Литьевая форма с автоматическим вывинчиванием резьбовых знаковсч-; tjvjtiг -гчн-“•; -; -: ; и; .: -; -. нд; с i-i.: , • i. -л -т”-; f л-gt; amp; gt; amp; t-x. f; спа
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 307905
Авторы: Баркала, Лагидзе, Майсурадзе, Сепертеладзе, Чоговадзе

Текст
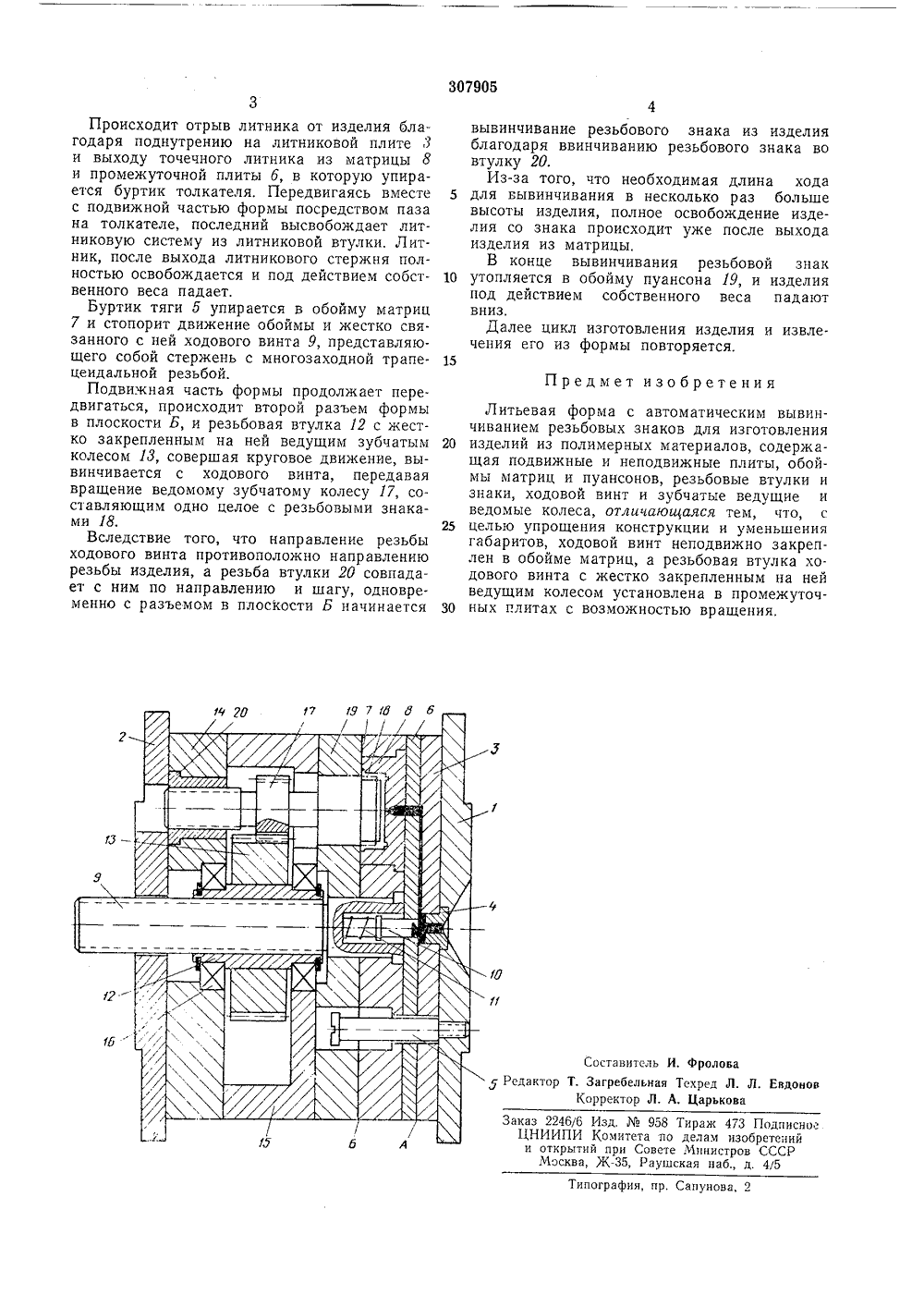
Заявлено 10,Х 11.1969 ( 1384213/23-5)с присоединением заявкиПриоритетОпубликовано 01,711,1971, Бюллетень21Дата опубликования описания 10,1 Х.1971 Комитет по делам изобретений и открытий при Совете Министров СССРУДК 678,057(088.8) Авторыизобретения Б. А. Лагидзе, Г, В, Чоговадзе, Д. Л, Майсурадзе, В. В. Сепертеладзеи К, Ш. Баркалая Заявитель ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВ Изобретение относится к области получения резьбовых изделий из полимерных материалов путем формирования в пресс-формах с автоматическим вывинчиванием резьбовых знаков. 5Известны литьевые формы с автоматическим вывертыванием резьбовых знаков для изготовления изделий из полимерных материалов, содержащие подвижные и неподвижные плиты, обоймы матриц и пуансонов, резьбо вые втулки и знаки, ходовой винт, зубчатые ведущие и ведомые колеса. Однако известные пресс-формы имеют сложную конструкцию и большие габариты.Целью предлагаемого изобретения являет ся усовершенствование известных литьевых форм, для чего ходовой винт неподвижно закреплен в обойме матриц, а резьбовая втулка ходового винта, с жестко закрепленным на ней ведущим колесом установлена в проме жуточных плитах. Такое выполнение формы позволяет упростить ее конструкцию и уменьшить габариты.На чертеже изображена описываемая форма в разрезе, общий вид. 25Литьевая форма содержит неподвижную плиту 1, подвижную плиту 2. К плите 1 крепится литниковая плита 3 с литниковыми каналами, литниковой втулкой 4 и тягой 5. Промежуточная плита б жестко связана с 30 обоймой матриц 7, в которой запрессованы матрицы 8 и ходовой винт 9, на конце которого вмонтирован толкатель литника 10 и пружина 11. На ходовом винте 9 смонтирована резьбовая втулка 12 с укрепленным на ней ведущим зубчатым колесом 18, которая установлена в плитах 14 и 15 на подшипниках 1 б.В зацеплении с ведущим зубчатым колесом находится ведомое зубчатое колесо 17, составляющее одно целое с резьбовыми знаками 18, которые утопляются в обойму пуансона 19 одним концом и другим ввинчиваются во втулку 20, закрепленнуювплите 14,жестко связанной с подвижной плитой 2.После заполнения материалом оформляющих гнезд в сомкнутом положении раскрывают плиты литьевой машины, к которым соответственно крепятся плиты (к неподвижной плите - плита 1, а к подвижной - плита 2).В начале движения подвижной плиты происходит размыкание формы в плоскости А, пружина 11 приводит в действие толкатель литника 10, имеющий продолговатый профиль, длина которого больше диаметра литниковой втулки 4, что позволяет ему, не перекрывая отверстия каналов, одновременно с размыканием прижимать литниковую систему к литниковой плите 3, жестко связанной с неподвижной плитой 1.3 Подписно та по делам изобретений Совете Министров СССР Раушская наб., д. 4/5 ипография, пр. Сапун Происходит отрыв литника от изделия благодаря поднутрению на литниковой плите 8 и выходу точечного литника из матрицы 8 и промежуточной плиты б, в которую упирается буртик толкателя. Передвигаясь вместе с подвижной частью формы посредством паза на толкателе, последний высвобождает литниковую систему из литниковой втулки. Литник, после выхода литникового стержня полностью освобождается и под действием собственного веса падает.Буртик тяги б упирается в обойму матриц 7 и стопорит движение обоймы и жестко связанного с ней ходового винта 9, представляющего собой стержень с многозаходной трапецеидальной резьбой.Подвижная часть формы продолжает передвигаться, происходит второй разъем формы в плоскости Б, и резьбовая втулка 12 с жестко закрепленным на ней ведущим зубчатым колесом 13, совершая круговое движение, вывинчивается с ходового винта, передавая вращение ведомому зубчатому колесу 17, составляющим одно целое с резьбовыми знаками 18.Вследствие того, что направление резьбы ходового винта противоположно направлению резьбы изделия, а резьба втулки 20 совпадает с ним по направлению и шагу, одновременно с разъемом в плоскости Б начинается вывинчивание резьбового знака из изделия благодаря ввинчиванию резьбового знака во втулку 20.Из-за того, что необходимая длина хода 5 для вывинчивания в несколько раз большевысоты изделия, полное освобождение изделия со знака происходит уже после выхода изделия из матрицы,В конце вывинчивания резьбовой знак 10 утопляется в обойму пуансона 19, и изделияпод действием собственного веса падают вниз.Далее цикл изготовления изделия и извлечения его из формы повторяется.15 Предмет изобретения Литьевая форма с автоматическим вывинчиванием резьбовых знаков для изготовления 20 изделий из полимерных материалов, содержащая подвижные и неподвижные плиты, обоймы матриц и пуансонов, резьбовые втулки и знаки, ходовой винт и зубчатые ведущие и ведомые колеса, отличающаяся тем, что, с 25 целью упрощения конструкции и уменьшениягабаритов, ходовой винт неподвижно закреплен в обойме матриц, а резьбовая втулка ходового винта с жестко закрепленным на ней ведущим колесом установлена в промежуточ ных плитах с возможностью вращения,Составитель И, фролова едактор Т. Загребельная Техред Л. Л. Евдо
СмотретьЗаявка
1384213
Б. А. Лагидзе, Г. В. Чоговадзе, Д. Л. Майсурадзе, В. В. Сепертеладзе, К. Ш. Баркала
МПК / Метки
МПК: B29D 1/00
Метки: tjvjtiг, автоматическим, вывинчиванием, гчн-"•, знаковсч, и-и, л-gt, литьевая, н.д, резьбовых, спа, форма
Опубликовано: 01.01.1971
Код ссылки
<a href="https://patents.su/2-307905-litevaya-forma-s-avtomaticheskim-vyvinchivaniem-rezbovykh-znakovsch-tjvjtig-gchn-i-nd-s-i-i-i-l-t-f-l-gt-amp-gt-amp-t-x-f-spa.html" target="_blank" rel="follow" title="База патентов СССР">Литьевая форма с автоматическим вывинчиванием резьбовых знаковсч-; tjvjtiг -гчн-“•; -; -: ; и; .: -; -. нд; с i-i.: , • i. -л -т”-; f л-gt; amp; gt; amp; t-x. f; спа</a>
Литниковая плита формы для изделий из полимерных материалов

Номер патента: 558793
Опубликовано: 25.05.1977
Автор: Новак
МПК: B29C 5/00
Метки: литниковая, плита, полимерных, формы
...нерегулируемыеучастки разводящих литниковых каналов 7и упорные сухари 8, посаженные по прессовой посадке в пазы 9 и дополнительнозакрепленные винтами 10, стопорные винты 11, вкладыши 12, На одной нз сторонвкладышей выполнена сквозная полуцилиндрическая проточка 13, расположенная перпендикулярпо к продольной оси вк;тдьиоа,а на протйвоположной стороне - соответствуюшая ей выемка, 14. По обеим сторонамвкладыша .выполнены цилиндрические выступы 15.Перед установкой литьевой формы на литьевую машину необходимо отрегулироватьдлину разводящих,литниковых каналов поустанавливаемой форме, литниковая плитапостоюшо закреплена на литьевой машине. Порядок регулировки разводящих литниковых каналов в литниковой плите следую ший.Стопорный винт 11...
Штамп для получения изделий с резьбовыми отверстиями

Номер патента: 1776215
Опубликовано: 15.11.1992
МПК: B21D 53/24
Метки: отверстиями, резьбовыми, штамп
...укладывается на матрице 13 так, что ранее пробитые отверстия оказываются над резьбовыми пальцами 14. При ходе верхней гпиты 1 вниз толкатели 4 и 17 перемещают гайку 16 вниз, вращая ходовые винты 15 так, что резьбовые пальцы 14,вывинчиваясь иэ дополнительной резьбы марицы 13, входят своей резьбовой частью в изделие 19, В конце хода обжимные пуансоны 7 своим обратным конусом обжимают поясок иэделия 19 вокруг резьбового пальца 14, формуя резьбу в изделии, При ходе полэуна пресса вверх прижим-сьемник 6 способствует съему изделия с пуансонов 7 (а также Б, 9) удерживает некоторое время изделие 19 на матрице 13. Под воздействием маркетного устройства пресса,на фигурах не показано) тол катели 18 вслед за уходящими вместе с верхней плитой 1...
Способ изготовления спеченных изделий с внутренней резьбовой поверхностью

Номер патента: 1397180
Опубликовано: 23.05.1988
Авторы: Богинская, Богинский, Реут, Степаненко
МПК: B22F 5/06
Метки: внутренней, поверхностью, резьбовой, спеченных
...необходимую прочностьрезьбы, Общее усилие процесса составляет 48-52 кН, производительность40-50 шт/ч. Попытка увеличить натягЭ и уменьшить таким образом числопроходов приводит к разрушению заготовки.П р и м е р 2, Заготовку переддеформированием пропитывают толькожидким полиуретаном ( без наполнителей),Деформирование заготовки осуществляют эа пять проходов с величиной натяга на каждом проходе 0 = 0,4 мм, в результате полученное изделие имеет размеры Вн,зр = 38 мм, Рп = 24 мм и относительную плотность 0,8, равномерно распределенную по сечению.Резьбовая поверхность выполняется с высокой точностью, так как при наличии полиуретана в порах и возникновении там гидростатическаго давления возрастает пластичность спеченного материала и...
Литьевая форма для изготовления полимерных изделий с резьбой

Номер патента: 1463502
Опубликовано: 07.03.1989
Автор: Тарновский
МПК: B29D 1/00
Метки: литьевая, полимерных, резьбой, форма
...резьбовые отверстия 9 для захода хвостовиков 7 резьбовых знаков 3.Выталкиватели 4 выполнены с радиальНыми прорезями и снабжены установленны ми в последних Х-образными связанными Осью и подпружиненными относительно друг друга рычагами 10, концы которых со стороны неподвижной полуформы расположены с возможностью контакта с резьбовыми знаками 3, при этом противоположные концы рычагов выполнены с выступами 11 для взаимодействия с внутренней поверхностью резьбовых знаков 3.Выталкиватели 4, так же как и выталкиватель 12 центрального литника закреплены й плитах 13 выталкивания.Такое конструктивное решение позволяет повысить надежность работы формы, поСкольку предотвращается заклинивание толкателя в резьбовом знаке из-за неравномер ного...
Головка для плоского шлифования железобетонных изделий, строительных плит, площадок с гранитовой и мраморной крошкой и т. п.

Номер патента: 149319
Опубликовано: 01.01.1962
Автор: Благоразумов
МПК: B24B 7/18
Метки: головка, гранитовой, железобетонных, крошкой, мраморной, плит, плоского, площадок, строительных, шлифования
...во втулке шпонкой 8, обеспечивающей только осевое перемещение вала, На левой части вала неподвижно установлено зубчатое колесо 9, с которым входит в зацепление вал-шестерня 10, установленная на подшипниках качения в двух поводках 11 и 12. Передний поддерживающий поводок 11 установлен на подшипнике на хвостовике вала 4, задний ведущий поводок 12 жестко связан с втулкой 13, установленной на валу на двух подшипниках качения, Втулка 13 посредством жестко закрепленных на ней сухарей 14 связана с ведущим шкивом 15, Планетарный механизм снаружи закрыт кожухом 1 б. На выступающих концах валов-шестерен 10 (число которых может быть от двух до четырех) закреплены державки 17, несущие шлифовальные камни 18.149319Электродвигатель, расположенный на...
Предыдущий патент: Кассетная установка для изготовления железобетонных изделий
Следующий патент: Пресс для склеивания и прессования изделий из пластических масс
Случайный патент: Способ фильтрации выпрямленного напряжения