Способ прокатки толстых листовlc-r-ov п”•”•-li4 li: i., б 1ь
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 396129
Авторы: Горелик, Каминский, Клименко, Плискановский, Погоржельский, Чуманов, Шувалов

Текст
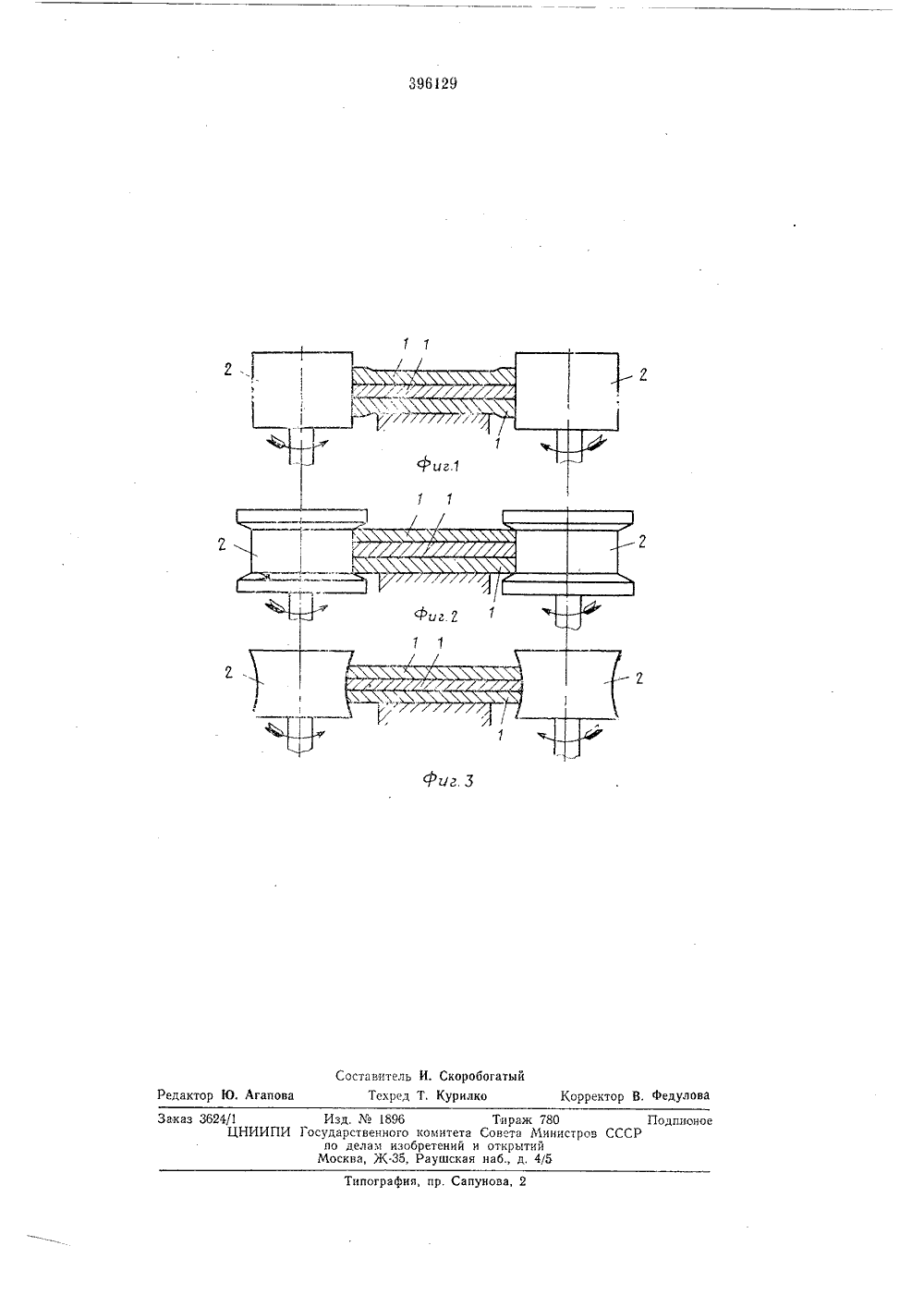
Союз Советскик Социалистицеских Республик.Ч, Кл В 21 Ь 1/3,8 явкисударствеиныи камитетсвета Министрав СССРпа делам изобретенийи аткрытий Опубликовало 29,Ч 11.1973. Бюллетень3 УДК 621.771,23 (088.8) ата опубликован писания 17.1.19 Авторыизобретения В. М, Клименко, В. С. Горелик, Ю,. Чуманов,Б, И, Шувалов и Донецкий политехнический институт и Металлургический заво Азовстальаявители ПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ 5 ем, что листов,бретения едмет и Способ прокатки тием по ширине, отл целью исключения по прокатанных листо формы ооковых кро временно несколько толщине в пакет. толстых листов с обжасчаюиийся тем, что, сменьшей мере у частиместного искажения ок, прокатывают однолпстов, набранных по Известен способ прокатки толстых листов с обжатием по ширине, например, в вертикальных валках за несколько проходов, при котором образуется местное искажение формы боковых кромок.Предлагаемый способ отличается тпрокатывают одновременно нескольконабранных ло толщине в пакет.Это позволяет исключить по меньшей мере у части прокатанных листов местное искаже ние формы боковых кромок.На фиг. 1 - 3 показаны листы в момент прокатки по предлагаемому способу в валках с гладкой бочкой и в калиброванных валках.Прокатывают одновременно несколько ли стов 1, набранных по толщине в пакет, при этом прокатку пакета проводят в вертикальных валках 2 или после кантовки дакета на 90 в горизонтальных, валках,В результате пакетной прокатки листов па раметр, характеризующий отношение толщины проката к его ширине по сравнению с тем же параметром для случая прокатки одного листа, увеличивается, т. е, пластическая деформация проникает более глубоко в центральные слои проката. Кроме того, у части прокатанных листов, составляющих пакет, исключаются местные искажения формы боковых кромок.Пакетную прокатку листов с обжатием по ширине можно осуществлять в калиброванных валках (фпг. 2 и 3).396129 оробогатый оставитель И Корректор В. федулова Тираж 780овета Минисоткрытийаб., д. 4/5 Типография, пр. Сапунова,дактор Ю, Агапова каз 3624/1ЦНИИПИ хред Т. Курилк Изд.1896сударственного комитетапо делам изобретений иМосква, Ж-З 5, Раушская Подписноеав СССР
СмотретьЗаявка
1683516
Донецкий политехнический институт, Металлургический завод Азовсталь
В. М. Клименко, В. С. Горелик, Ю. М. Чуманов, С. Т. Плискановский, В. И. Погоржельский, Б. И. Шувалов, Г. П. Каминский
МПК / Метки
МПК: B21B 1/38
Метки: листовlc-r-ov, п"•"•-li4, прокатки, толстых
Опубликовано: 01.01.1973
Код ссылки
<a href="https://patents.su/2-396129-sposob-prokatki-tolstykh-listovlc-r-ov-p-li4-li-i-b-1.html" target="_blank" rel="follow" title="База патентов СССР">Способ прокатки толстых листовlc-r-ov п”•”•-li4 li: i., б 1ь</a>
Способ изготовления тонких металлических листов прокаткой в пакете

Номер патента: 1817710
Опубликовано: 23.05.1993
Авторы: Гермашов, Гребенюков, Диордица, Локтионов, Миллер, Миронов, Скороход, Хорошилов
МПК: B21B 1/38
Метки: листов, металлических, пакете, прокаткой, тонких
...и аварию на стане. С тем, чтобы это исключить, заготовки соединяются между собой прерывистым сварочным швом.П р и м е р. 1. В зависимости от диаметра валков. черновой клети определяют толщину пакета, которая должна быть в пределах 0,12 - 0,23 диаметра валка.Так, при диаметре валка 1130 мм толщина пакета может быть Н=1130 х(0,12- 0,23)=135,6 - 259,9 мм.Принимаем 140 мм.2. При отношении суммарной толщины обеих плит обкладок к суммарной толщине заготовок, принятых за единицу, равном 2,45-2,50 и толщине пакета 140 мм суммарная толщина заготовок для проката на тонкий лист будет равна:Нзаг 45 + 1 -40,5 мм пРинимаем 40140мм, тогда толщина каждой плиты обкладок будет равна:140 - 40Нобкл.=2- 50 ммПри суммарной толщине заготовок, равной 40...
Способ нагрева боковых кромок стеклянного листа при изготовлении стеклопакетов

Номер патента: 626686
Опубликовано: 30.09.1978
МПК: C03B 23/00
Метки: боковых, изготовлении, кромок, листа, нагрева, стеклопакетов, стеклянного
...через вторичную обмотку 19 соединяется с верхним концом автотрансформатора 18. Нижний конец автотрансформатора 18 соединяется с нижним концом обмотки 12.Автотрансформатор 18 имеет несколько отводов, которые соединяются с соответствующими контактами на первом и втором секционных переключателях, имеющих регулируемые движки 20 и 21, предназначенные для подачи выбранного уровня напряжения через нормально разомкнутые контакты 22, 23 соответственно к верхнему концу первичной обмотки сварочного трансформатора 3. Нижний конец этой обмотки соединяется через линию 24 с нижним концом трансформатора 18, с нижним концом обмотки 12 и через нормально разомкнутый контакт 11 - с источником 8, Если движок 5 о 15 20 25 зо з о 45 50 55 20 устанавливается в...
Устройство для поштучного отделения листов магнитопроводов из пакета

Номер патента: 733064
Опубликовано: 05.05.1980
Автор: Алексеев
МПК: H02K 15/02
Метки: листов, магнитопроводов, отделения, пакета, поштучного
...ютехничес М ских маши о в элект для пошту гнитопроводов Известно уст еления листо триче зован ности промьпцленния листов ого отдел з пакетов м УтНОГО ов из паойство дл ым присосомЬвт СГа 15икай листамт 5 магнитопровооснование для разьтец 1 еорган, нагример агнит 3,оше кл ет пакета, захватньумный присос и ия вестнэм устройтствзуицей пакета магнит в и вдоль обр вода, расп. н отделялож ушая листьс, а зет распушенные н захват сл нито хва орга этом гс 5 " ВОЗМов, что снижройства.ью изобрете ты, пр сила захвата листа пр 1 вес ттис 1 аа притяжснвя листа сн;1 а, необходи.5 НЯ для слипш 1 хся листов яет г 1 ист 5 из пакста, ся ввегх, прп подъеме т надежность раог ли ты ус Бе. ф 5 Н 1 Т онЗД 55, И сил ния раб ежно ение Поставленная цельто магнит...
Способ контроля отклонения боковых кромок полосы и устройство для его осуществления

Номер патента: 1779489
Опубликовано: 07.12.1992
Авторы: Дунаев, Спассков, Чернецов
МПК: B23D 19/00
Метки: боковых, кромок, отклонения, полосы
...дисков, При этом, если диаметры дисков правой пары равны между собой, то их охлаждают. Если не равны, то охлаждают диск с большим диаметром, Кроме того, возможно одновременное воздействие на обе пары дисков, так, как описано выше. Воздействие прекращают при установлении равенства боковых давлений. Датчики диаметров могут быть оптоэлектронного типа. Оптические линейки и осветители устанавливаются напротив друг друга по разные стороны от диска у его кромки. Среднее значение сигнала с оптической линейки соответствует диаметру диска (фиг.2). 5 10 15 20 25 30 35 40 45 50 55 Устройство контроля отклонения боковых кромок полосы (фиг.З) выполнено следующим образом, Оно включает дисковые ножницы с дисками 1-4, датчики 5-8 диаметров дисков ножей,...
Состав для защиты верхней части боковых кромок алюминиевых катодов электролитических ванн для осаждения цинка и кадмия

Номер патента: 54955
Опубликовано: 01.01.1939
Авторы: Вознесенский, Финкельштейн
Метки: алюминиевых, боковых, ванн, верхней, защиты, кадмия, катодов, кромок, осаждения, состав, цинка, части, электролитических
...и требует резких ударов по листу. Последнее же обстоятельство вызывает коробление алюминиевых листов, достигающее таких размеров, что образующиеся вмятины служат причиной коротких замыканий,Так как рабочая часть катода, погружаемая в электролит, сохраняется в несколько раз дольше, чем верхняя часть, тодлядальнейшей эксплоатации катода, на некоторых заводах корродированную часть обрезают и работают с укороченным катодом.К верхней части катода приклепаны две медные штанги, подводящие ток. Вследствие засульфачивания" брызгами электролита площадь контакта между медными штангами и алюминиевым листом сокращается до 50 - 70%; это увеличивает непроизводительный расход электроэнергии, и вместе с тем вызывает загрязнение электролита сульфатом...
Предыдущий патент: Устройство для очистки изделий
Следующий патент: & иблиотег(а
Случайный патент: Станок для изготовления пучков мерных поддержек хмеля