Способ ввода коррекции программы на изменение радиуса фрезы в системах программного управлениястанками
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 193264
Текст
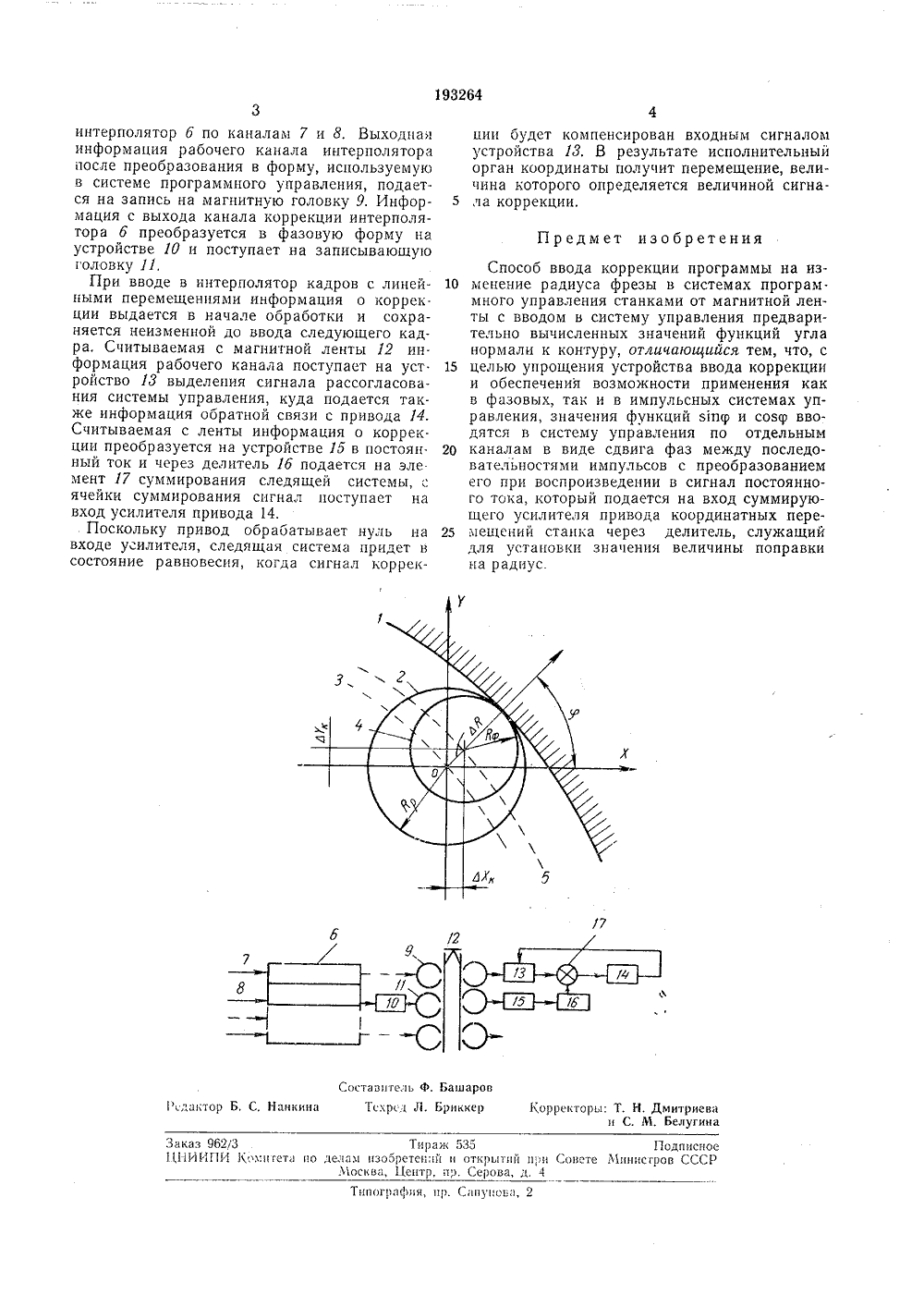
ОПИСАНИЕ ИЗОБРЕТЕН ИЯ Союз Советских Социалистических Республикединением Приорите ПК О 05 д Комитет по делам зобретений и открытий при Совете Министров СССРОпубликовано 02,11 Дата опубликованг 67, Бюлл УД К 621,9,06-529- -503.52 (088.8) нь6 исания 22 Л.б Авторызобретения А. Хабенский, Н, К. Остроумов, А, К. К Л. С. Портной и Р. Н. Финоедов 3 аявител СПОСОБ ВВОДА КОРРЕКЦИИ ПРОГРАММЫ НА ИЗМЕНЕНИ РАДИУСА ФРЕЗЫ В СИСТЕМАХ ПРОГРАММНОГО УПРАВЛЕНИ СТАНКАМИппи прь системи.Детальзой 2, пеЕсли придругого дщаться пты станкаобразом,ке траектдинатам; 1 обрдбатремещаюобработкиаметра,о эквидиснеободипобы цепории пол ьвается по расчету фрещейся по эквидистанте 3. е используется фреза 4 центр ее должен перемстанте б. Программу рабомо скорректировать таким тр фрсзы 4 в каждой точчал приращение по коорИзвестен способ ввода в систему управле. ния значения величины угла нормали к конс ослдующии выислеием функцигт зшго и созпг, а также установкой величины поправки на радиус при помощи эксцентрикового механизма.Известен также способ ввода значения функций ыпгр и созгт с применением дополнительных следящих систем.Предлагаемый способ ввода коррекции программы на изменение радиуса фрезы в системах программного управления станками от магнитной ленты с вводом в систему управления предварительно вычисленных значений функций угла нормали к контуру отличается тем, что значения функций з 1 ппг и созгс вводятся в сисгему управления по отдельным каналам в виде сдвига фаз между последовательностями импульсов с преобразованием его при воспроизведении в сигнал постоянного тока, который подается на вход суммирующего усилителя привода координатных перемещений станка через делитель, служащий для установки значения величины поправки на радиусЦель способа - упрощение устройства вво. да коррекции и обеспечение возможности применения как в фазовых, так и в импульсных системах управления.На черетеже показана схема ввода коррекограммы на изменение радиуса фрез мах программного управления станка Х= И соз гР;ЬУЬЛ зтп ,где гр - угол между нормалью к обрабатываемому контуру детали 1 и осью Х;ЛЯ - разность радиусов, расчетного и фактического:Я=й, -,Так как угол гр является функцией контурадетали, информация о нем должна быть введена в устройство коррекции системы извне,вместе с программой изменений исполнительных органов станка.Информация о перемеще 1 пп 1 исполнительного органа станка и значение функции коррекции для данной координаты (значения з 1 пр исозгр предварительно вычислены) вводится в193264 Предмет изобретения Составитель ф анкина Тскрсд Л. Т иБашаро риккер Коррект Т. Н. ДмитриеваС М Белугина сдакто Заказ 962/3 Тпрагк 535 ПодписпоЦ 11 ИИГИ Когиигета по делами изо 5 ретепий и открытий ири Совете Мпипсгров СССРМосква, Центр, пр. Серова, д. 4 ипограг 1 и ир. Сапунова,интерполятор б по каналам 7 и 8. Выходная информация рабочего канала интерполятора после преобразования в форму, используемую в системе программного управления, подается на запись на магнитную головку 9. Информация с выхода канала коррекции интерполятора б преобразуется в фазовую форму на устройстве 10 н поступает на записывающую головку 11.При вводе в интерполятор кадров с линейными перемещениями информация о коррек. ции выдается в начале обработки и сохраняется неизменной до ввода следующего кадра. Считываемая с магнитной ленты 12 ин. формация рабочего канала поступает на уст. ройство И выделения сигнала рассогласования системы управления, куда подается так. же информация обратной связи с привода 14. Считываемая с ленты информация о коррек. ции преобразуется на устройстве 15 в постоян. ный ток и через делитель 1 б подается на эле мент 17 суммирования следящей системы, с ячейки суммирования сигнал поступает на вход усилителя привода 14.Поскольку привод обрабатывает нуль на входе усилителя, следящая система придет в состояние равновесия, когда сигнал коррекции будет компенсирован входным сигналом устройства 13. В результате исполнительный орган координаты получит перемещение, величина которого определяется величиной сигна ла коррекции. Способ ввода коррекции программы на из менение радиуса фрезы в системах программного управления станками от магнитной ленты с вводом в систему управления предварительно вычисленных значений функций угла нормали к контуру, отличающийся тем, что, с 15 целью упрощения устройства ввода коррекциии обеспечения возможности применения как в фазовых, так и в импульсных системах управления, значения функций япгр и созгр вводятся в систему управления по отдельным 20 каналам в виде сдвига фаз между последовательностями импульсов с преобразованием его при воспроизведении в сигнал постоянного тока, который подается на вход суммирующего усилителя привода координатных пере мещений станка через делитель, служащийдля установки значения величины поправки на радиус.
СмотретьЗаявка
920527
МПК / Метки
МПК: G05B 19/12, G06G 7/30
Метки: ввода, изменение, коррекции, программного, программы, радиуса, системах, управлениястанками, фрезы
Опубликовано: 01.01.1967
Код ссылки
<a href="https://patents.su/2-193264-sposob-vvoda-korrekcii-programmy-na-izmenenie-radiusa-frezy-v-sistemakh-programmnogo-upravleniyastankami.html" target="_blank" rel="follow" title="База патентов СССР">Способ ввода коррекции программы на изменение радиуса фрезы в системах программного управлениястанками</a>
Устройство для ввода информации

Номер патента: 703802
Опубликовано: 15.12.1979
Авторы: Непомнящих, Никольский
МПК: G06F 3/06
Метки: ввода, информации
...разряд кольцевого сдвигового регисгра 2 элемент И-НЕ 8 по тактовому сигналу установит Кпредыдущих разрядов кольцевого сдвигового регистра 2 в нулевое состояние и в нем останется единственная коммутирующая 1. Естественно, что в результате этих сбоев на выходе блока 1 считывания будет возникать искаженная информация.Иэ блока 1 считывания информация по ступает на информационные входы сдвигового регистра З,и "регис.грв 10 и поочередно записывается в них с разрешения блока 11 управления, поступающего нв вторые разрешающие входы этих регистров, Очередность записи, определяет первый триггер 5, который управляется задним фронтом коммутирующей 1, поступакжцей с последнего разряда кольцевого сдвигового регистра 2.В сдвиговый регистр 3 информация...
Многоканальное устройство ввода информации

Номер патента: 1529238
Опубликовано: 15.12.1989
Авторы: Камшилин, Кулаковский
МПК: G06F 13/00
Метки: ввода, информации, многоканальное
...входам, сигнал с ыхода второго разряда выдается через выходы 13 запроса на соответствующие входы запросов блока 7 приори 40 тета, а после прохождения через элемент ИЛИ 44 устанавливает в "0" счет 11 чик 41 по его входу установки в 0 Сигнал "0" с выхода счетчика 41 последовательно продвигается в регистре45 37 и вызывает следующие действия: сигнал с выхода нулевого разряда инвертируется элементом ИЛИ-НЕ 46, поступает на тактовый вход регистров 34-36 и переписывает. в них данные из регистров 29-31, сигнал с выхода 50 первого разряда переводит регистры . 34"36 в режим сдвига, сигнал с выхода второго разряда снимает сигнал запроса и переводит счетчик 41 в режим , счета. 55В блоке 7 п рио ритет а (фиг . 3) с иг; налы запросов...
Устройство для ввода информации в вычислительную машину
Номер патента: 696437
Опубликовано: 05.11.1979
Авторы: Златников, Золотаревский, Кутынин, Никитин, Петрова, Суханов
МПК: G06F 3/04
Метки: ввода, вычислительную, информации, машину
...можно было сформировать код максимального суммарного числа.Код команды поступает из ЦВМ на вход 2 регистра команды 1. При поступлении на вход 3 регистра 1 сигнала разрешения приема с ныхода 9 блока б код команды принимается в регистр 1 и с выхода 4 поступает на вход 7 блока б, В коде команды указывается режим работы устройства.При поступлении тактового сигнала на вход 8 блока б формируется сигнал разрешения приема информации на выходе 10, поступающий на вход 16 входного регистра 15 для приема информации со входа 17 регистра 15. С выхода 18 регистра 15 код числа поступает на вход сумматора 20, На вход 22 суммато- . ра 20 поступает код накопленного результата с выхода 28 буферного регистра 25, С выхода 19 регистра 15 знак числа поступает...
Устройство для ввода информации

Номер патента: 811243
Опубликовано: 07.03.1981
МПК: G06F 3/02
Метки: ввода, информации
...места. Поэтому при применении подобного устройства в АСУ операторам пришлось бы чисто механически запомнить соответствие между комбинациями нажатых клавиш и значениями соответствующих параметров и в процессе работы неоднократно мысленно выполнять операцию кодирования и расшифровки, что привело бы к значительному увеличению количества ошибочных действий и временных затрат на вход дискретной информации,Целью изобретения является расширение области применения устройства.Достигается это тем, что рукоятку управления выполняют в виде набора полых цилиндров, жестко соединенных стержнем, между которыми установлены вращаемые вручную многогранные полые призмы с подсветом граней, обращенных к оператору, причем на цилиндрических частях рукоятки...
Устройство для ввода информации

Номер патента: 1077478
Опубликовано: 23.02.1993
МПК: G06F 3/05
Метки: ввода, информации
...на Фиг,2 обозначены точками - , время задержки Тз, времяпреобразования АЦПр.Устройство работает следующимобразом,Напряжение сетевой частоты подается на вход Формирователя 1, который на своем первом выходе Формируетимпульсы в моменты нулевой Фазы се- .тевого напряжения, а на втором вьюходе - в моменты Фазы 180 (на бриг.2точки е, и с соответственно). Им77478 Начальное состояние второго счет- цика 11 держит открытым первый клюц КСУ 5, соединяющий выход первого нормирующего усилителя группы 4 с аналоговым входом АЦП 10 Таким образом, при поступлении первого запускающего импульса (момент времени т на Фиг.2) АЦП 10 преобразует в цифровой код сигнал от датцика, подключенного к первому нормирующему усилителю 4, Время тпреобразования ЯЦП 10...
Предыдущий патент: 193263
Следующий патент: Устройство для механического профилирования кривых на цилиндрических кулачках
Случайный патент: Устройство для отображения информации