Способ регулирования процесса контактной стыковой сварки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 241567
Авторы: Дараган, Колтырев, Ловл, Формаковский
Текст
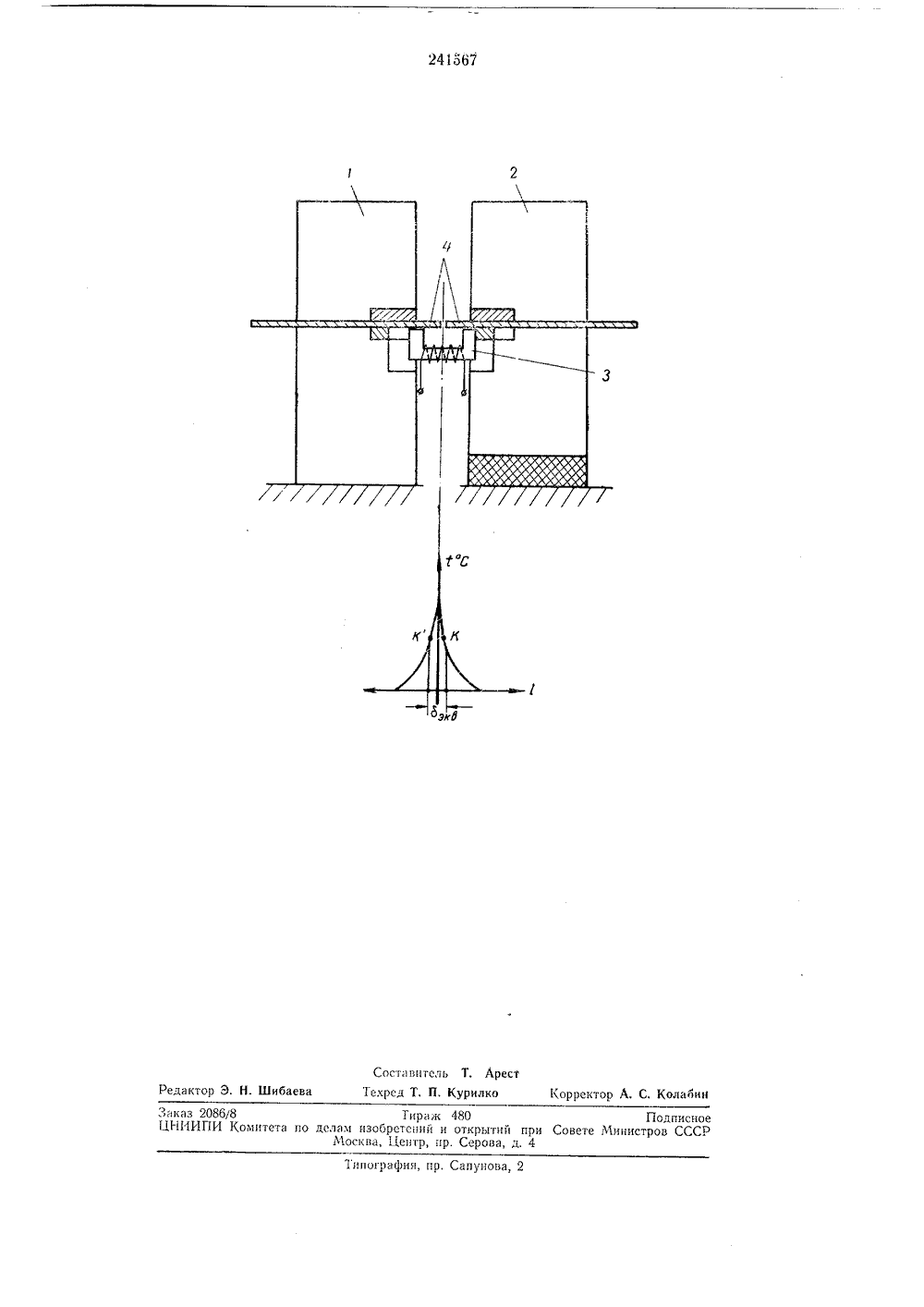
ОПИСАН И Е ИЗОБРЕТЕНИЯ Союз Соеетскиз Социелнстическил РеспубликК АВТОРСКОМУ СВМДЕТЕЛЬСТВУ Зависимое от авт. свидетельстваЗаявлено 22 Л.1968 ( 1212421/25-27)с присоединением заявкиПриоритетОпубликовано 18 Л "т,1969. Бюллетень М 14Дата опубликования описания 4.1 Х.1969 Кл 21 т, 29/13,ЧПК В 231 Комитат по лелем изобретений и открытий прн Совете Министров СССРвторыизобретени овля, В, М, Ложкин, М, О. Формаковский, В, В, Дараган и Д, Н. Колтырев аявител ОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА КОНТАКТНО СТЪКОВОЙ СВАРКИками К и К тек 760 - 800 С) уве душный зазор б шается индукти в , включенной вьтате на выходе е, определяемое анпя влияния по частота питанияа быть меньше ча стояние между поч которых достигает эквивалентный воз довательно, умень5 тивление катушки ный мост. В резул никает напряжени грева. Для избеж цессе оплавления10 ного моста должн сварки. пература в ппчиваетсяи, слепое сопро- змерительмоста воззоной на 1 ех в про- змерптельстоты тока мет изобретения строиства ми 1 и 2 ая стани - свариведена схема способа, (Цифр ная и неподвиж ное устройство,На чертеже пр для осуществления обозначены подвиж ны 3 - измерител ваемые полосы).С ростом темпер полос и увеличен тыкуемых ева (расатуры торцов ем зоны раз Известен способ регулирования процесса при контактной стыковой сварке непрерывным оплавлением, заключа 1 ощийся в том, что командный импульс на включение механизма осадки вырабатывается в зависимости от теплового состояния свариваемых торцов, т. е, при их нагреве до заданной температуры.По предложенному способу в качестве заданной температуры разогрева принимаюг очку Кюри, а командный импульс подают с помощью электромагнитного устройства, измеряющего величину зоны разогрева сварпваемых торцов..- Это позволяет повысить стабильность разогрева свариваемых торцов и качество сварки.Для измерения увеличивающейся в процессе оплавления зоны разогрева определяют эквивалентный воздушный зазор в специальной магнитной системе, элементами магнитной цепи которой являются свариваемые концы деталей.и У Способ регулирования процесса контактнойстыковой сварки непрерывным оплавлением,при котором командный импульс на включе 20 ние механизма осадки подают в зависимостиот нагрева свариваемых деталей до заданнойтемпературы, отличающийся тем, чпо, с цельюповышения качества сварки и у величения стабильности разогрева сварпваемых торцов, в25 качестве заданной температуры разогревапринимают точку Кюри, а командный импульсподают с помощью электромагнитного устройства, измеряющего величину зоны разогревасвариваемых торцов,Заказ 2086/8 Гирагк 480 Подписное ЦИИИПИ Комитета по делам изобретений и открытий при Совете Министров СССР Москва, Центр, пр. Серова, д. 4Типографии, пр. Сапунова, 2
СмотретьЗаявка
1212421
А. Д. Ловл В. М. Ложкин, М. Ю. Формаковский, В. В. Дараган, Д. Н. Колтырев
МПК / Метки
МПК: B23K 11/04, B23K 11/24, B23K 11/25
Метки: контактной, процесса, сварки, стыковой
Опубликовано: 01.01.1969
Код ссылки
<a href="https://patents.su/2-241567-sposob-regulirovaniya-processa-kontaktnojj-stykovojj-svarki.html" target="_blank" rel="follow" title="База патентов СССР">Способ регулирования процесса контактной стыковой сварки</a>
Цифровой генератор случайных процессов с заданными статистическими характеристиками

Номер патента: 420096
Опубликовано: 15.03.1974
Авторы: Басманов, Бовкуненко, Бош, Гондарев, Долгополов, Косторниченко, Кульбацкий, Панов, Таганрогский, Тотаев, Фоменко
МПК: H03K 3/84
Метки: генератор, заданными, процессов, случайных, статистическими, характеристиками, цифровой
...через буферный каскад 24 к выходу 25 цифрового генератора, а через схему совпадения 26, второй вход которой соединен с выходом сумматора 8, - ко входу схемы 27 подсчета и индикации систематических сбоев, выход которой соединен со входом раснрсделителя 2 импульсов.Генератор работает следующим образом.Равномерно распределенное случайное число, выработанное генератором 1, по импульсу управления от распредслигсля 2 переписывается в запоминающее устройство 3 (старшие разряды) и в регистр 23 множнмого (младшие разряды), одновременно запускается генератор 1 для выработки нового числа. В устройстве 3 по старшим разрядам формируется адрес, по которому необходимо выбрать из него тангенс угла наклона и координату узловой точки кривой...
Устройство для формирования случайных процессов с заданным спектром

Номер патента: 1027723
Опубликовано: 07.07.1983
МПК: G06F 7/58
Метки: заданным, процессов, случайных, спектром, формирования
...ИЛИ, соответствующий выход сдвигающего регистра подключен к второму входу второго элемента ИЛИ и через второй элемент НЕ - к второму входу первого элемента ИЛИ, выходы первого и второго элементов ИЛИ через третий элемент ИЛИ подключены к последовательному информационному входу сдвигающего регистра.Анализатор спектра состоит из блока преобразования Фурье, двух квадраторов,сумматора и интегратора, причем вход блока преобразования Фурье в анализаторе спектра является входом анализатора спектра, а выходы действительной и мнимой частей ко-. эффициента этого блока преобразования Фурье через первый и второй квадраторы подключены к входам сумматора, выход которого через интегратор подключен к выходу анализатора спектра.Блок вычисления...
Измеритель фазы пространственной гармоники оптического волнового процесса с заданным периодом колебаний в реальном масштабе времени

Номер патента: 1534309
Опубликовано: 07.01.1990
МПК: G01B 21/00
Метки: волнового, времени, гармоники, заданным, измеритель, колебаний, масштабе, оптического, периодом, пространственной, процесса, реальном, фазы
...и блока 8 вычисления агсгд, вход которого подключен к выходу блока 7 деления,Измеритель работает следующим образом.Интерференционная картина создает- З 5ся в плоскости фотоприемников 1,2и 3,4, интерференционные полосы располагаются перпендикулярно к оси ц, сигналы от фотоприемников подаются наблоки 5,6 вычитания, в которых выцис- ЯОляются разности сигналов от фотоприемников 1,2 и 3,4, сигналы с блоков5,6 поступают на блок 7 деления, выходной сигнал блока 7 подается на вход45Ьлока 8 вычисления агс 1 д, выходнойсигнал которого пропорционален фазепространственной гармоники.Выполнение приемной апертуры в виде двух сдвинутых относительно другдруга пар Фотоприемников и описаннойсхемы оЬработки позволяет получитьна выходе устройства сигнал,...
Цифровое устройство для формирования случайных процессов с заданным спектром

Номер патента: 1594529
Опубликовано: 23.09.1990
Авторы: Демашов, Кузнецов, Никитин, Тиханович
МПК: G06F 7/58
Метки: заданным, процессов, случайных, спектром, формирования, цифровое
...нулевая комбинация,а в счетчик 8 - единичная комбинация. Тактовый сигнал У, поступает на входпрямого счета счетчика 7, а й- - на входобратного счета счетчика 8, Под действиемсигналов Уи У,осуществляется управление чтением - записью в соответствующих блоках оперативной памяти. Если указанные сигналы имеют низкий потенциал, то происходит запись информации, при наличии высокого потенциала осуществляется чтение информации. Под действием сигнала У, происходит запись информации в триггер 14. На вторых входах элементов И 11 и 12 в течение первых 255 тактов поддерживается высокий потенциал, и только на последнем такте на указанных входах появляется низкий потенциал в соответствии с логикой работы устройства. Пусть к некоторому...
Устройство для автоматического управления процессом сварки пайки

Номер патента: 519301
Опубликовано: 30.06.1976
Авторы: Безпалый, Гуревич, Лариков
МПК: B23K 11/24
Метки: пайки, процессом, сварки
...через реле 4 сварки к источнику 5 тока. Электроды 1 также подключены к входу согласующего устройства 6, например истокового повторителя, выход которого через первый дифференциатор 7 подключен к входу детектора 8, а выход детектора 8 - к входу второго дифференциатора 9.Выход второго дифференциатора 9 через электронный ключ 10 соединен с входом формирователя 11 импульсов, например триггера Шмидта, который через счетчик 12 импульсов, например триггер со счетным входом, и спусковую схему 13 подключен к первому входу исполнительного устройства 14, Последнее своим выходом соединено с реле 4 сварки.Схема также содержит аналоговый преобразователь время-напряжение 15 и масштабный преобразователь напряжение-время 16. Первый вход аналогового...
Предыдущий патент: 241566
Следующий патент: 241569
Случайный патент: Устройство для очистки бурового раствора