Способ сборки и сварки кузовов легковых автомобилей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
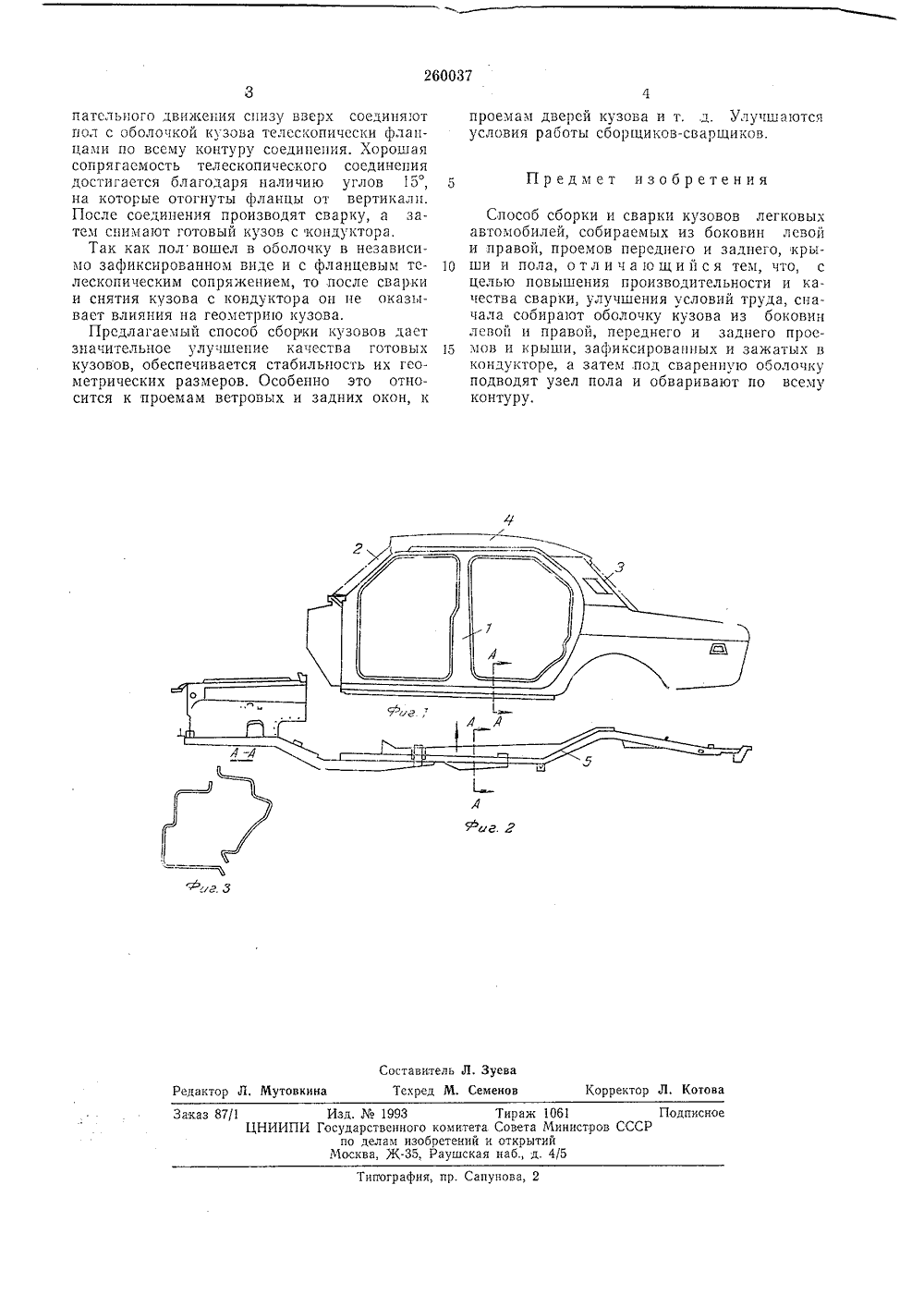
с с;оюзн Вате;ОП ИИЗОБРЕТЕНИЯ САНИЕ ш 1 260037 Союз Советских Социалистических Республик(088.8) Опублико но 15.10,7 плетень38 ао делам изобретении и открытийата опубликования описания 10.02.76 72) Авторы изобретения. ф. Лбов, Н. В. Гольцев, П. М. Грачев, С. И, РусаковД. В, Горячий, А. А. Преображенский, Г. И. Захаров,А, И. Балыков и И. А. Куцепалов Горьковский автомобильный завод 71) Заявител) СПОСОБ СБОРКИ И СВАРКИ К ЛЕГКОВЫХ АВТОМОБИЛЕЙ ВОВ Известен способ сборки и сварки кузовов легковых автомобилей, собираемых из боковин левой и правой, проемов переднего и заднего, крыши и пола, при котором производят сборку, а затем сварку кузова из всех перечисленных элементов.Пол, заранее установленный в главном кондукторе, в результате неточностей в изготовлении и сборке оказывает отрицательное влияние на геометрические размеры ответственных проемов кузова (дверей, передних и задних окон и других проемов) и, замыкая пространство кузова, затрудняет качественное исполнение сборочно-сварочных операций, снижает производительность труда.Предлагаемый способ отличается тем, что сначала собирают и сваривают оболочку кузова из зафиксированных и зажатых в кондукторе боковин левой и правой, переднего и заднего проемов и крыши, а затем телескопически соединяют оболочку с полом, независимо зафиксированным на подводи мой снизу части кондуктора, и сваривают по всему контуру, Телескопическое соединение оболочки с полом производят при помощи фланцев, отогнутых от вертикали, например, на 15 о Таким образом, если раньше все части кузова фиксировали в кондукторе и зажимали перед сваркой, то теперь зажимают только ГосУдаРственныЙ комитет, 32) П иоСовета Министров СССР детали ооолочки кузова и сваривают их между.собой, а затем приваривают независимо зафиксированный пол, соединяя его телескопически с оболочкой кузова.5 Это позволяет снизить деформации и внутренние напряжения после сварки кузова, повысить производительность работы и качество сварки, улучшить условия труда.На фиг. 1 показана оболочка кузова, содер жащая боковины 1 левую и правую, передний 2 и задний 3 проемы и крышу 4; на фиг.2 отдельно показан пол 5; на фиг. 3 изображено сечение А - А (на фиг, 1 и 2), показывающее телескопическое соединение пола с 15 оболочкой кузова при помощи отогнутых на15 фланцев.Сборку и сварку кузова производят следующим образом.В кондукторе собирают оболочку кузова,состоящую из боковин 1 левой и правой, переднего 2 и заднего 3 проемов и крыши 4, Перечисленные узлы сваривают между собой по местам соединений подвесными сварочными машинами. Эту часть сварки производят без пола, поэтому внутри оболочки имеется достаточное рабочее пространство для не- стесненной работы оператора, Затем в стационарную часть кондуктора подают на выдвижном приспособлении независимо зафиксированный пол 5 в сборе, и при помощи посту26 О 037 проемам дверей кузова и т. д. Улучшаютсяусловия работы сборщиков-сварщиков. Способ сборки и сварки кузовов легковыхавтомобилей, собираемых из боковин левой и правой, проемов переднего и заднего, кры ши и пола, о т л и ч а ю щ и й с я тем, что, сцелью повышения производительности и качества сварки, улучшения условий труда, сначала собирают оболочку кузова из боковин левой и правой, переднего и заднего прос мов и крыши, зафиксированных и зажатых вкондукторе, а затем,под сваренную оболочку подводят узел пола и обваривают по всему контуру. фиг.,у Составитель Л. ЗуеваРедактор Л, Мутовкина Текред М. Семенов Подписноов СССР 87/1 Изд.1993 Тираж 1061 ЦНИИПИ Государственного комитета Совета Мини по делам изобретений и открытий Москва, Ж, Раушская наб., д. 4/5Зак Типография, пр. Сапунова, 2 патсльного движения снизу вверх соединяют пол с оболочкой кузова телескопически фланцами по всему контуру соединения. Хорошая сопрягасмость телескопического соединенияг О достигается благодаря наличию углов 1 о, на которые отогнуты фланцы от вертикали. После соединения производят сварку, а затем снимают готовый кузов с кондуктора.Так как полвошел в оболочку в независимо зафиксированном виде и с фланцевым тслескопическим сопряжением, то после сварки и снятия кузова с кондуктора он не оказывает влияния на геометрию кузова.Предлагаемый способ сборки кузовов дает значительное улучшение качества готовых кузовов, обеспечивается стабильность их геометрических размеров. Особенно это относится к проемам ветровых и задних окон, к Предмет изобретения
СмотретьЗаявка
1232863, 12.04.1968
ГОРЬКОВСКИЙ АВТОМОБИЛЬНЫЙ ЗАВОД
ЛБОВ Г. Ф, ГОЛЬЦЕВ Н. В, ГРАЧЕВ П. М, РУСАКОВ С. И, ГОРЯЧИЙ Д. В, ПРЕОБРАЖЕНСКИЙ А. А, ЗАХАРОВ Г. И, БАЛЫКОВ А. И, КУЦЕПАЛОВ И. А
МПК / Метки
МПК: B23K 1/02
Метки: автомобилей, кузовов, легковых, сборки, сварки
Опубликовано: 15.10.1975
Код ссылки
<a href="https://patents.su/2-260037-sposob-sborki-i-svarki-kuzovov-legkovykh-avtomobilejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ сборки и сварки кузовов легковых автомобилей</a>
Автомат для контактной стыковой сварки трубчатой оболочки твэлов с заглушкой

Номер патента: 1490829
Опубликовано: 23.04.1991
Авторы: Бабкин, Гусев, Дружинин, Звягин, Рогов, Холмянский, Шлионский, Ящунский
МПК: B23K 11/00
Метки: автомат, заглушкой, контактной, оболочки, сварки, стыковой, твэлов, трубчатой
...на ползуне 9зажима заглушкиУпор-калибр изготавливается с таким расчетом, чтобы после закрытиясварочной камеры торец заглушки иторец подведенной в упор к заглушкетрубы оказался углубленным относительно торца токоподвода 22 трубы назаданную величину - 1 мм.25 Включается роликовый привод трубЫ(на чертеже не показан), и трубаподается до упора в заглушку. Одуовременно сжатый воздух подается влевую полость привода 31 и голзун 4зажима трубы перемещается вправо доупора привода 26 в регулируемый упор53 на корпусе-направляющей 3 ползуна4 зажима трубы. При этом вырез налолзуне 4 зажима трубы становится35напротив фиксатора 48 этого полэунатак, что в верхнем положении фиксатора 48 между боковыми поверхностямиего конца и боковыми...
Устройство для сварки стеклянных оболочек, обжатых металлом

Номер патента: 559910
Опубликовано: 30.05.1977
Авторы: Губарев, Кавказов, Кузоваткин, Максутов, Маричев, Морозов
МПК: C03C 27/02
Метки: металлом, обжатых, оболочек, сварки, стеклянных
...оболочек. Техническим20 преимуществом описываемого устройства является простота конструкции и обслуживания,и 1вля етсяболочек,Формула пзобрете 1. Устройство очек, обжатых ус и размещен ый элемент, о елью повышен азопроводом, а оянных оборжащее кор- нагревательтем, что, с о снабженов виде двух для сварки стек металлом, соде ный внутри него тл нч а ющпи ся пя качества, он корпс выполненИзобретение относится к устройствам длянанесения покрытия на стыковые соединенияостеклованных металлических труб.Известно устройство для сварки стеклянных оболочек труб, содержащее станину, двашпиндельных вала, шпиндели которых вращаются, причем один из шпинделей перемещается по станине совместно с валом, и газовые горелки 11.Недостатком такого...
Стенд для сборки, сварки и рулонирования стальных сферических оболочек

Номер патента: 647091
Опубликовано: 15.02.1979
Авторы: Баранов, Дидковский, Летников, Модзелевский, Поповский, Серский, Шишков, Шубин
МПК: B23K 37/04
Метки: оболочек, рулонирования, сборки, сварки, стальных, стенд, сферических
...надежность работы на завер"шающем этапе сворачивания и создает 50дополнительную жесткость продольныхарок стенда.На Фиг. 1 изображен предлагаемыйстенд, вид сбоку; на фиг. 2 - то же,вид сверху 55Стенд для сборки, сварки и рулонирования стальных сферических оболочек содержит смонтированные на основании приводную планшайбу 1 со сферической поверхностью, выполненной изнескольких равных секторов 2 й центрального диска 3, Каждый сектор 2снабжен электромагнитами 4, а междусекторами 2 и вокруг центральногодиска размещены шовоформирующие медные подкладки 5 и б. 65 Планшайба 1 установлена на жесткой. наклонной консоли 7, при этом центр сферической поверхности планшайбы и середина радиального сектора, находящегося в верхнем положении,...
Устройство для сборки и сварки полусферических оболочек

Номер патента: 863277
Опубликовано: 15.09.1981
Авторы: Зязин, Подковенко, Саломатин
МПК: B23K 37/04
Метки: оболочек, полусферических, сборки, сварки
...плоскость стыка собранных полусферических оболочек в вертикальную плоскость для сварки.На фиг. 1 изображено устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1.Устройство для сварки полусферических оболочек содержит поворотную головку 1 с двумя плитами 2 и 3 и установленными в них коническими базирующими зажимами ) и 5. Плиты 2 и 3 связаны между собой скалками 6, которые неподвижно закреплены в плите 2 и имеют возможность перемешаться относительно шариковых опор 7, установленных неподвижно в плите 3, и закреп ленным в плите 2 зажимным винтом Я с гайкой 9Плит 3 Ока)(чв)(1 (5 валом О, кс 1 торый у таиоилен в подшипниках 11 кронштейна 2, и снабжена фиксатором 13, фиксатор 13 имеет возможность взаимодействовать с гнездами 4 и 15...
Способ контактной стыковой сварки трубы оболочки твэла с заглушкой

Номер патента: 1520763
Опубликовано: 30.04.1991
МПК: B23K 11/02
Метки: заглушкой, контактной, оболочки, сварки, стыковой, твэла, трубы
...и гериетизировали открытый конец приваркой второй 25 заглушки.Иод помещали в тонкостенную стеклянную ампулу, которую после приварки второй заглушки разбивали ударом торца образца по металлической плите. Конец трубы зажимали в разъемном кольцевом упоре-холодильнике (КУХ), состоящим из наЬора теплоотводящих пластин толщиной 0,5 мм, соединенных с кольцевым разъемным токоподводом, длина эффективной (соприкасающейся с трубой) части которого составляла 0,5; 1,0; 1,5;2,0 и 5,0 мм, Диаметр рабочей части заглушки выбирали равным 12,3 и 12,6 мм при длине ее 4,5 мм.40 При сварке образцы (трубы) зажима" ли в электроде трубы (КУХ+токоподвод) так, что расстояние от торца трубы до плоскости соединения КУХ с токопод вбдом составляло 3 мм.Режим...
Предыдущий патент: Магнитная вариационная станция
Следующий патент: Разрядник
Случайный патент: Устройство для измерения температуры