Способ дозирования с использованием инерционного периода движения металла
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
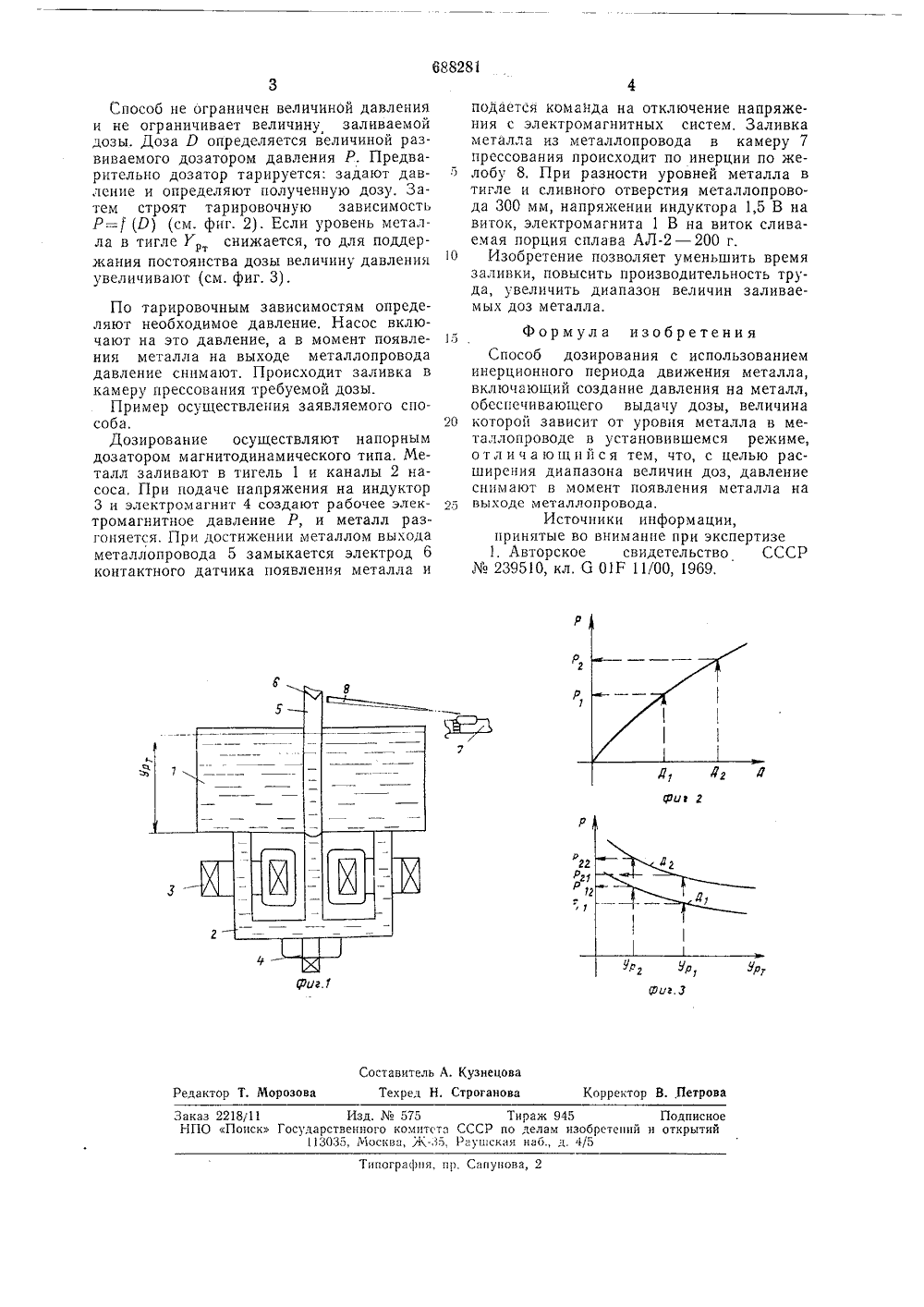
п 11688281 ОПИСАН ИЕ ИЗОБРЕТЕНИЯ Союз Советских Социалистических Республик,1 чо 36 по делам изобретений 30.09.79, Бюллет пуоликова(088 8) крытн ния описания 30.09.79 пчблпко(72) Авторы изобретепи М. Ф. Гольберг, В. П, Полищук и В. А. Трефняк Институт проблем литья АН Украинской ССР71) Заявител 54) СПОСОБ ДОЗИРОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ИНЕРЦИОННОГО ПЕРИОДА ДВИЖЕНИЯ МЕТАЛЛА Изобретение относится к литейному производству и касается заливки металла в камеру прессования машины литья под давлением.Известен способ дозирования жидкого 5 металла, при котором дозу определяют перепадом уровня металла над выходным отверстием металлопровода, т. е. величиной приложенного давления. При этом способе уровень металла в металло проводе в установившемся режиме ниже уровня слива выходного отверстия и дозирование возможно за счет разгонного этапа движения металла, при котором его уровень выше уровня в уста-, новившсмся рекиме. Отключение дозатора производят после прекращения истечения металла 111.Недостатком известного способа дозирования является ограничение величины порции заливаемого металла. Порцию определяют развиваемым дозатором давлением, Однако, если величину давления увеличивают до значения, при котором в установившемся режиме уровень металла в металлопроводе выше уровня сливного отверстия, то величина порции металла будет зависеть от времени работы дозатора, в то время как целью способа является отсутствие зависимости от времени работы насоса. 30 2То есть данный способ ограничен величиной давления, а значит и ограничена величина заливаемой порции металла.Целью изобретения является расширениедиапазона величин доз металла,Это достигается тем, что давление снимают в момент появления металла на выходе металлопровода.На фиг. 1 показано устройство для осуществления способа; на фиг, 2 - тарировочная зависимость величины давления отдозы металла; на фиг. 3 - тарировочнаязависимость величины давления от уровняметалла в тигле.Устройство содержит тигель 1 дозатора,каналы 2, индуктор 3, электромагнит 4,металлопровод 5, электрод 6 датчика уровня. Способ осуществляют следующим образом,Металл при включении давления заполняет металлопровод в разгонном режиме. В момент появления металла на выходе металлопровода рабочее давлснис Р снимают. Дальнейшее движение металла происходит под действием сил инерции. Возможность заливки обусловлена тем, что в момент отключения давления скорость ме талла определяется разгонным режимом с положительным значением ускорения,Корректор В.,Петрова зова едак Заказ 2218/11 Изд.575 Тираж 945 НПО Поиск Государственного комитета СССР по делам изоб 118085, Москва, Ж-З 5, Раугнскан наб., д. 4/5 Подписное тепий и открытийпографпп, пр. Сапунова, 2 Способ не ограничен величиной давления и не ограничивает величину заливаемой дозы. Доза Х) определяется величиной развиваемого дозатором давления Р. Предварительно дозатор тарируется: задают давление и определяют полученную дозу, Затем строят тарировочную зависимость Р= -(й) (см. фиг. 2). Если уровень металла в тигле 1"р снижается, то для поддержания постоянства дозы величину давления увеличивают (см. фиг. 3). По тарировочным зависимостям определяют необходимое давление, Насос включают на это давление, а в момент появления металла на выходе металлопровода давление снимают. Происходит заливка в камеру прессования требуемой дозы.Пример осуществления заявляемого способа.Дозирование осуществляют напорным дозатором магнитодинамического типа. Металл заливают в тигель 1 и каналы 2 насоса, При подаче напряжения на индуктор 3 и электромагнит 4 создают рабочее электромагнитное давление Р, и металл разгоняется. При достижении металлом выхода металлопровода 5 замыкается электрод 6 контактного датчика появления металла и подается команда на отключение напряжения с электромагнитных систем, Заливка металла из металлопровода в камеру 7 прессования происходит по инерции по же лобу 8. При разности уровней металла втигле и сливного отверстия металлопровода 300 мм, напряжении индуктора 1,5 В на виток, электромагнита 1 В на виток сливаемая порция сплава АЛ- 200 г.1 О Изобретение позволяет уменьшить времязаливки, повысить производительность труда, увеличить диапазон величин заливаемых доз металла. Формула изобретенияСпособ дозирования с использованиеминерционного периода движения металла,включающий создание давления на металл,обеспечивающего выдачу дозы, величина20 которой зависит от уровня металла в металлопроводе в установившемся режиме,отличающийся тем, что, с целью расширения диапазона величин доз, давлениеснимают в момент появления металла навыходе металлопровода.Источники информации,принятые во внимание при экспертизе1, Авторское свидетельство СССР239510, кл. Ст 01 Е 11/00, 1969,
СмотретьЗаявка
2502310, 28.06.1977
ИНСТИТУТ ПРОБЛЕМ ЛИТЬЯ АН УКРАИНСКОЙ ССР
ГОЛЬБЕРГ МАРК ФРОИМОВИЧ, ПОЛИЩУК ВИТАЛИЙ ПЕТРОВИЧ, ТРЕФНЯК ВЛАДИМИР АБРАМОВИЧ
МПК / Метки
МПК: B22D 17/30
Метки: движения, дозирования, инерционного, использованием, металла, периода
Опубликовано: 30.09.1979
Код ссылки
<a href="https://patents.su/2-688281-sposob-dozirovaniya-s-ispolzovaniem-inercionnogo-perioda-dvizheniya-metalla.html" target="_blank" rel="follow" title="База патентов СССР">Способ дозирования с использованием инерционного периода движения металла</a>
Устройство управления дозированием металла при литье под давлением

Номер патента: 263831
Опубликовано: 01.01.1970
Авторы: Никишин, Тихонов, Федотов
МПК: B22D 27/00, B22D 39/02
Метки: давлением, дозированием, литье, металла
...времени заполнения объема металлопровода, отраниченного нижним 8 и средним 10 индуктивными датчиками, Этот предварительно установленный объем равен объему заливаемой дозы металла или составляет кратную ей величину (в предлагаемом устройстве заданный объем может составлять 1, /, и /4 часть заливаемой дозы).Когда уровень металла достигает верхнего индуктивного датчика 12, установленного в начале нисходящей ветви металлопровода, им подается сигнал на включение реле времени 11. По истечении времени установки выдержки первоначального прохода уровня металла от датчика 8 к датчику 10 реле времени подает сигнал ня электромагнитный привод 18 заслонки 14, ксторая перекрывает нижний консц металлопровода, вследствие этого прекращается...
Способ очистки металла в металлопроводе установки для литья под низким давлением

Номер патента: 632476
Опубликовано: 15.11.1978
Авторы: Моисеев, Молчанов, Сезоненко
МПК: B22D 17/00
Метки: давлением, литья, металла, металлопроводе, низким, установки
...металлопроводе, и 1,5-2,0 раза превышаюшего величину гидростатического давления металла в 15 тигле, металл из металлопровода вытесняется вниз и поступает в тигель установки, После вытеснения металла из металлопровода в тигель инертный гаэ иэ нижней части металлопровода выходит вверх и очи ф цает металл в тигле от окиснык плен, неметаллических включений и др.Затем снимают давление в металлонроводе и очищенный металл поступает в металлопровод, После открытия досту. И па металле в форму иэ металлопровода производят заполнение отливки путем подачи избыточного давления на зеркала металла в тигле. Металл, поступающий в форму, очищен от окисных цлен, газо- ЗЕ вых и неметаллических включений, что способствует улучшению качества отливокОтсутствие...
Устройство для измерения давления или уровня жидкости

Номер патента: 966513
Опубликовано: 15.10.1982
Авторы: Грошев, Рыбнов, Чернавкин
МПК: G01L 7/18
Метки: давления, жидкости, уровня
...преломленный свет и падающийсвет.Так для границы раздела стекло 10 о о ФздухЭЬа= , = 0,66 и 1" 40 55 Поставленная цель достигаетсятем, .что в известном устройстве,содержащем прозрачную трубку с подводящими штуцерами и с прозрачнойрабочей жидкостью, шкалу измеренияуровня и источник света, один из 5штуцеров смонтирован на боковой поверхности трубки, торцовое отверстиетрубки со стороны этого штуцера закрыто светонепроницаемой заглушкой,а источник света расположен напротив 10среза трубки.. На фиг. 1 показан один из вариантов устройства, общий вид; на фиг. 2 вариант установки источника света,пояснение принципа распространениялучей света внутри стенок трубки.Устройство состоит из двух прозрачных трубок с прозрачной рабочей жидкостью 1 и...
Устройство для измерения гидростатического давления и уровня жидкости

Номер патента: 1566220
Опубликовано: 23.05.1990
Автор: Кошевой
МПК: G01F 23/16
Метки: гидростатического, давления, жидкости, уровня
...действующая со стороны чувст.вительных элементов 5 и 7 на рычагпреобразователя 3, преобразуется последним в электрический сигнал, передаваемый по кабелю 12 по вторичнойаппаратуре.При погружении датчика 2 в жидкость на глубину Й, на чувствительный элемент 5 со стороны ввода б 2 Одействует суммарное (Рс) давлениестолба жидкости (Р ) и атмосферы(Ра), а на чувствительный элементсо стороны ввода 8 противодавление,равное атмосферному давлению (Рс,), 25передаваемому по трубке .В полости 4 датчика, заполненнойжидкостью, имеется некоторое давление Р обусловленное действиемвнешнего давления (или противодавления) на дополнительный чувствительный элемент 9, жесткостью последнегои системы, образованной им и полостьюс жидкостью и другим факторами...
Устройство для измерения перепада давления и уровня в ректификационных колоннах и реакторах

Номер патента: 1778538
Опубликовано: 30.11.1992
Автор: Журавлев
МПК: G01F 23/16
Метки: давления, колоннах, перепада, реакторах, ректификационных, уровня
...а вентили 5 - 7 открывают. Герая перегородка 3 при этом перемевправо (фиг, 1) или вниз (фиг, 2), Для я из системы газовых "подушек", есрат (емкость) работает под иэбыточавлением, достаточно закрыть ые вентили 7 и открыть вентили 8. его герметичная перегородка 3 (сил ь 1778538фон или мембрана) переместится в левое положение (фиг. 1) и верхнее положение (фиг, 2) и вытеснит часть разделительной жидкости с газовыми пузырьками в заполнительный сосуд 4. После чего операцию заполнения системы разделительной жидкостью нужно повторить, Если же аппарат (емкость) работает под атмосферным давлением или вакуумом, то для удаления газовых. "подушек" при закрытых вентилях 8 к вентилям 7 подключается сторонний источник повышенного давления.После...
Предыдущий патент: Пресс-форма для литья под давлением
Следующий патент: Устройство для получения гранул
Случайный патент: Способ очистки водородсодержащего газа от сероводорода