Способ изготовления винтов с внутренним шестигранником
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 585911
Авторы: Миропольский, Светогоров, Штейн
Текст
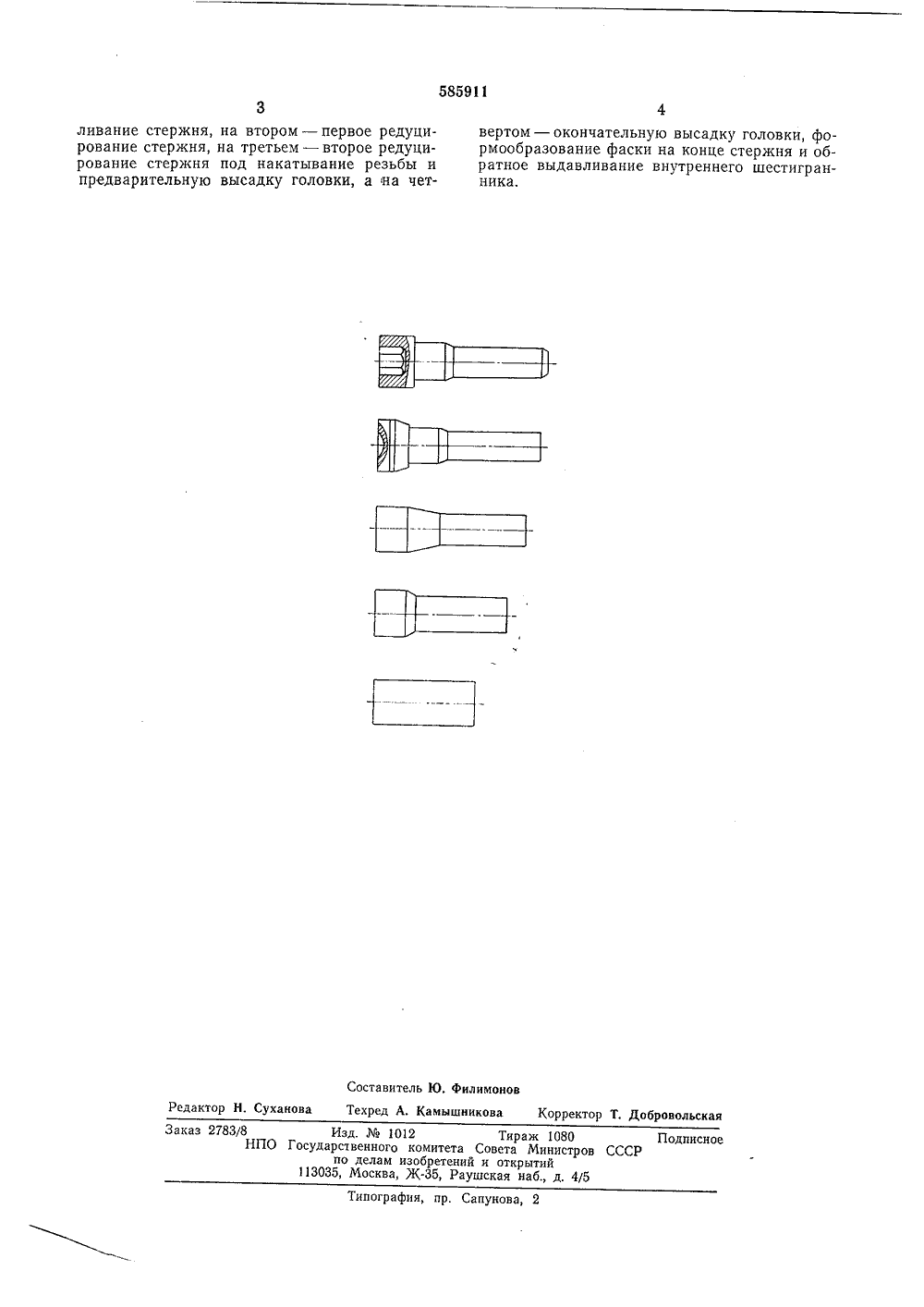
/44 с присоединением заявки М Государственный комитет Совета Министров СССР Приоритетлам изобретен отнрыти 72) Авторь Ю польский, Ф. С. Штейн и И, В, Светогоров тзооретения(71) Заявит Центральн узнечн роектно-конструкторское бюрессового машиностроения(54) СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТ С ВНУТРЕННИМ ШЕСТИГРАННИКО На чертеже цесс изготовлен гранником. На первом переходе 5 выдавливание стержня,дуцирование стержня д метра, на третьем - в стержня под накатыван тельная высадка голов 0 вертом - формообразов стержня, окончательна обратное выдавливани шестигранника,Предлагаемый спосо прочность получаемых в вечность инструмента в тить производственныйпоказан технологическии проня винта с внутренним шестипроизводится прна втором в перо определенноготорое редуцировие резьбы и предви с лункой, а нание фаски на квысадка головтв ней внутрен мое реание ари- четонце и и него Фо обретения отовления винтов с внутренним ом путем холодной объемной готовок за несколько переходов, т й с я тем, что, с целью повыше- получаемых винтов, повышения работы инструмента, а также сооизводственного цикла за счет оследующей термообработки, на де осуществляют прямое выдавСпособ изг шестигранник штамповки за отличающ 25 ния прочности долговечности кращения пр исключсния п первом перехоИзобретение относится к области обработки металлов давлением, в частности к технологии обработки давлением стержневых изделий с полостью в головке - винтов с внутренним шестигранником.Известен способ изготовления винтов с внутренним шестигранником путем холодной объемной штамповки заготовок за несколько переходов.К недостаткам известного способа относятся невысокая прочность получаемых винтов, недостаточная стойкость инструмента, а также длительный производственный цикл изготовления винтов из-за необходимости последующей термообработки.Целью изобретения является повышение прочности получаемых винтов, повышение долговечности работы инструмента, а также сокращение производственного цикла за счет исключения последующей термообработки,Для этого на первом переходе осуществляют прямое выдавливание стержня, на втором - первое редуцировапие стержня, на третьем - второе редуцирование стержня под накатывание резьбы и предварительную высадку головки, а на четвертом - окончательную высадку головки, формообразование фаски па конце стержня и обратное выдавливание внутреннего шестигранника. б позволяет повысить интов, повысить долго- работе, а также сокрацикл изготовления бол585911 Составитель Ю. ФилимоновРедактор Н. Суханова Техред А. Камышникова Корректор Т, Добровольская Заказ 2783/8 Изд.1012 Тираж 1080 Подписное НПО Государственного комитета Совета Министров СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5Типография, пр. Сапунова, 2 ливание стержня, рование стержня, рование стержня предварительную на втором - первое редуцина третьем - второе редуципод накатывание резьбы и высадку головки, а на четвертом - окончательную высадку головки, формообразование фаски на конце стержня и обратное выдавливание внутреннего шестигранника.
СмотретьЗаявка
2090452, 31.12.1974
ЦЕНТРАЛЬНОЕ ПРОЕКТНО-КОНСТРУКТОРСКОЕ БЮРО КУЗНЕЧНО ПРЕССОВОГО МАШИНОСТРОЕНИЯ
МИРОПОЛЬСКИЙ ЮРИЙ АГАФОДОРОВИЧ, ШТЕЙН ФЕЛИКС СОЛОМОНОВИЧ, СВЕТОГОРОВ ИГОРЬ ВЯЧЕСЛАВОВИЧ
МПК / Метки
МПК: B21K 1/44
Метки: винтов, внутренним, шестигранником
Опубликовано: 30.12.1977
Код ссылки
<a href="https://patents.su/2-585911-sposob-izgotovleniya-vintov-s-vnutrennim-shestigrannikom.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления винтов с внутренним шестигранником</a>
Способ выбивки керамических стержней из внутренних полостей литых деталей и устройство для его осуществления

Номер патента: 878407
Опубликовано: 07.11.1981
Авторы: Волосатов, Рубанов, Сорокин
МПК: B22D 29/00
Метки: внутренних, выбивки, керамических, литых, полостей, стержней
...положении. Деталь, например турбинную лопатку., в вертикальном положении жестко закрепляют фасонными захватами в двухрезонансных точках, одна из которых может являться центром тяжести. После это. го к корпусу турбинной лопатки подводят ультразвуковые колебания с частотой, например, 22 кГц от магнитострикционных 5 преобразователей через фасонные захваты, служащие излучающей поверхностью концентраторов преобразователей. При этом происходит интенсивная вибрация всего корпуса лопатки 7 с частотой основной гар О моники результирующей частоты верхнего 3 и нижнего 4 преобразователей, и в результате действия инерционных сил происходит отслоение керамической массы стержня 8 от внутренней полости лопатки 7, 15 растрескивание и высыпание...
Прижимной к внутренней стенке головки путевого рельса ролик к автоматическому путеизмерителю

Номер патента: 17301
Опубликовано: 30.09.1930
Автор: Народный
МПК: B61K 9/00, E01B 35/04
Метки: автоматическому, внутренней, головки, прижимной, путевого, путеизмерителю, рельса, ролик, стенке
...выполненный в виде глухого стакана, закреплен поворотно на цапфе неподвижного стержня посредством .двух двухрядных шариковых радиальных подшипников, расположенных рядом вплотную и закрепленных обычным путем.На чертеже фиг, 1 изображает вертикальный осевой разрез ролика ифиг. 2 в.вид его сверху.Ролик 2; выполненный в виде стакана вращается вокруг цапфы 1 неподвижйого стержня 12 на двух двухрядных шариковых подшипниках 5, 6, удерживаемых на, .цапфе при посредстве болта сширокой. шляпкой 4, снабженной вырезами для завинчивания специальным ключом. Ролик 2 в верхней части имеет нарезку для за 1винчивания крышки 3; застопориваемой ,винтом 11. Стержень 12 снабжен выточкой, в каковую входит кожаная шайба 8, прижимаемая к крышке 3...
Головка для наружной и внутренней резьбы

Номер патента: 37440
Опубликовано: 30.06.1934
Автор: Леонович
МПК: B23G 5/08
Метки: внутренней, головка, наружной, резьбы
...перемещение при лельно оси нарезаемого изделия. помощи системы конических шестеоен 10.На чертеже фиг. 1 и 2 изображают, 11, 12 и валиков 17, Шестерня 10 имеет головку для нарезки наружной резьбыгаечную внутреннюю нарезку для винта 9 в видах спереди и сбоку с частичнымии предохранена от осевого смещения разрезами; фиг. 3 - державку для резцов крышкой Б, Втулки 14, снабженнье указанной гольвки; фиг, 4 и 5 - головку, гаечной нарезкой, служат для прижима для нарезки внутренней резьбы в видах , шестерен 11 и 72 к шестерне 10.спереди и сбоку с частичными разре, Стенка 6 паза 5 - 6 на концах соедизами; фиг. б - державку для резцов, при- иена с ползунами 15 и 16, в которых н меняемую при нарезке внутреннейпомещены концы винтов 3.резьбы в...
Пуансон для предварительной высадки многогранной головки болта

Номер патента: 536876
Опубликовано: 30.11.1976
Автор: Сырнев
МПК: B21J 5/08
Метки: болта, высадки, головки, многогранной, предварительной, пуансон
...в виде цилиндра, в центре торцовой части которого расположена рабочая полость.Рабочая полость выполнена пирамидальной и очерчена выпуклыми гранями с постоянным радиусом кривизны, равным радиусу вписанной окружности большего основания пирамиды, Углы между гранями скругляют переменным радиусом, приблизительно равным разности радиусов описанной и вписанной окружностей многогранника, вписанного в соответствующее сечение пирамиды.Сопоставляя контуры сечений, можно заметить, что в нижней части отформованной в предварительном описываемом пуансоне конической многогранной головки, не менее чем до половины ее высоты, разности радиусов описанной и вписанной окружностей равны или больше соответствующей разности размеров готовой детали и...
Установка для высадки сфероподобных головок на анкерных стержнях закладных деталей

Номер патента: 1779452
Опубликовано: 07.12.1992
Авторы: Лыкова, Мельникова, Прокофьев, Сторожук, Терещенко, Шкарбун
МПК: B21G 3/12
Метки: анкерных, высадки, головок, закладных, стержнях, сфероподобных
...имеют с одной стороны тщательно обработанные плоские поверхности с буртиками, препятствующими их смещению вдоль оси стержня, а с другой - продольные цилиндрические ручьи с поперечной насечкой, служащие для надежной фиксации стержня. Токоподводящие части составных губок 44 - 49 выполнены из сплава меди и имеют продольные гладкие цилиндрические ручьи, служащие для увеличения площади контакта стержня с губками,50 55 5 10 15 20 25 30 35 40 45 уменьшения переходного сопротивления и уменьшения тепловыделения на этих участках стержня и губок. Сменой губок обеспечивается принятый диапазон диаметров высаживаемых стержней бмакс/бмин = = 11,5), Зажимная часть сменных губок 42 и 43 неподвижной матрицы 5 расположенамежду токоподводящими частями...
Предыдущий патент: Штамп для безоблойной штамповки поковок
Следующий патент: Установка для сборки гусениц
Случайный патент: Пробка со сферической головкой