Контурная система нрограммного управления-™металлорежущим станкомi
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 418287
Авторы: Изобретени, Кобринский, Коренд, Левковский, Попов, Саламандра, Серков, Тывес


Текст
ОП ИСАН ИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(61) Зависимое от авт. св (22) Заявлено 20,06.72 (2с присоединением зяя тельств 1801540/2(51) Ч. Кл. В 23 с 1 и Государственный комитетСовета й 1 инистров СССР .оо делам изобретений фи открытий 32) Приоритетпубликовано 05.111.1974. Бюллетень М 9анов, А. Е. Кобринский, А. И. Корендясев, Е. И, Левковский Попов, Б. Л. Саламандра, Н. А. Серков и Л, И, Тывесвенный научно-исследовательский институт машиноведения НТУРНАЯ СИСТЕМА ПРОГРАММНОГО УПРАВЛ МЕТАЛЛОРЕЖУЩИМ СТАНКОМ111. " 1,;2 Изобретение относится к станкостроению, Известны системы программного управления металлорежущими станками, в которых для коррекции траектории движения инструмента используется первая обработанная деталь и содержатся салазки с инструментом, которые перемещаются от блока программы, снабженный приводом датчик отклонений, взаимодействующий с первой обработанной деталью, и преобразователь сигнала датчика.Цель изобретения - упростить конструкцию системы и повысить точность коррекции запрограммированной траектории.Это достигается тем, что привод датчика отклонений установлен на салазках и управляется от сигналов преобразователя, а система снабжена сумматором сигналов преобразователя и блока программы,На чертеже дана принципиальная схема предлагаемой системы программного управления двухкоординатным фрезерным станком.Система содержит блок 1 программы, в котором считывается информация с программоносителя и преобразуется в вид, удобный для управления приводами 2 и 3. Движение формообразования осуществляется за счет горизонтального премещения стола 4 с закрепленными на нем заготовкой 5 и первой обработанной деталью б и за счет перемещения салазок 7, несущих фрезу 8 и датчик 9 отклонеФ ний, щуп 10 которого скользит по поверхности первой обработанной детали.Сигнал датчика 9 преобразуется в преобразователе 11 и подастся чсрсз сумматор 12 на 5 привод 3 салазок 7, траектория двпжсния которых корректируется в соответствии с погрешностями первой обработанной детали.Кроме того, в соответствии с этим сигналом перемещается датчик 9 отклонений с помо щью привода 13, жестко закрепленного насалазках 7. Привод 13 является маломощным приводом малых перемещений, что упрощает конструкцшо системы и повышает точность коррекции траектории движения инструмента.15 При обработке первой детали данной партии щуп 10 фиксируется в нулевом положении (элсмснты фиксации на чертеже пе показаны) и с выходя датчика поступает нулевой сигнал. Стол 4 и салазки 7 перемещаются по 20 программе с помощью приводов 2 и 3. Приэтом деталь обрабатывается в соответствии с информацией, задаваемой исходной программой.Перед обработкой слсдующпх деталей дан ной партии первую обработанную деталь бустанавливают под щупом 10, который освобождают от фиксатора. При перемещении стола 4 щуп 10 скользит по поверхности первой обработанной детали, и датчик 9 выраба тывает сигнал, пропорциональный отклонению418287 7777777777 Т/777 Т/77777777777777777 г 77 Ь Г Составитель Т. Юдакии Коррсктор Л. Царьк Рслактор В, Дибоз Тскрсд аневко Изд.558 Тирагк 944 Подписное; у;срс.спо:о коптета Совета,г;.строп СССРпо дсл., и: оьресснпг и От . ".л Заказ 87".ЛЦ 1 1 г 4 ИП 11 и огТ" 1. и , Сапуов:,3поверхности детали 6 от траектории двигкегпя салазок 7 относительно стола 4. Слгпал от датчика 9 преобразуется в преобразователе 11 и подастся через сумматор 12 на исполнительный привод 3, Для того, чтобы сш"ал с датчика в результате внесения коррекции в траекторию движения салазок нс увеличивался, что нарушало бы работоспособность системы, а уменьшался до нуля, сигнал датчика после преобразователя 11 подается не только на привод 3, но и на привод 13, перемещающий датчик отклонений относительно салазок 7, Причем, перемещение датчика 9 по сигналу преобразователя 11 противоположно и равно удвоенному перемещению салазок 7 при отключенном блоке 1 программы,При затуплении инструмента и его размерном износе целесообразно изменять соотношение перемещений, задаваемых двигателями салазок и датчика. В этом случае в системах управления двигателями должны быть предусмотрены соответствугощие регулировки, ко 4торые изменяются при обработке каждойследующей детали партии,Изобретение найдет применение в случаях,когда уровень функционально меняющихся5 погрешностей существенно превышает уровеньслучайных погрешностей,Предмет изобретенияКонтурная система программного управле ния металлорежущим станком, выполненнаяв виде снабженного приводом датчика отклонения, взаимодействующего с первой обработанной деталью и выдающего сигнал на преобразователь, причем салазки, несущие инст румент, перемещаются от блока программы,отличающаяся тем, что, с целью упрощения системы и повышения точности коррекции запрограммированной траектории, привод датчика отклонения установлен на салазках 2 о и управляется от сигнала преобразователя,при этом система снабжена сумматором сигналов преобразователя и блока программы.
СмотретьЗаявка
1801540, 20.06.1972
изобретени А. И. Богданов, А. Е. Кобринский, А. И. Коренд сев, Е. И. Левковский, В. Е. Попов, Б. Л. Саламандра, Н. А. Серков, Л. И. Тывес
МПК / Метки
МПК: B23C 1/16
Метки: контурная, нрограммного, станкомi, управления-™металлорежущим
Опубликовано: 05.03.1974
Код ссылки
<a href="https://patents.su/2-418287-konturnaya-sistema-nrogrammnogo-upravleniya-metallorezhushhim-stankomi.html" target="_blank" rel="follow" title="База патентов СССР">Контурная система нрограммного управления-™металлорежущим станкомi</a>
Привод перемещения обрабатываемой детали устройства для вибрационной обработки

Номер патента: 1664529
Опубликовано: 23.07.1991
Авторы: Анипченко, Бабичев, Коровайко, Сердюков
МПК: B24B 31/067, B24B 31/12
Метки: вибрационной, детали, обрабатываемой, перемещения, привод, устройства
...возможностей путемобеспечения перемещейия длинномерныхдеталей типа панели.На фиг. 1 показана схема привода, общий вид; на фиг. 2 - узел на фиг. 1, 10Устройство для вибрационной обработки длинномерных деталей состоит из упругоустановленного на основании 1контейнера 2 с вибратором 3, размещеннымпод дном контейнера, роликовых опор 4 для 15поддержки обрабатываемой детали 5. Привод перемещения деталей выполнен в видегибкой ветви, огибающей ведущую звездочку 6 и натяжной блок 7, причем ветвь выполнена комбинированной из шарнирной цепи 208 и стального каната 9, при этом длина шарнирной цепи 8 выбрана из условия обеспечения рабочего хода обрабатываемойдетали 5.Устройство работает следующим образом,Обрабатываемую деталь 5 вводят в контейнер...
Устройство для коррекции характеристик датчиков

Номер патента: 781850
Опубликовано: 23.11.1980
Авторы: Дрозд, Касич, Рахимов, Стариков, Стеколь, Толокновский, Хуторянский, Штейнберг, Якупов
МПК: G06J 3/00
Метки: датчиков, коррекции, характеристик
...делителя 3 соединеныс первыми входами элементов И групп 4и 5. Выходы элементов И группы 4, подключенных вторыми входами к второйгруппе выходов блока б памяти, соединены с входом элемента 9 задержки.Выходы элементов И группы 5, подключенных вторыми входами к второй группе выходов блока 7 памяти, соединеныс входом элемента 10 задержкн. Выходстаршего разряда делителя 3 подключенк входу счетчика 8, соединенного выходами с первой группой входов блока 7 памяти. Второй вход блока 7 памяти соединен с входом блока б памяти и подключен к шине 12 кода номерадатчика.Устройство работает следующим образом.На шине 12 устанавливается позиционный код номера датчика, определяющий вид линеаризуемой характеристики.В результате этого на выходах блокаб памяти...
Система датчиков для измерения различных теплоэнергетических параметров
Номер патента: 203504
Опубликовано: 01.01.1967
Авторы: Арутюнов, Каучно, Кенигсберг, Рухадзе, Юровский
МПК: G01L 19/14
Метки: датчиков, параметров, различных, теплоэнергетических
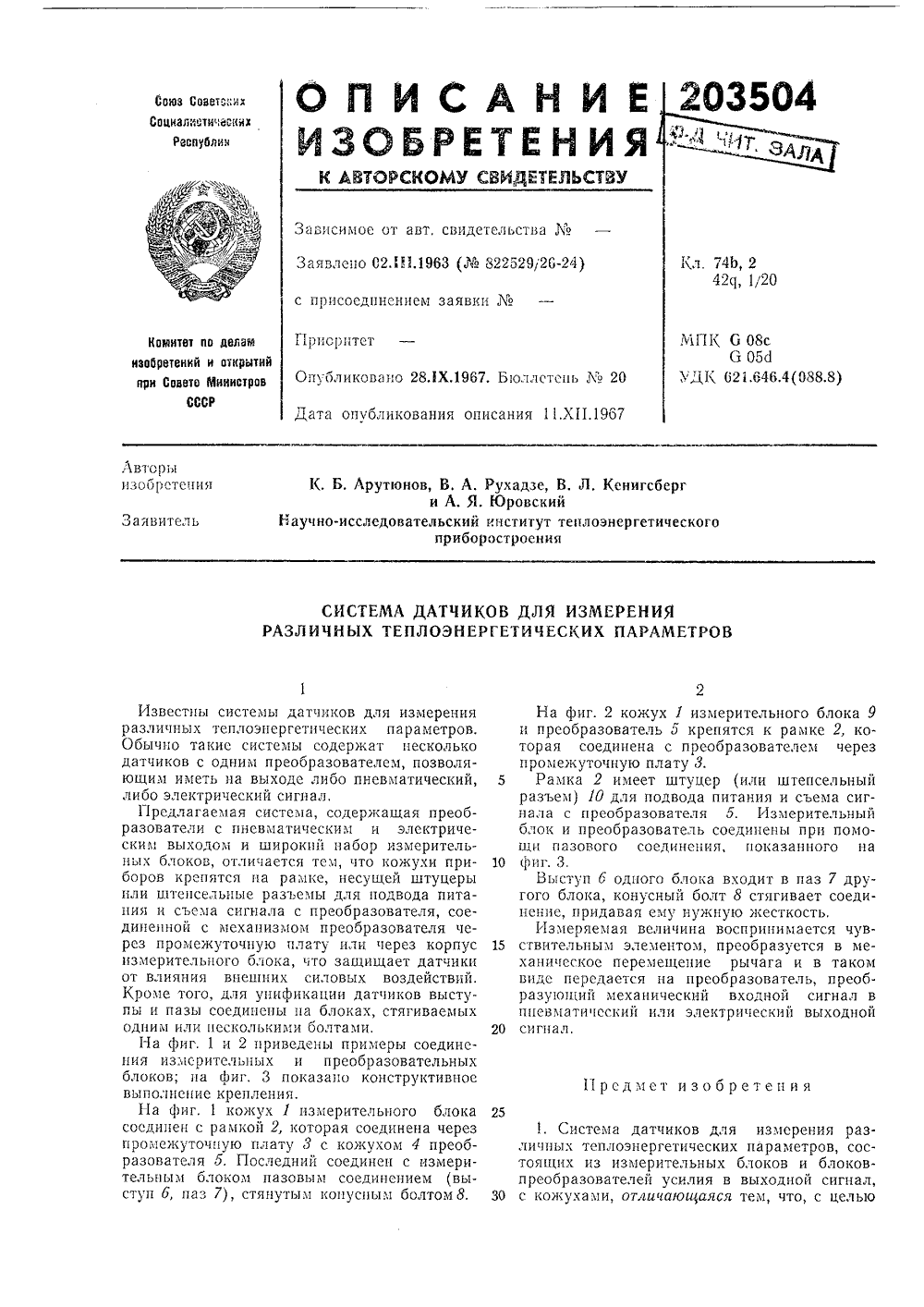
...блока, что защищает датчики от влияния внешних силовых воздействий. Кроме того, для унификации датчиков выступы и пазы соединены па блоках, стягиваемых одним или несколькими болтами,На фиг. 1 и 2 приведены примеры соединения измерительных и преобразовательных блоков; па фиг, 3 показано конструктивное выполнение крепления.На фиг. 1 кожух 1 измерительного блока соединен с рамкой 2, которая соединена через промежуточную плату 8 с кожухом 4 преобразователя 5. Последний соединен с измерительным блоком пазовым соединением (выступ 6, паз 7), стянутым копусным болтом 8,2На фиг. 2 кожух 1 измерительного блока 9и преобразователь 5 крепятся к рамке 2, которая соединена с преобразователем черезпромежуточную плату 3.5 Рамка 2 имеет штуцер (или...
Устройство для формирования программы управления обработкой детали
Номер патента: 773572
Опубликовано: 23.10.1980
Авторы: Горячев, Гринфельд, Ионов
МПК: G05B 19/02
Метки: детали, обработкой, программы, формирования
...образом.Копир 1 перемещается по шаблону с помощью следящего 3 и задающего 4 приводов, которые осуществляют его перемещение через редукторы 5 и 6 по осям У и Х соответственно. Сигнал, пропорциональный рассогласованию положения копировального пальца, посту пает на вход следящего привода 3 и, через суммирующее устройство 2, где он сравнивается сзадающим сигналом Чэ - на вход привода 4. Датчики 12, 13 перемещения, связанные через ре- ;ц; дукторы 5 и 6 с выходами. приводов 3 и 4, Формируют сигналы, пропорциональные перемещению копира по соотВетствующим координатам. Эти сигналы через первые входы блоков 16, 17 сло-; жения подаются на блоки 18, 19 регистрации, с помощью которых осуществляется запись сигналов на программоноситель.Наличие...
Датчик положения двухскоростного привода промышленного робота

Номер патента: 962763
Опубликовано: 30.09.1982
Авторы: Гогричиани, Градецкий, Крейнин, Кузьмин, Парой, Письменный, Самвелян
МПК: G01B 13/12
Метки: датчик, двухскоростного, положения, привода, промышленного, робота
...зависимости сигналов на выходе струйного кольцевого преобразователя в виде давления от расстояния до предметаСтруйный кольцевой преобразователь включает в себя корпус 1, направляющий аппарат 2, в котором формируется3 96276поток питания, камеру 3 питания, при.емный канал ч, выходной поток 5 питафния, штуцер 6 питания, сопло 7 питания, Позицией 8 обозначена деталь,взаимодействующая с датчиком. зСтруйный кольцевой преобразовательработает следующим образом.В камеру 3 питания через штуцер 6подается воздух (газ) под определенным давлением. 8 выполненных спираль- О. ных канавках направляющего аппарата 2происходит разгон, закрутка и формирование вихревого потока в виде расходящейся спирали. При этом дальнодействие потока зависит от,...
Предыдущий патент: 418285
Следующий патент: Устройство для фрезерования спиральных канавок сверл малого диаметра
Случайный патент: Электродинамический плазменный формирователь импульса тока