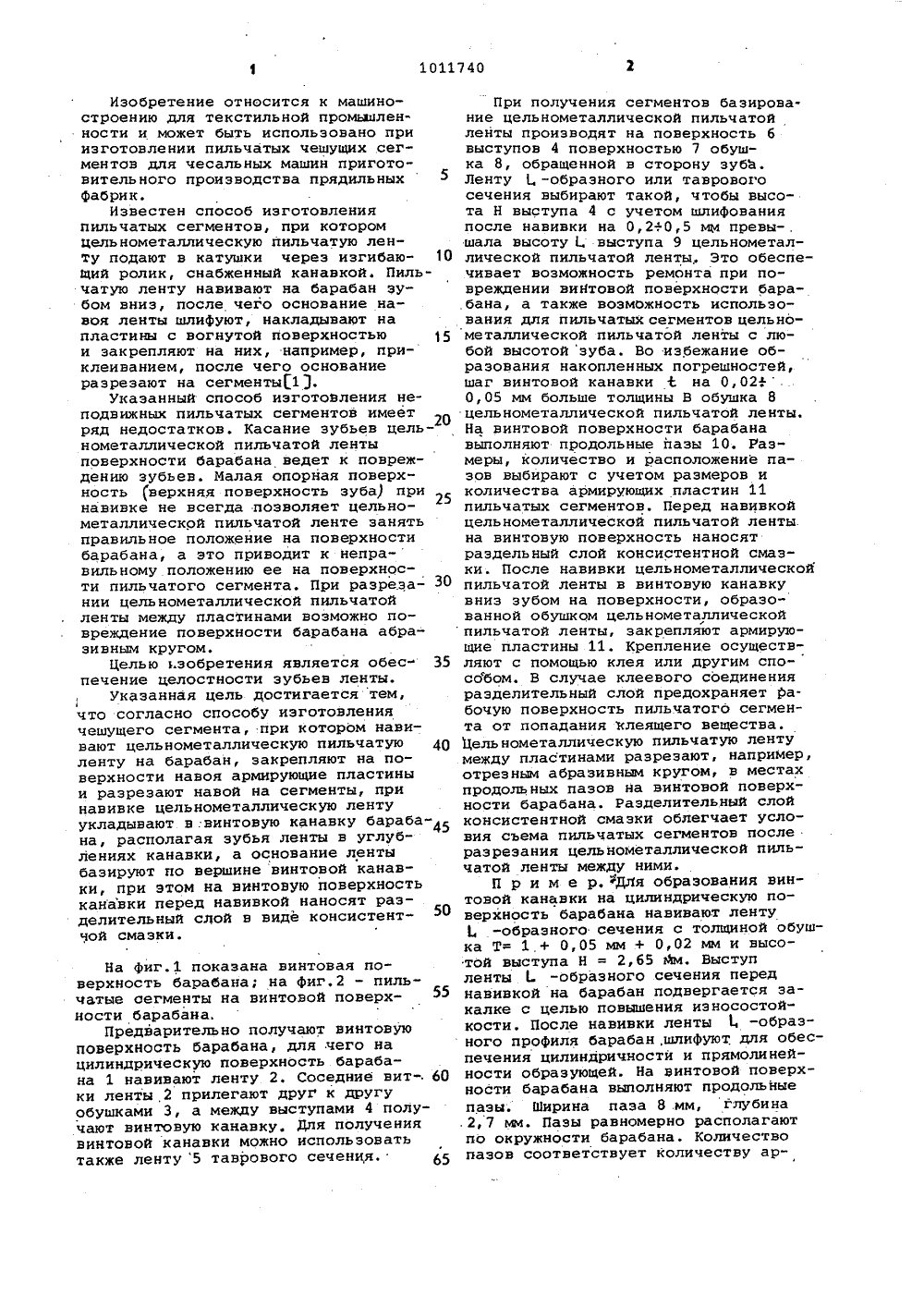
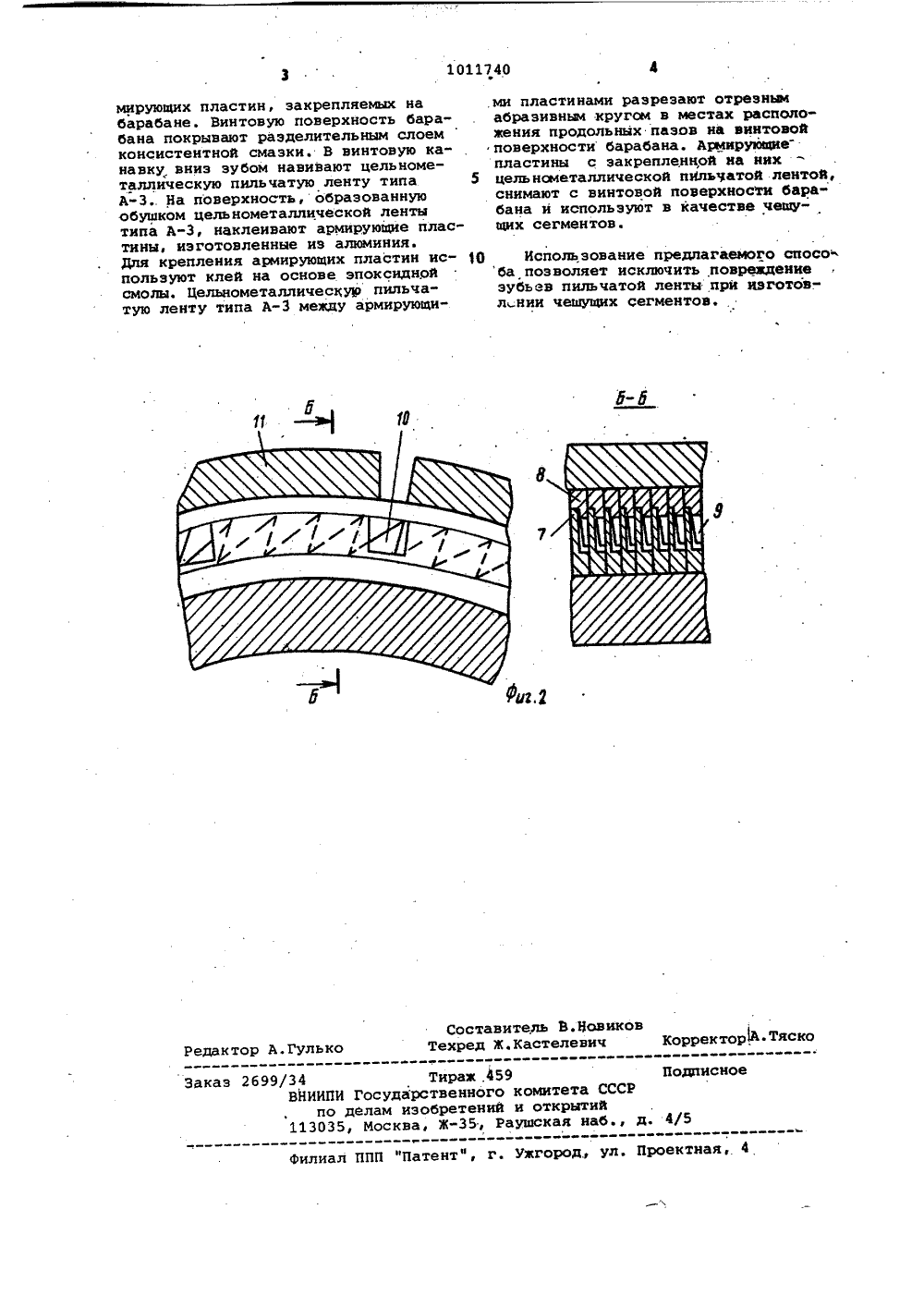
7 Ю И А 01 Ь 1 ВЕННЫЙ КОМИТЕТ ССИЗОБРЕТЕНИЙ И ОТКРЫТИЙ А(71) Ивановский орденКрасного Знамени заводмашин.ЩЕГО СЕГМЕНТА, при коцельнометаллическую пи 4БорисовТрудовогочесальных товую к зубья л а основ шине ви винтовую навиво слой в 604062,ЛЕНИЯ ЧЕШУром навиваютьчатую ленн и Ъф ВТОРСНОМ Е ИЗОБР СВОД-"ТЕЛЬСТВ ту на бараверхностины и разрео т л и чс целью обзубьев ленталлическуюанаентыанинто ан, закрепляют на поавоя армирующие пластиают навой на сегменты, ю щ и й с я тем,.что, спечения целостности ы, при навивке цельномеленту укладывают в винку барабана, располагая в углублениях канавки, ленты базируют по Верой канавки, при этом на верхность канавки перед носят разделительный е консистентной смазки.Изобретение относится к машиностроению для текстильной промышленности и может быть использовано приизготовлении пильчатых чешущих сегментов для чесальных машин приготовительного производства прядильныхфабрик.Известен способ изготовленияпильчатых сегментов, при которомцельнометаллическую пильчатую ленту подают в катушки через изгибаюЩий ролик, снабженный канавкой. Пильчатую ленту навивают на барабан зубом вниз, после чего основание навоя ленты шлифуют, накладывают напластины с вогнутой поверхностьюи закрепляют на них, например, приклеиванием, после чего основаниеразрезают на сегменты 1.Указанный способ изготовления неподвижных пильчатых сегментов имеетряд недостатков. Касание зубьев цельнометаллической пильчатой лентыповерхности барабана ведет к повреждению зубьев. Малая опорная поверхность (верхняя поверхность зуба) принавивке не всегда позволяет цельнометаллической пильчатой ленте занятьправильное положение на поверхностибарабана, а это приводит к неправильному положению ее на поверхности пильчатого сегмента. При разреза- З 0нии цельнометаллической пильчатойленты между пластинами возможно повреждение поверхности барабана абразивньм кругом.Целью .зобретения является обес" 35 печение целостности зубьев ленты.Указанная цель достигается тем, 1что согласно способу изготовления чешущего сегмента, при котором навивают цельнометаллическую пильчатую 40 ленту на барабан, закрепляют на поверхности навоя армирующие пластины и разрезают навой на сегменты, при навивке цельнометаллическую ленту укладывают в.винтовую канавку барабана, располагая зубья ленты в углублениях канавки, а основание ленты базируют но вершине винтовой канавки, при этом на винтовую поверхность канавки перед навивкой наносят разделительный слой в виде консистент 50 чой смазки. На фиг.1 показана винтовая поверхность барабана; на фиг,2 - пильчатые сегменты на винтовой поверхности барабана.Предварительно получают винтовую поверхность барабана, для чего на цилиндрическую поверхность барабана 1 навивают ленту 2. Соседние вит-. 60 ки ленты 2 прилегают друг к другу обушками 3, а между выступами 4 получают винтовую канавку, Для получения винтовой канавки можно использовать также ленту 5 таврового сечения. 65 При получения сегментов базирование цельнометаллической пильчатой ленты производят на поверхность 6 выступов 4 поверхностью 7 обушка 8, обращенной в сторону зуба.Ленту-образного или таврового сечения выбирают такой, чтобы высота Н выступа 4 с учетом шлифования после навивки на 0,20,5 мм превы-.шала высотувыступа 9 цельнометаллической пильчатой ленты, Это обеспечивает возможность ремонта при повреждении винтовой поверхности барабана, а также возможность использования для пильчатых сегментов цельно- металлической пильчатой ленты с любой высотой зуба. Во избежание образования накопленных погрешностей, шаг винтовой канавки 1 на 0,02.0,05 мм больше толщины В обушка 8 цельнометаллической пильчатой ленты.На винтовой поверхности барабана выполняют продольные пазы 10. Размеры, количество и расположение пазов выбирают с учетом размеров и количества армирующих пластин 11 пильчатых сегментов. Перед навивкой цельнометаллической пильчатой ленты.на винтовую поверхность наносят раздельный слой консистентной смазки. После навивки цельнометаллической пильчатой ленты в винтовую канавку вниз зубом на поверхности, образованной обушком цельнометаллической пильчатой ленты, закрепляют армирующие пластины 11. Крепление осуществляют с помощью клея или другим способом. В случае клеевого соединения разделительный слой предохраняет рабочую поверхность пильчатого сегмента от попадания клеящего вещества. Цельнометаллическую пильчатую ленту между пластинами разрезают, например, отрезным абразивным кругом, в местах продольных пазов на винтовой поверхности барабана. Разделительный слой консистентной смазки облегчает условия съема пильчатых сегментов после разрезания цельнометаллической пильчатой ленты между ними.П р и м е р, фДля образования винтовой канавки на цилиндрическую поверхность барабана навивают ленту-образного сечения с толщиной обушка Тд 1 + 0,05 мм + 0,02 мм и высотой выступа Н = 2,65 йм, Выступ ленты Ь -образного сечения перед навивкой на барабан подвергается закалке с целью повышения иэносостойкости. После навивки ленты Ь -образного профиля барабан, шлифуют для обеспечения цилиндричности и прямолинейности образующей. На винтовой поверхности барабана выполняют продольные пазы. Ширина паза 8 .мм, глубина 2, 7 ьк. Пазы равномерно располагают по окружности барабана. Количество пазов соответствует количеству ар1011740 Составитель В.НовиковРедактор А.Гулько Техред Ж.Кастелевич оррек тор й. Тяско Тираж,159твенного комитета ССбретений и открытийЖ, Раушская наб. Заказ 2699/34ВНИИПИ Государс СРпо делам иэо113035, Москва, д. 4/ Подписно Патентф, г. ужгород, ул. Проектная,иал П мирующих пластин, закрепляемых набарабане. Винтовую поверхность барабана покрывают разделительным слоемконсистентной смазки. В винтовую канавку вниз зубом навивают цельнометаллическую пильчатую ленту типа 5А. На поверхность, образованнуюобушком цельнометаллической лентытипа А-З, наклеивают армирующие пластины, изготовленные из алюминия.Для крепления армирующих пластин ис- Япользуют клей на основе эпоксиднойсмолы. Цельнометаллическур пильчатую ленту типа Амежду армирующими пластинами разрезают отрезныеабразивные кругом в местах расположения продольных пазов на винтовойповерхности барабана. Армирующиепластины с закрепленной на нихцельнсметаллической пИлъчатой лентой,снимают с винтовой поверхности барабана и используют в качестве чешущих сегментовИсполь зование предлагаемого спосо. ба позволяет исключить поврездение зубьев пильчатой ленты при ивготовл нии чешущих сегментов.
СмотретьЗаявка
3299686, 10.06.1981
ИВАНОВСКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ЗАВОД ЧЕСАЛЬНЫХ МАШИН
КОПЯТИН ВИКТОР АРКАДЬЕВИЧ, БОРИСОВ ДМИТРИЙ ЯКОВЛЕВИЧ, МАКСИМОВСКИЙ ЮРИЙ МИХАЙЛОВИЧ
МПК / Метки
МПК: D01G 15/92
Опубликовано: 15.04.1983
Код ссылки
<a href="https://patents.su/3-1011740-sposob-izgotovleniya-cheshushhego-segmenta.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления чешущего сегмента</a>
Устройство для измерения температуры поверхности движущейся протекторной ленты

Номер патента: 1280344
Опубликовано: 30.12.1986
Авторы: Беляева, Чижма, Чистяков, Шахов
МПК: G01K 13/06
Метки: движущейся, ленты, поверхности, протекторной, температуры
...первого термопреобразователя подается через коммутатор навторичный прибор. Второй измерительный ролик поднят над поверхностьюматериала и температура чувствительной части термопреобразователя снижается по экспоненте. В момент , второй измерительный ролик опускаетсяна поверхность материала, В интервале г. -й идет интенсивный нагрев втойрого термопреобразователя до измеряемой температуры с последующим медленным нагревом, стремящимся к установившемуся с учетом нагрева трения ро- лика значению температуры, обусловленный трением скольжения. Первый ролик в этом интервале находится в контакте с материалом, и сигнал с первого термопреобразователя продолжает поступать на регистрирующий прибор, В момент С датчики меняются местами. Теперь на...
Способ образования винтовой поверхн

Номер патента: 334018
Опубликовано: 01.01.1972
Авторы: Беленький, Дибнер, Юликов
МПК: B23C 3/32, F16H 55/02
Метки: винтовой, образования, поверхн
...ось О - О и линию кратчайшеЗп го расстояния АВ проводят секущую плоскостьСО, которая пересекает заданную винтовую поверхность изделия по линии 3, которой очерчивают профиль дискового инструмента. Известными методами определяют величину радиуса Я. и положение центра б окружности 4 5 наибольшего приближения к линии д. При этом должно выполняться одно условие:Я 2-.а1 Огде Н - шаг заданной винто 1 вой поверхно. ,сти изделия, равный шагу винтовой линии э этой поверхности на цилиндре изделия диаметра Й. Центр профиля, совпадаю щцй с центром б окружности наилучшего приближения, располагают на линии ЛЛ кратчайшего расстояния между осями изделия и инструмента. Линию 3 сечения заданной винтовой поверхности изделия плоскостью СП опре деляют...
Устройство для нанесения и упрочнения покрытий на винтовых поверхностях металлических заготовок

Номер патента: 1098963
Опубликовано: 23.06.1984
Авторы: Курганович, Смаглюк, Телевной
МПК: C21D 7/06
Метки: винтовых, заготовок, металлических, нанесения, поверхностях, покрытий, упрочнения
...которые соосно устаанлинают н корпус 4 и сжимают Фланцем 8. Соосность установки и правильность их сложнопрофильных поверхностей обеспечивают путем их пред варительного навинчивания на обрабатываемую заготовку 14 (или на деталь - эталон), которая удаляется после сжатия комплекта частей 5-7 гайки в корпусе 4. Перед сжатием комплекта частей 5-7 с помощью винтового уст" ройства 9,10 между корпусом 4 и флан. цем 8 устанавливают прокладку 11, высоту которой подбирают так, чтобы деформация части б обеспечивала меж ду профилями детали 14 и части б нулевой зазор или натяг в пределах допуска на средний диаметр профиля обрабатываемой детали 14 (сопряжение вида Н 460Далее к окну 12 части 5 через штуцер присоединяют трубопровод 13,. обеспечивающий...
Способ навивки цельнометаллической пильчатой ленты на расчесывающий барабан текстильной машины

Номер патента: 1804501
Опубликовано: 23.03.1993
Автор: Иванов
МПК: D01G 15/92
Метки: барабан, ленты, навивки, пильчатой, расчесывающий, текстильной, цельнометаллической
...величине угла наклона канавки под реборду, 1 ил. с помощью резцедержателя, установленного на остове чесальной машины. Нарезку канавок ведут под острым углом к продольной оси барабана, соответствующим углу навивки цельнометаллической пильчатой ленты на барабан. Для осуществления этой операции один. из концов горизонтально расположенного вала расчесывающего барабана отодвигают, обеспечивая расположение резца на под прямым углом, а под тупым или острым с возможностью сдвига плоскости, получающейся при нарезке канавки на обечайки на угол, равный, например, 90 - 70, по отношению к оси барабана (для главного и сьемного барабанов оптимальны углы 0,5- 5,0). К заправленным в канавки ребордам, например посредством пайки, крепят концы...
Приспособление для боковой заточки зубьев цельнометаллической пильчатой ленты барабанов чесальных машин

Номер патента: 120146
Опубликовано: 01.01.1959
МПК: D01G 15/38
Метки: барабанов, боковой, заточки, зубьев, ленты, машин, пильчатой, цельнометаллической, чесальных
...качество прочеса и уменьшается барабана,ижная головка приспособления, монти- жена со стороны, обращенной к бараправляющими щечками, входящими и противоположной стороны - рычагом жатия резца. Точка соприкосновения е линии, соединяющей оси направляюа приспособления. На точильных стойен направляющий вал 1, на которо: я на шести роликах 3, два из которых я их положения относительно вала 1. абану чесальной машины, на головке 2 е резец 5 и две направляющие щечки 6, между зубьями цельнометаллической тороны, противоположной тискам 4, к редвижным грузом 8.асается с зубьями ленты, находи ь направляющего вала и ось бараб чего под действием груза 8 резец б с имается к зубьям ленты. тся ана ДьдИ л ОПИСАНИЕ ИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУМ...
Предыдущий патент: Устройство для транспортировки непрерывного жгута химических волокон
Следующий патент: Батанный механизм ткацкого станка для выработки махровых тканей
Случайный патент: Механизированный инструмент для съема технологических зажимов