Способ уплотнения стыков частей металлических форм для литья
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
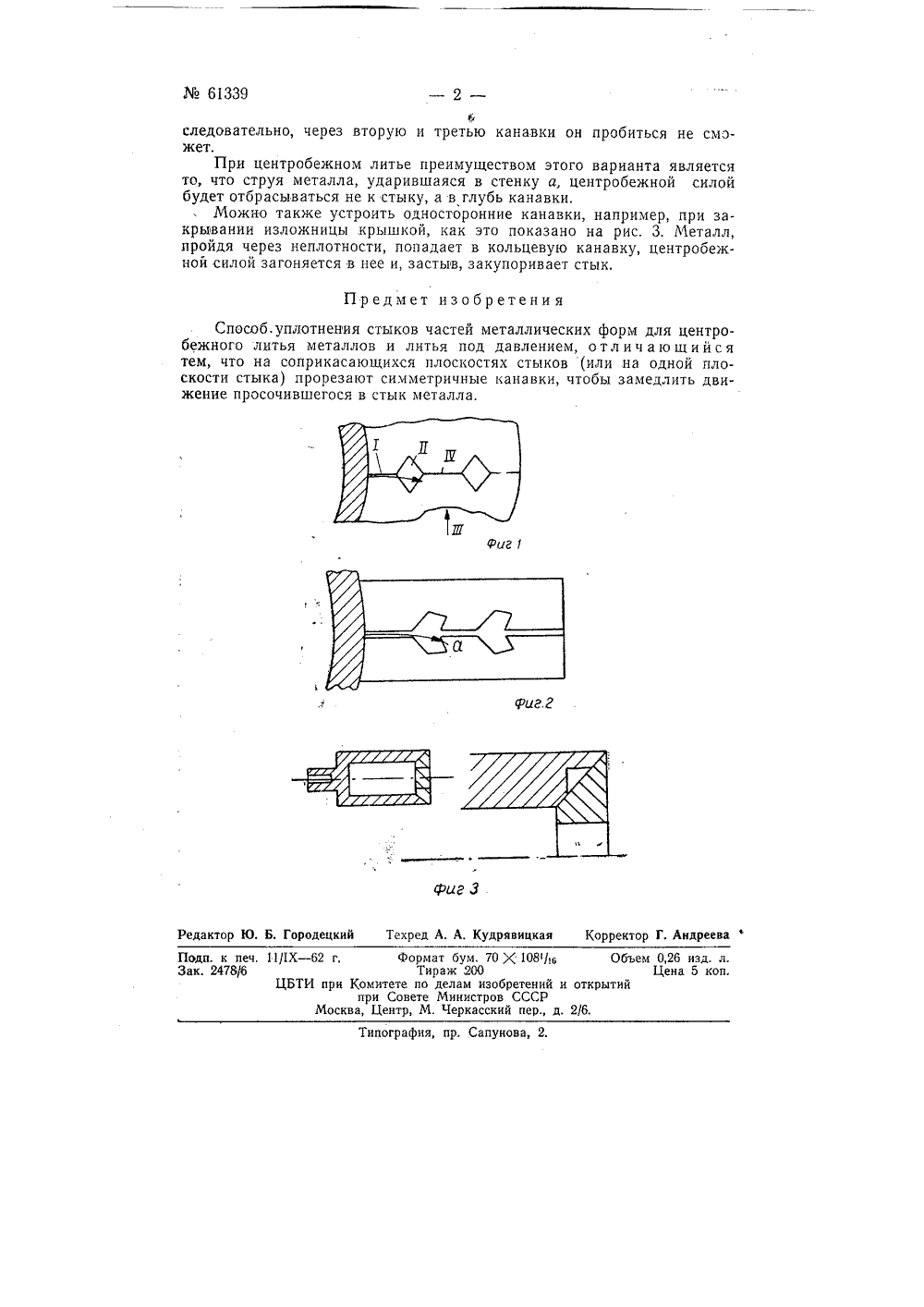
Класс 31 с, 1831 с, 26 в 1 31 с, 25 о 1 Мо 61339 СССР САНИЕ ИЗОБРЕТЕНИ ВТОРСКОМУ СВИДЕТЕЛЬСТВУ, Левин дин и СПОСОБ УПЛОТНЕ МЕТАЛЛИЧЕСКИХ ФОРМАЬЯ СТЫКОВ ДЛЯ ЛИ явлено 17 ноября 1938 за Ма 19967/30 промышленно 62 в Народный Комиссариат цветнойи СССР особ уплотнения с лигья металловтения является для центробежнканавка мебудет ыв.ает,Предметом изобресп тыков частеи металлических форм ого и литья под давлением.Для того чтобы при литье металл не разбрызгивался и не просачивался в стыки между частями формы обычно применяют замки, требующие тщательной пригонки стыка, часто расходящегося вследствие короблення частей формы, или же создают поворот струи на стыке. В результате усложняется форма стыка, при этом все же нет гарантии против просачивания металла, который под давлением центробежных сил прорывается наружу.Предлагаемый способ обеспечивает задержку просачивающегося в стыки металла благодаря применению на стыках прорезанных симметричных канавок.На фиг. 1, 2 и 3 изображено несколько вариантов канавок.Если вращение идет по направлению, указанному стрелкой 1 П 1 фиг. 1), металл, просочившись сквозь неплотность на участке 1 стыка, попадает в первую канавку 11. Тогда центробежные силы перестают действовать на него, и металл, теряя скорость, отклоняется от радиального направления, ударяется в стенку, завихряется. Постепенно заполняя канавку П, он снова подвергается действию центробежных сил и стремится проникнуть в стык на участке 1 К При этом металл постепенно застывает и закупоривает стык.Канавки могут иметь и другую форму.При литье под давлением (фиг. 2) металл просачивается в ку а по инерции и проходит до следующего участка стыка. По талл не заполнит канавка а, он дальше не пройдет, так как не подвержен действию давления. Заполняя канавку, металл.заст61339 следовательно, через вторую и третью канавки он пробиться не сможет.При центробежном литье преимуществом этого варианта является то, что струя металла, ударившаяся в стенку а, центробежной силой будет отбрасываться не к стыку, а в глубь канавки.Можно также устроить односторонние канавки, например, при закрывании изложницы крышкой, как это показано на рис. 3. Металл, пройдя через неплотности, попадает в кольцевую канавку, центробежной силой загоняется в нее и, застыв, закупоривает стык. Предмет изобретения Способ,уплотнения стыков частей металлических форм для центробежного литья металлов и литья под давлением, отличающийся тем, что на соприкасающихся плоскостях стыков (или на одной плоскости стыка) прорезают симметричные канавки, чтобы замедлить движение просочившегося в стык металла. Фигородецкий Техред А, А. Кудривицк орректор Г. Андреева актор Х 108/.6ретений и оСССРй пер., д. 2/6 Г 1 дд. к печ, 11/1 Х -Зак. 2478/6ЦБТИ Формат бум. 70 Тираж 200 ете по делам изо Совете Министро нтр, М. Черкасск
СмотретьЗаявка
19967, 17.11.1938
Левин М. М, Юдин С. Б
МПК / Метки
МПК: B22D 13/10, B22D 17/22
Метки: литья, металлических, стыков, уплотнения, форм, частей
Опубликовано: 01.01.1942
Код ссылки
<a href="https://patents.su/2-61339-sposob-uplotneniya-stykov-chastejj-metallicheskikh-form-dlya-litya.html" target="_blank" rel="follow" title="База патентов СССР">Способ уплотнения стыков частей металлических форм для литья</a>
Способ измерения толщины слоя металла в композиции металл пластмасса

Номер патента: 722407
Опубликовано: 15.04.1989
МПК: G01B 15/02
Метки: композиции, металл, металла, пластмасса, слоя, толщины
...изоляцией.Цель изобретения - и ние толщины стенок заполненных трубопроводов с изоляцией.Для этого по пр способу предварительно ежду кон тролируемым объект иустройством дополнительный слой пластмассы. толщиной, обеспечивающей максимальную интенсивность регистрируемого гамма-излучения, по величине которой судят о толщине слоя металла.Экспериментально было установлено, что регистрируемый поток гамма-из- лучения радиационного захвата медленных нейтронов слоем металла возрас 10 тает с увеличением толщины слоя пластмассы (при данной толщине слоя металла) до определенного максимального значения, а при дальнейшем увеличении толщины пластмассы происходит очень медленный спад регистрируемого потока гамма-излучения в ши-, роком диапазоне толщин...
Устройство для ненесения литьем под давлением полимерного материала на металлическую деталь

Номер патента: 1452692
Опубликовано: 23.01.1989
МПК: B29C 45/14
Метки: давлением, деталь, литьем, металлическую, ненесения, полимерного
...детали. Последнее выполнено в виде расположенного на основании 4 на опорной стойке 5 кронштейна 6 с концевым участком 7 по резьбовую по верхность металлической детали - шариковой гайки и с прижимным рычагом, малое плечо 8 которого расположено под углом к большому плечу 9, на конце которого установлен упорный винт 10 для поворота рычага и прижима малым плечом 8 шариковой , гайки к концевому участку кронштейна 6.Средство для фиксации формующего вкладыша 3 выполнено в виде установленной в кронштейн 6 гайки 11 с винтом 12, на конце которого закреплен клиновой фик- З 0 сирующий элемент 13 с возможностью взаимодействия наклонной поверхностью с малым плечом 8 рычага, а горизонтальной поверхностью - с торцом формующего вкладыша 3, при этом...
Устройство для градуировки датчика давления в стыке

Номер патента: 723419
Опубликовано: 25.03.1980
Авторы: Ковнеристов, Крыженков, Малышев, Носевич
МПК: G01L 27/00
Метки: градуировки, давления, датчика, стыке
...тело 6 и массивное основание 7.Градуировку производят нагрузочным устройством 1 через динамометр сжатия 2 и оправку 3, передающую давление на одну из контактируемых деталей 4. Меж- ду контактируемыми деталями помещено 10 градуировочное тело 6 с известной плошадью контакта.При изменении известной нагрузки, отнесенной к плошади контакта тела 6, фиксируют показания регистрирующей 5 аппаратуры, соединенной с датчиком 5, т.е. получают зависимость показаний аппаратуры (напряжения или деформации датчика 5, установленного в контактирующем теле) и давления (например, в кг/см 0 в стыке детали 4 и тела 6.Затем деталь 4 устанавливают на основание 7; деталь 4 нагружают, при этом нагружаются заранее протарированные датчики 5. 25Показания...
Элемент для измерения электропроводности металлов при высоких температурах и давлениях

Номер патента: 1550397
Опубликовано: 15.03.1990
Автор: Корсунский
МПК: G01N 27/02
Метки: высоких, давлениях, металлов, температурах, электропроводности, элемент
...20. Приэтом диаметр цилиндрического выступа18 в центральной части трубки 1 превышает диаметр периферийных частейтрубки 1Периферийные части трубки 1 могут 25быть сопряжены с цилиндрическимивыступом 19, а диаметры периферийныхчастей керамической трубки одинаковы по всей длине вплоть до герметиэированных концов. При этом под цилиндрическим выступом 18 может быть размещен в канале керамический цилиндр,снабженный канавками, расположеннымивдоль его оси.Элемент работает следующим образом35Элемент помещается в камеру высокого давления, которая затем заполняется сжатым газом, При измеренииэлектропровЧдности металлов ток пропускают через электроды 8 и 9 и исследуемое вещество, размещенное вполости 17.и в зазорах между изоляторами 2 и 3,...
Смазочно-охлаждающая жидкость для механической обработки металлов и обработки металлов давлением

Номер патента: 615126
Опубликовано: 15.07.1978
Авторы: Белая, Галивец, Гамерштейн, Кучеренко, Лазарев, Старцева, Шевчук
МПК: C10M 3/32
Метки: давлением, жидкость, металлов, механической, смазочно-охлаждающая
...присадка.хлоргидрат аминопарафина Химический контроль раствора СОЖ производится методом трех титровани(, в результате которого определяется 4 процент мыла и щелочность, выражаемая в процентах(а СО. Эмульсия не имеет неприятного запаха, нетоксична, безопасна в противопожарном отношенци и устойчива придлительном исполь 4 зовании.Технология приготовления предлагдвмой; СОЖ следующая.Смесь парафина, жирных кислот, альдегидов, аминопарафинов, нитропарафинов и хлоргидрата аминопарафина, так называемый кубовый остатой. плавится и подогревается до 70 С а. емкости 1 . В эту же емкость вносится моноэтаноламин.В отдельной емкости 2, оборудованной подогревателями и.мешалкой, приготавливается водный раствор хозяйственного мыла. При использовании...
Предыдущий патент: Устройство для регулирования междуполюсного расстояния в электролизере для получения магния
Следующий патент: Устройство для подачи топлива в гофманскую печь
Случайный патент: Полимерная композиция