Способ формирования сигналов коррекции
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
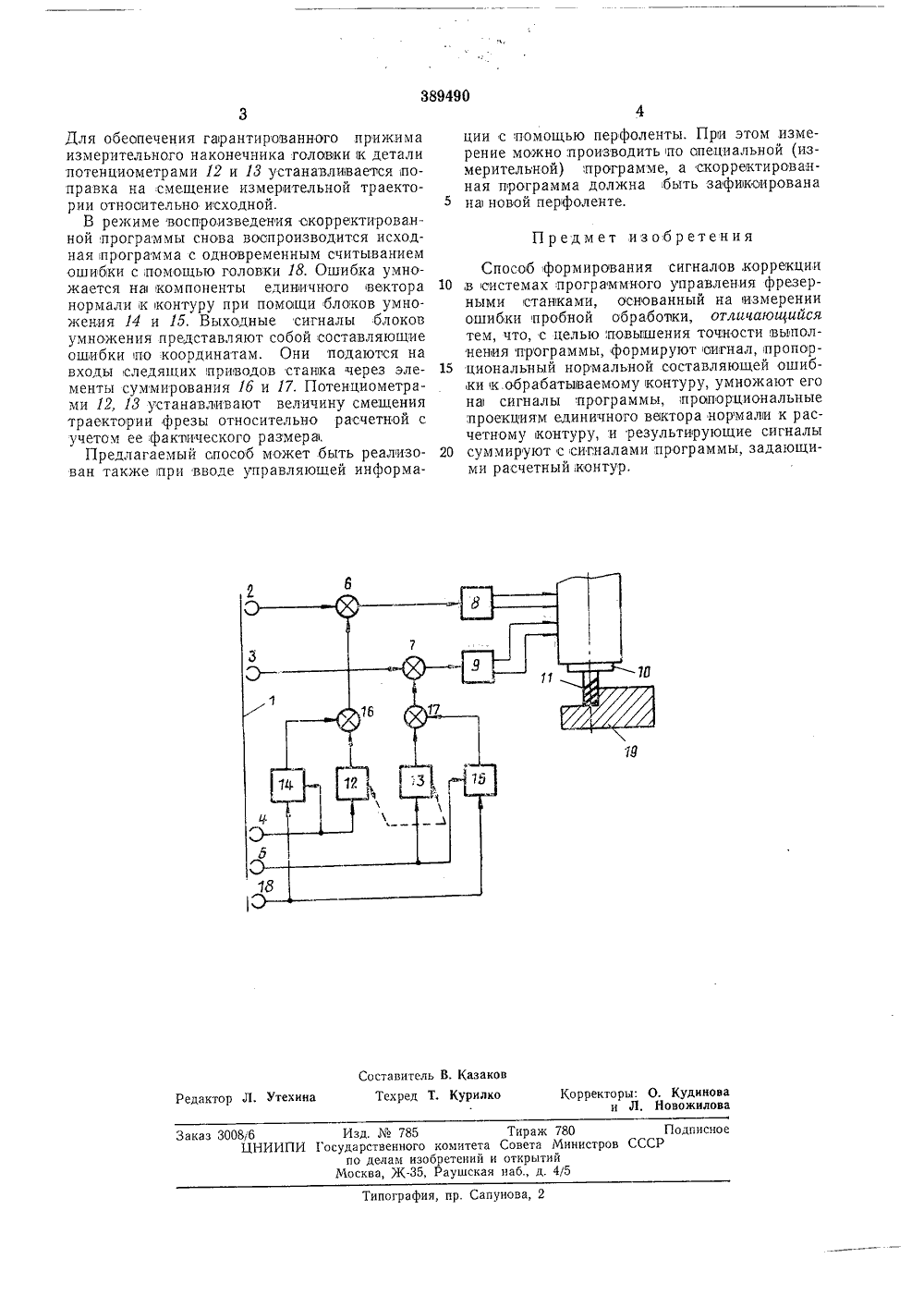
389490 ПИСАНИ ЗОБРЕТЕ НИ Советских оциалистически РеспубликВТОРО(ОМУ СЕИДЕГЕЛЬСТВУ ависимое от авт, с льст М. Кл. б 05 Ь 19/18 лено 19 Х 11.1971 ( 1684226/18-2 с присоединением заявПриоритет Государственный комитеСовета Министров СССРпо делам изобретенийи откоытий 621.914-52 (088.8) Опубликовано 05 ХП.1973. Бюллетень2 сания 16.Х 1.197 та опубликования о Авторыизобретени абенский и И, П, Потехи, К, Клименко,аявитель ОСОБ ФОРМИРОВАНИЯ СИГНАЛОВ КОРРЕКЦИИ В СИСТЕМАХ ПРОГРАММНОГО УПРАВЛЕНИЯ ФРЕЗЕРНЫМИ СТАНКАМИхеый Изобретение относится к области автоматического управления.Известен опособ формирования сигналовкоррекции в системах программного управления фрезерными станками, основанный на измеренги ошибки пробной обработки,Недостатком этопо способа является низкаяточность вьвполнения программы.Отличие эписываемого способа состоит втом, что формируют сигнал, пропорциональиый нормальной составляющей ошибки к обрабатываемому контуру, умножают его на сигналы программы, пропорциональные проекциям единичного вектора нормали:к расчетному контуру, и результирующие сигналы суммируют с сигналами программызадающимирасчетный контур.Это позволяет гговыаить точность выполнения программы.На чертеже показана функциональная сма устройства, реализующего описываемспособ.Устройство содержит магнитную ленту 1,магнитные головки 2 и 3 воспроизведения сигналов программьг расчетного контура для 25двух координат, магнитные головки 4 и б воспроизведения сигналов программы, соответствующие проекциям единичного вектора нормали к расчетному контакту, элементы суммирования б и 7, приводы координат 8 и 9 стан ка, шпиндель 10 станка, фрезу 11, потенциомеры 12 и 18 ручной корректировщики, блоки умножения 14 и 15, элементы суммирования 1 б и 17 и магнитную головку коррекции 18.Способ реализуется следующим образом.Считываемые в режиме,пробной обработки головками 2 и 3 сигналы основной программы поступают на приводы 8 и 9, которые управляют перемещениями фрезы 11 относительно детали 19. Головки 4 и б считывают сигналы, пропорциональные проекциям единичного вектора нормали к контуру детали.Эти сигналы через потенциометры 12, 13 и элементы суммирования б, 7 также поступают на входы приводов и используются для корректировки траектории движения инструмента с учетом отклонения фактического размера фрезы от расчетного. При помощи потенциометров 12 и 13 устанавливается величина отклонени,я.В режиме измерения гвместо фрезы иапользуют модульную измерительную головку, которая может оыть установггегга либо в шгшнделе станка, на котором производилась обработка, либо на специальной измерительной машине. Выходной сигнал измерительной головки записывается магнитной головкой 18 на свободную дорожку магнитной ленты.Измеренне и регистрацию ошибки производят при воспроизведении исходной программы,389490 Предмет изобретения Составитель В. Казаков Техред Т. КурилкоКорректоры: О. Кудинова и Л. Новожилова Редактор Л. Утехина Заказ 30086 Изд.785 Тираж 780 Подписное ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий Москва, Ж, Раушская наб., д. 4/5Типография, пр, Сапунова, 2 3Для обеспечения гарантированного прижима измерительного наконечника головки к детали потенциометрами 12 и 18 устанавливается поправка на смещение измерительной траектории относительно исходной.В режиме воспроизведения скорректированной программы снова воспроизводится исходная программа с одновременным считыванием ошибки с помощью головки 18. Ошибка умножается на компоненты единичного вектора нормали к контуру при помощи блоков умножения 14 и 15. Выходные сигналы блоков умножения представляют собой составляющие ошибки по координатам. Они подаются на входы следящих,приводов станка через элементы суммирования 1 б и 17. Потенциометрами 12, 13 устанавливают величину смещения траектории фрезы относительно расчетной с учетом ее фактического размера,Предлагаемый способ может быть реализован также при вводе управляющей информации с помощью перфоленты. При этом измерение можно производить по опециальной (измерительной) программе, а скорректированная программа должна быть зафикоирована 5 на 1 новой перфоленте. Способ формирования сигналов, коррекции 10,в системах программного управления фрезерными станками, основанный на измерении ошибки пробной обрабопки, отличающийся тем, что, с целью повьишения точности выполнения программы, формируют сигнал, пропор циональный нормальной составляющей ошибки к обрабатьпваемому контуру, умножают его на сигналы программы, пропорциональные ,проекциям единичного вектора нор 1 мали к расчетному контуру, и результирующие сигналы 20 суммируют с сигналами программы, задающими расчетный, контур.
СмотретьЗаявка
1684226
А. К. Клименко, М. А. Хабенский, И. П. Потехин
МПК / Метки
МПК: G05B 19/406
Метки: коррекции, сигналов, формирования
Опубликовано: 01.01.1973
Код ссылки
<a href="https://patents.su/2-389490-sposob-formirovaniya-signalov-korrekcii.html" target="_blank" rel="follow" title="База патентов СССР">Способ формирования сигналов коррекции</a>
Магнетронная головка для воспроизведения сигналов, записанных на ферромагнитном носителе

Номер патента: 115825
Опубликовано: 01.01.1958
Автор: Истомин
МПК: G11B 5/23
Метки: воспроизведения, головка, записанных, магнетронная, носителе, сигналов, ферромагнитном
...достигнуто тем, что в ней для получения сигнала, пропорционального напряженности магнитного поля носителя, применен диод, в котором при воздействии внешнего поля возникает магнетронный эффект. Диод дисковой формь устанавливают в одном из зазоров тороидального магнитного ярма головки воспроизведения, мимо второго зазора которой транспортируется звуконоситель. Катод диода ориентируется вдоль силовых линий магнитного поля в зазоре. Лнод установлен аксиально относительно катода, В результате появления магнетронного эффекта при увеличении напряженности магнитного поля часть электронов, эмиттировавших с поверхности катода, не достигает анода, и величина анодного тока диода уменьшается. Изменение падения напряжения на...
Магнитная головка для записи сигналов управления и монтажных импульсов

Номер патента: 145031
Опубликовано: 01.01.1962
Автор: Пархоменко
МПК: G11B 5/17
Метки: головка, записи, импульсов, магнитная, монтажных, сигналов
...Между секциями проложены тонкие прокладки 4 из немагнитного материала. На каждой секции магнитопровода помещена отдельная обмотка б, Обмотки всех секций соединены между собой последовательно. Количество витков в обмотках, помещенных на крайних секциях в несколько раз больше, чем в обмотке, помещенной на средней секции. Если величина тока управляющего сигнала подобрана в крайних обмотках нормальной для производства записи, то для средней обмотки ток окажется малым и после проявления на ленте обнаружатся две дорожки, между которыми будет находится третья дорожка без записи. При подаче в головку монтажного импульса, амплитуда тока которого превышает в несколько раз ток управляющего сигнала, на ленте после проявления отчетливо обнаружится...
Устройство для оценки вероятности ошибки в системах с многоуровневыми сигналами

Номер патента: 587633
Опубликовано: 05.01.1978
Авторы: Бабин, Брескин, Печерский
МПК: H03M 13/51, H04L 1/24
Метки: вероятности, многоуровневыми, оценки, ошибки, сигналами, системах
...блока 8, выход второго порогового блока 4 через второй дополнительный элемент И 7 - к входу второго усредняющего блока 10, а выход элемента И 5 - к входу третьего усредняющего блока Ю 9,ежду выходами второго и третьего усредМяющих блоков 10 и 9 включен блок 11 деления, выход его соединен с одним их входов блока 12 взвешивания, к двум другим входам которого подклю- Й чены соответственно выходы первого и второго усредняющих блоков 8 и 9, а другие входы первого и второго дополнительных элементов И 6 и 7 объединены с вторым входом элемента И 5, 20Устройство работает следующим Образом.На входприемника 1 поступает искаженный действием канального шума, межсимвольной интерференционной и мультипликативной помехами многоуровневый сигнал. В...
Управляемый генератор гармонических сигналов
Номер патента: 769563
Опубликовано: 07.10.1980
Авторы: Алексеев, Дартау, Павлов
МПК: G06G 7/26
Метки: гармонических, генератор, сигналов, управляемый
...блоков умножения соединены с вторым управляющим входом генератора, содержит два суммирующих усилителя, выходы которых подключены к вторым входам соответствующих блоков умножения, первые входы - к выходам соответствующих интегри,рующих усилителей, а вторые входы - к соответствующим, регулирующим выходам стабилизатора амплитуды.Генератор содержит стабилизатор амплитуды 1, интегрирующие усилители 2, 3, блоки умножения 4, 5, суммирующие усилители 6, 7, блок 8 задания начальных условий.Генератор .работает следующим образом,Управляющий сигнал, подаваемый на вход 9 генератора, определяет коэффициент усиления в контуре и частоту генерируемых колебаний, напряжение, подаваемое на управляющий вход 10 - амплитуду колебаний.Сигналы с выходов...
Управляемый генератор гармонических сигналов
Номер патента: 911558
Опубликовано: 07.03.1982
Авторы: Алексеев, Дартау, Павлов
МПК: G06G 7/26
Метки: гармонических, генератор, сигналов, управляемый
...регулирующим выходамстабилизатора амплитуды.На чертеже представлен управляемыйгенератор гармонических сигналов.Генератор содержит стабилизатор1 амплитуды, интегрирующие усилйтелн2 и 3, блоки 4 и 5 умножения, суммирующие усилители 6 и 7, блок 8задания начальных условий. Позиция:ми 9 и 10 обозначены входы задания соответственно частоты и амплитуды.Генератор работает следующим образом.Управляющий сигнал, подаваемый на вход 9 генератора, определяет ко" эффициент усиления в контуре и часто ту генерируемых колебаний, Напряжение, подаваемое на вход 10, опреде". ляет амплитуду колебаний.Сигналы с выходов усилителей 2 и 3 поступают на входы стабилизатора 1. В результате с выходов стабилизатора на входы суммирующих усилителей б и 7...
Предыдущий патент: Пневматический регулятор с коррекцией диапазона
Следующий патент: Устройство для считывания программы
Случайный патент: Способ получения полизамещенных эфиров 4 алкиламинобензойной кислоты