Способ дуговой стыковой сварки алюминиевых сплавов в торец
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
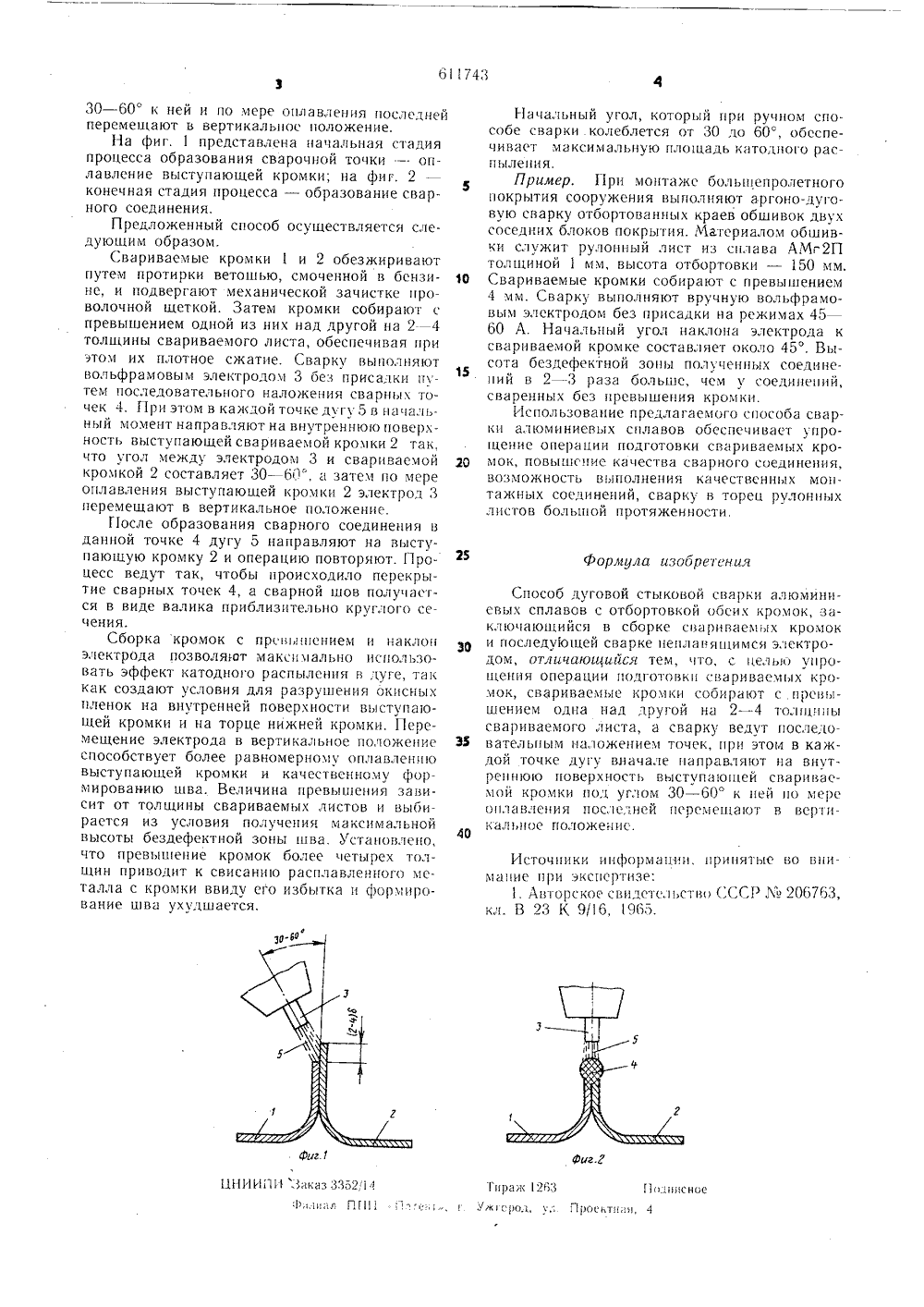
ОП ИСАНИЕИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз Советских Социалистических Республик(51) М. Кл, В 23 К 9/16 аявкис присоединен осударствеииый комит Соввтв Мииистров ССС оо делам изооретеиийи открытийан вания описания 29 0 7(45) Дата опубли Михайлов й, Е. В сеев) СПОСОБ ДУГОВОЙ СТЫКОВОЙ СВАРКИАЛЮМИНИЕВЫХ СПЛАВОВ С ОТБОРТОВКОЙ 2 22) Заявлено 27. 12.76 (2 Изобретение относипреимущественно листалюминиевых сплавов ивано для получения м д малых толщин.В сварных стыковых швах соединений алюминиевых сплавов с отбортовкой обеих кромок обнаруживаются окисные плены, которые обычно располагаются в корне шва и могут являться местом разгерметизации или разрушения сварных соединений. Основной причиной образования дефектов в сварных швах является неполное удаление окисной пленки с поверхностей свариваемых кромокВ настоящее время сварка стыковыхеоединений из алюминиевых сплавов выполняется с применением трудоемкой подготовки свариваемых кромок.Известен способ дуговой стыковой сварки алюминиевых сплавов, заключающийся в сборке свариваемых кромок и последующей сварке неплавящимся электродом, при котором на свариваемых кромках выполняют канавки, образующие при сборке полость для вывода окислов из зоны стыка при сварке 1.На тонколистовых конструкциях эти канавки получают зиговкой свариваемых кромок путем прокатки или штамповки, что требует сложного громоздкого оборудования и не представляется возможным в условиях монтажа. Исключается также и предварительное нанесение зигов в заводских условиях, если сварнваемые листы поставляются на монтажную площадку в виде рулонов. При свертывании в рулон возможна ломка зигованной кромки ввиду ее повышенной жесткости.Кроме того, сборка по известнь 1 м способам не позволяет максимально использовать эффект катодного распыления пленок в дуге, поскольку разрушение окисных пленок при сварке возможно зншь на поверхностях торцов, РазрушенФ же пленок на внутренних поверхностях садыка не происходит вследствие недостаточной глубины проникновения дуги в свариваемый метлл.Целью изобретения является упрощение операции подготовки свариваемых кромок.Это достигается тем, что в способе дуговой сварки алюминиевых сплавов встык, заключающемся в сборке свариваемых кромок и последующей сварке неплавящимся электродом, свариваемые кромки обирают с п.,;вышеннем одна над другой на 2 - 4 толщины: ариваемого листа, а сварку ведут последовательным наложением точек. В каждой точке дугу вначале направляют на внутреннюю поверхность выступающей свариваемой кромки под углом30 - 60 к ней и по мере оплавления последней перемещают в вертикалыгое положение.На фиг. 1 представлена начальная стадия процесса образования сварочной точки -- оплавление выступающей кромки; на фиг. 2 - конечная стадия процесса - образование сварного соединения.Предложенный способ осуществляется следующим образом.Свариваемые кромки 1 и 2 обезжиривают путем протирки ветошью, смоченной в бензине, и подвергают механической зачистке проволочной щеткой. Затем кромки собирают с превышением одной из них над другой на 2- 4 толщины свариваемого листа, обеспечивая цри этом их плотное сжатие. Сварку выполняют вольфрамовым электродом 3 без присадки путем последовательного наложения сварных точек 4, При этом в каждой точке дугу 5 в начальный момент направляют на внутренцюо поверхность выступающей свариваемой кромки 2 так, что угол между электродом 3 и свариваемой кромкой 2 составляет 30 - 6 С". и затем по мере оплавления выступающей кромки 2 электрод 3 перемещают в вертикальное положение.Г 1 осле образования сварного соединения в данной точке 4 дугу 5 направляют на выступающую кромку 2 и операцию повторяют. Г 1 роцесс ведут так, чтобы происходило перекрытие сварных точек 4, а сварной шов получаегся в виде валика приблизительно круглого сечения.Сборка кромок с превышением и наклоц электрода позволяот максимально использовать эффект катодного распыления в дуге, так как создают условия для разрушения окцсных пленок на внутренней поверхности выступаошей кромки и на торце нижней кромки, Перемещение электрода в вертикальное положение способствует более равномерному оплавленпо выступающей кромки и качественному формированию шва. Величина превышения зависит от толщины свариваемых листов и выбирается из условия получения максимальной высоты бездефектной зоны шва. Установлено, что превьццецие кромок более четырех толщин приводит к свисанию расплавленного мсталла с кромки ввиду его избытка и формирование шва ухудшается. Начальный угол, который цри ручном способе сварки колеблется от 30 до 60, обеспечивает максимальцую площадь катодцого распыления.Пример. При монтаже большепролетногопокрытия сооружения выполняют аргоно-дуговую сварку отбортованных краев обшивок двух соседних блоков покрытия. Материалом обшивки служит рулонный лист из сплава АМг 2 П толщиной 1 мм, высота отбортовки - 150 мм, 10 Свариваемые кромки собирают с превышением4 мм. Сварку выполняют вручную вольфрамовым электродом без присадки на режимах 45 60 А. Начальный угол наклона электрода к свариваемой кромке составляет около 45. Высота бездефектной зоны полученных соединений в 2 - 3 раза больше, чем у соединении, сваренных без превышения кромки.Использование предлагаемого способа сварки алюминиевых сплавов обеспечивает упрощение операции подготовки свариваемых кро- рО мок, повышегие качества сварного соединения,возможность выполнения качественных монтажных соединений, сварку в торец рулонных листов большой протяженности. Способ дуговой стыковой сварки алюминиевых сплавов с отбортовкой обеих кромок, заключающийся в сборке свариваемых кромок и последующей сварке цеплавяшимся электродом, отличающийся тем, что, с целью упрощения операции подготовки свариваемых кромок, свариваемые кромки собирают с превышением одна над другой на 2 - 4 то;ццц;ы свариваемого листа, а сварку ведут последо вательцым наложецием точек, при этом в каждой точке дугу вначале направляют ца внутрецнюю поверхность выступающей свариваемой кромки под углом 30 - 60 к цей по мере одавления последней псремешаот в верикальцое положение. Источники информации, принятые во внимание при экспертизе:
СмотретьЗаявка
2434390, 27.12.1976
ПРЕДПРИЯТИЕ ПЯ Г-4361
ЦОЙ ВАЛЕНТИН ВАЛЕНТИНОВИЧ, АЛЕКСЕЕВ ЕВГЕНИЙ АЛЕКСАНДРОВИЧ, МИХАЙЛОВ ГЕННАДИЙ ГРИГОРЬЕВИЧ
МПК / Метки
МПК: B23K 9/16
Метки: алюминиевых, дуговой, сварки, сплавов, стыковой, торец
Опубликовано: 25.06.1978
Код ссылки
<a href="https://patents.su/2-611743-sposob-dugovojj-stykovojj-svarki-alyuminievykh-splavov-v-torec.html" target="_blank" rel="follow" title="База патентов СССР">Способ дуговой стыковой сварки алюминиевых сплавов в торец</a>
Способ контактной сварки трудно свариваемых металлических листов, лент и т. п.

Номер патента: 50581
Опубликовано: 01.01.1937
Автор: Крит
МПК: B23K 11/16, B23K 11/34
Метки: контактной, лент, листов, металлических, свариваемых, сварки, трудно
...будущего шва) покрывают веществом, обладающим большей электропроводностью, чем основной свариваемый металл, соприкасающуюся же со свариваемой, но не свари ваемую часть поверхности покрывают слоем вещества с меньшей электропроводностью.Покрытием поверхности свариваемого листа в местах сварки слоем вещества, обладающего ббльшей электропроводностью, чем основной свариваемый металл, достигается концентрация сварочного тока.Покрытие не свариваемой, но соприкасающейся с другим листом поверхности слоем вещества с меньшей злектропроводностью имеет целью предотвратить разбрызгивание расплавленного металла,Состав покрытия, а также его вид могут быть различны - он может быть в виде порошка, пасты, жидкости или твердой прокладки. Его химический...
Способ измерения величины отклонения сварочной горелки от стыка свариваемых кромок

Номер патента: 566697
Опубликовано: 30.07.1977
Авторы: Рикур, Сергеев, Халфин, Чушкин
МПК: B23K 9/10
Метки: величины, горелки, кромок, отклонения, свариваемых, сварочной, стыка
...роль двух смежных контуров, в каждом из которых действует отдельная ЭДС,При этом высокочастотные составляющиедуги 4 и 5 являются датчиками положения30 дуги относительно стыка свариваемого издс866607 Таблица Точность слежания по стыку,мм Способ направления дуги по стыку2,5 5 7,510 2,5 5 7,510 0,03 0,04 0,04 0,05 0,01 0,01 0,01 0,01 20 40 60 80 20 40 60 80 Известный 20 Предлагаемый 25 Элия. В результате этого сварочная дуга пред. ставляет собой диагональ дифференциально. го измерительного моста с которой снимается сигнал рассогласования.При симметричном расположении сварочной дуги 1 относительно кромок свариваемого изделия 2, разделение сварочной дуги 1 по кромкам свариваемого изделия 2 происходит равномерно, следовательно сигнал,...
Способ приготовления металлических покрытых оболочкой электродов для дуговой электрической сварки

Номер патента: 1507
Опубликовано: 31.07.1926
Автор: Тернблом
МПК: B23K 35/40
Метки: дуговой, металлических, оболочкой, покрытых, приготовления, сварки, электрической, электродов
...содержащею вышеозначенный материал, смотря по тому, что удобнее. Способ можно осуществлять также погружением предназначенной для сваривания поверхности в подходящую кислоту и покрыванием затем очищенной таким образом поверхности металлическою оболочкою. главным образом из меди, что производится электролитическим способом или применением раствора сернокислой меди. Вышеозначенная металлическая оболочка может быть укрепляема всяким подходящим способом, например, при помощи серноватистокислого натрия, Затем предназначенная для сварки поверхность снабжается оболочкою, состоящею из связывающего вещества, в качестве которого можно применять какой нибудь растительный клей, например, трагантовую медь, смешанную с материалом, усиливающим...
Установка для сборки под сварку и автоматической сварки продольных швов обечаек

Номер патента: 863280
Опубликовано: 15.09.1981
Авторы: Антонов, Потапов, Соколов
МПК: B23K 37/04
Метки: автоматической, обечаек, продольных, сборки, сварки, сварку, швов
...штифтами и имеющего коническое отверстиепо форме соответствующее форме обечайки, на поверхности ложемента состороны расположения сварочной головки выполнена щель для размещения в нейстыка обечайки, выталкиватель заготовок выполнен в виде ножа, размещенного в щели корпуса в зоне малого диаметра обечайки, в качестве конвейеразаготовок применен цепной транспортер с гнездами для крепления заготовок,при этом в каждом гнезде имеетсяфиксатор паза обечайки и выполненыотверстия под штифты корпуса.На фиг, 1 изображена установка;вид сбоку; на фиг, 2 - то же, видсверху; на фиг. 3 - разрез А-А нафиг. 2; на фиг, 4 - эскиз заготовкис пазом для ориентации; на фиг. 5гнездо с фиксатором паза обечайки;на фиг. 6 - вид Г на фиг. 5,Установка содержит...
Устройство для сборки под сварку и контактной сварки объемных изделий из листов

Номер патента: 1530393
Опубликовано: 23.12.1989
Авторы: Егоров, Копыт, Романив
МПК: B23K 37/04
Метки: контактной, листов, объемных, сборки, сварки, сварку
...9 с закрепленными на ней оправками 3, Каждая оправка 3 снабжена приводом 10 ее углового шагового вращения с мальтийским механизмом и фиксаторами 11.На основании 1 установлены демпферы 12, механизм 13 поворота и ме 1 О 15 го 25 30 ханизм 4 фиксации поворотной траверсы 9.В каждой грани оправки 3 выполненпаз с закрепленной в нем планкой 15,снабженной двумя пальцами 4 и электромагнитами 8, расположенными нанижней стороне каждой грани оправки3. В каждой грани оправки .3 размещены нижние сварочные электроды 16.планка 15 соединена с конусом 7, установленным в оправке 3, посредстном тяг 17, а конус связан с приводом 6 посредством талкателя 18 и рычага 19,Устройство работает следующим образом.В зону загрузки устанавливают оправку 3. Привод 6...
Предыдущий патент: Устройство для электромагнитного перемещения расплава сварочной ванны
Следующий патент: Флюс для низкотемпературной пайки
Случайный патент: Валоповоротное устройство