Система программного управления металлорежущими станками
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
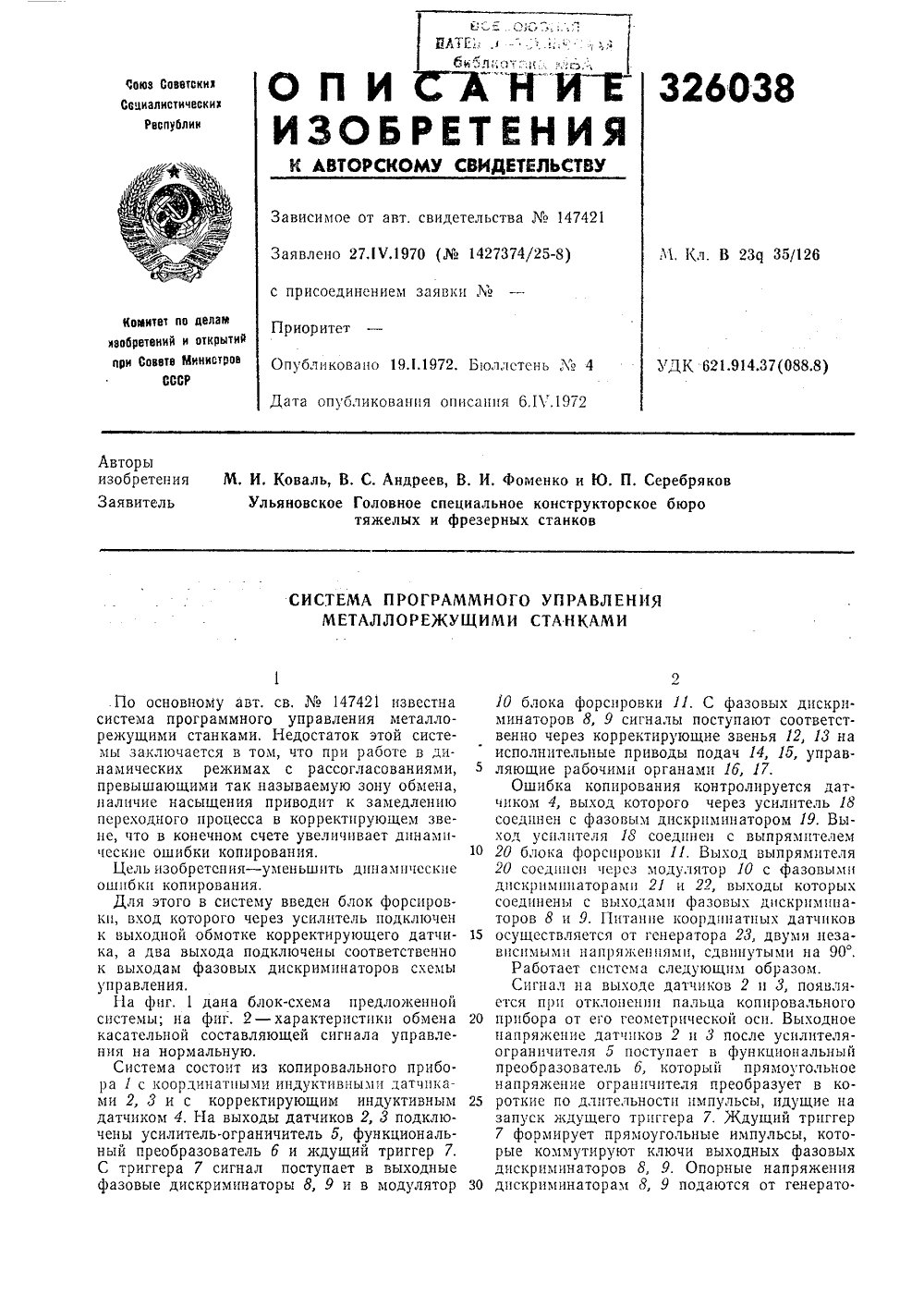
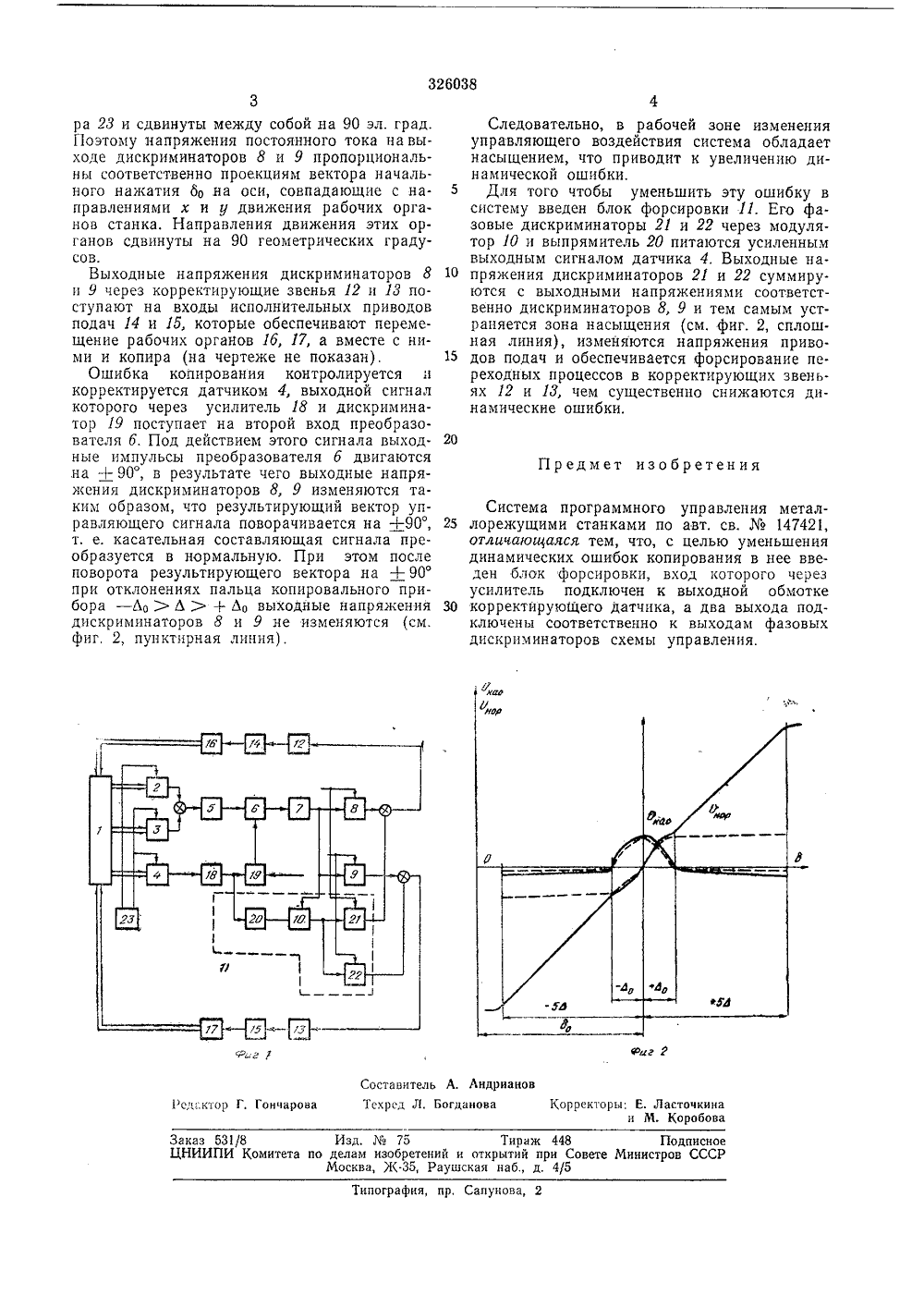
ОП И ИЕ 326038 Союз Соевтскин Секиалистическиз РеспубликИЗОБРЕТЕН ИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Зависимое от авт. свидетельства147421Заявлено 27.17,1970 ( 1427374/25-8) Ч, Кл. В 23 ц 35/126 исоединением заявкиКоаитет оо делам аобретвний и открытий ори Совете Министров СССР. И. Коваль, В. С. Андреев, В, И. Фоменко и Ю. П. Серебряко Ульяновское Головное специальное конструкторское бюро тяжелых и фрезерных станковИСТЕМА ПР МЕТАЛЛО АММНОГО УПРАВЛЕНИЯЖУЩИМИ СТАНКАМИ.По основНому авт. св.147421 известна система программного управления металло- режущими станками. Недостаток этой системы заключается в том, что при работе в динамических режимах с рассогласованиями, превышающими так называемую зону обмена, наличие насыщения приводит к замедленшо переходного процесса в корректирующем звене, что в конечном счете увеличивает динамические ошибки копирования.Цель изобретения - уменьшить динамические ошибки копирования.Для этого в систему введен блок форсировки, вход которого через усилитель подключен к выходной обмотке корректирующего датчика, а два выхода подключены соответственно к выходам фазовых дискриминаторов схемы управления.На фиг, 1 дана блок-схема предложенной системы; на фиг. 2 - характеристики обмена касательной составляющей сигнала управления ца нормальную.Система состоит из копировального прибора 1 с координатными индуктивными датчиками 2, д и с корректирующим индуктивным датчиком 4. На выходы датчиков 2, 8 подключены усилитель-ограничитель 5, функциональный преобразователь 6 и ждущий триггер 7. С триггера 7 сигнал поступает в выходные фазовые дискриминаторы 8, 9 и в модулятор 10 блока форсировки 11. С фазовых дискри.минаторов 8, 9 сигналы поступают соответственно через корректирующие звенья 12, 18 на исполнительные приводы подач 14, 15, управляющие рабочими органами 16, 17.Ошибка копирования контролируется датчиком 4, выход которого через усилитель 18 соединен с фазовым дискриминатором 19. Выход усилителя 18 соединен с выпрямителем 10 20 блока форсировки 11. Выход выпрямителя20 соединен через модулятор 10 с фазовыми дискриминаторами 21 и 22, выходы которых соединены с выходами фазовых дискриминаторов 8 и 9. Питание координатных датчиков 15 осуществляется от генератора 23, двумя независимыми напряжениями, сдвинутыми на 90.Работает система следующим образом.Сигнал на выходе датчиков 2 и д, появляется при отклонении пальца копировального 20 прибора от его геометрической оси. Выходноецапряжецие датчиков 2 и 8 после усилителя- ограничителя 5 поступает в функциональный преобразователь 6, который прямоугольное напряжение ограничителя преобразует в ко роткие по длительности импульсы, идущие назапуск ждущего триггера 7. Ждущий триггер 7 формирует прямоугольные импульсы, которые коммутируют ключи выходных фазовых дискриминаторов 8, 9, Опорные напряжения ЗО дискриминаторам 8, 9 подаются от генерато.еде кто Гончаро Изд.75о делам изобретений Москва, Л(-35, Рау Заказ 531/8ЦНИИПИ Комите Тираж 448 открытий при С кая наб., д. 4/5 ПодписноеМинистров СССР ипографи апунова,3ра 23 и сдвинуты между собой на 90 эл. град. Поэтому напряжения постоянного тока на выходе дискриминаторов 8 и 9 пропорциональны соответственно проекциям вектора началь. ного нажатия бо на оси, совпадающие с направлениями х и у движения рабочих органов станка. Направления движения этих органов сдвинуты на 90 геометрических градусов.Выходные напряжения дискриминаторов 8 и 9 через корректирующие звенья 12 и 13 поступают на входы исполнительных приводов подач 14 и 15, которые обеспечивают перемещение рабочих органов 1 б, 17, а вместе с ними и копира (на чертеже не показан),Ошибка копирования контролируется и корректируется датчиком 4, выходной сигнал которого через усилитель 18 и дискриминатор 19 поступает на второй вход преобразователя б. Под действием этого сигнала выходные импульсы преобразователя б двигаются на +90, в результате чего выходные напряжения дискриминаторов 8, 9 изменяются таким образом, что результирующий вектор управляющего сигнала поворачивается на +90, т. е. касательная составляющая сигнала преобразуется в нормальную. При этом после поворота результирующего вектора на +90 при отклонениях пальца копировального прибора - Ьо ) Л+ Ло выходные напряжения дискриминаторов 8 и 9 не изменяются (см. фиг, 2, пунктирная линия),Следовательно, в рабочей зоне измененияуправляющего воздействия система обладает насыщением, что приводит к увеличению динамической ошибки.5 Для того чтобы уменьшить эту ошибку всистему введен блок форсировки 11. Его фазовые дискриминаторы 21 и 22 через модулятор 10 и выпрямитель 20 питаются усиленным выходным сигналом датчика 4. Выходные на пряжения дискриминаторов 21 и 22 суммируются с выходными напряжениями соответственно дискриминаторов 8, 9 и тем самым устраняется зона насыщения (см. фиг. 2, сплошная линия), изменяются напряжения приво дов подач и обеспечивается форсирование переходных процессов в корректирующих звеньях 12 и 13, чем существенно снижаются динамические ошибки. Предмет изобретения Система программного управления метал лорежущими станками по авт. св.147421,отличающаяся тем, что, с целью уменьшения динамических ошибок копирования в нее введен блок форсировки, вход которого через усилитель подключен к выходной обмотке 30 корректирующего датчика, а два выхода подключены соответственно к выходам фазовых дискриминаторов схемы управления.
СмотретьЗаявка
1427374
М. И. Коваль, В. С. Андреев, В. И. Фоменко, Ю. П. Серебр ков, Уль новское Головное специальное конструкторское бюро желых, фрезерных станков
МПК / Метки
МПК: B23Q 35/126
Метки: металлорежущими, программного, станками
Опубликовано: 01.01.1972
Код ссылки
<a href="https://patents.su/2-326038-sistema-programmnogo-upravleniya-metallorezhushhimi-stankami.html" target="_blank" rel="follow" title="База патентов СССР">Система программного управления металлорежущими станками</a>
Стабилизирующее устройство

Номер патента: 474800
Опубликовано: 25.06.1975
Автор: Колбин
МПК: G05F 1/56
Метки: стабилизирующее
...напряжения ца регулирующем элементе 6, выходное напряжение предварительного стабилизатора, которое подается и преобразователь, уменьшается (увеличивается) до такой величины, что напряжение, падающее па регулирующем элсь:сите 6, восстанавливается до заданного значения. Таким оо 1 эазом, стаб;изирустся апэяжепис ца регулируощсм элементе 6 выходного стабплзатора, которьи осуществляет основную стабилизацию выходного напряжения.Работа промежуточного каскада состоит в следующем, Напряжение (или часть его), падающее ца регулирующем элементе 6, подается на дополнительный измерительный элемент 9, где оно сравнивается со стабильным опорным напряжением. Разность этих напряжений (подаваемого на дополнительный измерительный элемент и опорного...
Частотно-фазовый дискриминатор

Номер патента: 540347
Опубликовано: 25.12.1976
МПК: H03D 13/00
Метки: дискриминатор, частотно-фазовый
...допблнительный импульс, возвращающий его в фазовый режим. Это режим является уже вторым фаэовым режимом всей системы, поскольку он осуществляется уже при втором состоянии триггера 8, что индуцируется элементами 9 и 10 на выходе устройства, .Сравниваемые сигналы с частотой 1, и 1, посту. пают соответственно через элементы б и 7 на входы триггеров 1 и 2. Принимают, что в начальный момент рассмотрения 1, ) 1,. Тогда дискриминатор работает в первом частотном режиме, В этом режиме триггер 2 вырабатывает сигналы, следующие с частотой 1, и имеющие весьма малую длительность,вследствие чего они на триггер 8 не оказывают воздействия (при необходимости для этого применяются блокирующие резисторно-конденсаторные цепочки). В то же время триггер 1...
Частотно-фазовый дискриминатор

Номер патента: 625300
Опубликовано: 25.09.1978
Авторы: Бедеров, Данилин, Зельдин, Усышкин
МПК: H03D 13/00
Метки: дискриминатор, частотно-фазовый
...исходном состоянии.Поскольку он выполнен на трех триггерах, то он имеет восемь состояний,однако. из них лишь четыре являютсяустойчивыми.Состояние "А" Я= 1 Я = О Я = 1"С" Й О 82 0 О= 0Д О 0 6 = 1= 0Рассмотрим процессы изменения со-,стояний при поступлении импульсов 1 навходную шину 6.В исходном состоянии "А" поступлениеимпульса 1 подтверждает Я= 1 и, следовательно, состояние не изменяется. В ис 35ходном состоянии В". поступление импульса 1 обуславливает 1= О,1, затем следует подтверждениеЯ 6= 1 Следовательно,состояние изменяется и т.д,Таким образом, постунлеиие каждогоимпульса 1 изменяет состояние на одно,за исключением состояния "А, котороелишь подтверждается, По соображениямсимметрии работы можно также утверждать, что ноступлеиие...
Частотно-фазовый дискриминатор

Номер патента: 720685
Опубликовано: 05.03.1980
Авторы: Головин, Гуревич, Кузьмин, Павлов
МПК: H03D 13/00
Метки: дискриминатор, частотно-фазовый
...на два канала в зависимости от знака расстройки, Импульсы, запускающие одновибратор 10 отсутствуют. Одновибратор О запускается, отрицательными импульсами, проходящими черездиод 7. На выходе одновибратора 9 образуется последовательность импульсовдлительностй т с периодом повторенияравным периоду разностной частоты. Вы ходное напряжение одновибратора 10равно О, Постоянная напряжения навыходе одновибратора 9 определяется выра- жением 720 О 5 О ъ =Ет Як25 где Е - амплитуда импульса на выходеодновибратора 9.т - длительность импульса одновибратора 9.Крутизна преобразования частота- напряжение 8 соответственно равная 5=Ет,определяется только параметрами одновибратора 9.В случае 1 1 производная величиэ о,ны выходного напряжения на выходе...
Частотно-фазовый дискриминатор

Номер патента: 936376
Опубликовано: 15.06.1982
Автор: Заянкаускас
МПК: H03D 13/00
Метки: дискриминатор, частотно-фазовый
...выход триг.4 Огера 1 поддерживает триггер 3 в состоянии нуляна основном выходе).Аналогично, в случае превышения частоты сигнала, действующего на входе 5 триггер 3 фиксируется в состоя 45нии единицы триггером 2. Это режимсравнения частот. Например, в случаепревышения частоты сигнала входа 4над частотой сигнала входа 5 обязательно возникает состояние, при котором между двумя активными фронтамиимпульсов входа 5 присутствуют дваактивные Фронты импульсов входа 4.Первый Фронт импульсов входа 4 записывает нуль в триггер 3. Единица сего инверсного выхода разрешает действовать триггеру 1, и второй фронтимпульсов со входа 4 записывает нульв триггер 1, что переключает триггер 3 в состояние нуля, а это, всвою очередь, фиксирует триггер 2...
Предыдущий патент: Устройство для настройки кулачкового механизма
Следующий патент: Всесоюзная патейти-технйчезкаябиблиотекараскатка
Случайный патент: Способ инициирования фазового превращения в сплавах на основе т n