Способ сборки муфтовых обсадных труб в колонну
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1594259
Авторы: Жаринов, Калашников, Колесников, Кузнецов


Текст
(51)5 Е 21 В 1 08 19 06 ПИСАНИЕ ИЗОБРЕТЕНИЯ ГОСУДАРСТВЕННЫИ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЬПИЯМПРИ ГКНТ СССР К А ВТОРСКОМУ СВИДЕТЕЛЬСТВ(56) Создать и освоить в производственовые резьбовые соединения труб и забойных двигателей и нормативно-техническуюдокументацию на их изготовление и эксплуатацию. - Отчет ВНИИБТ гос. рег.81091613, тема26, 1985, с. 22.(54) СПОСОБ СБОРКИ МУФТОВЫХ ОБСАДНЫХ ТРУБ В КОЛОННУ(57) Изобретение относится к строительству скважин. Цель - упрощение сборкипромысловой резьбов ой и ар ы обсадных муфИзобретение относится к строительству скважин и может быть использовано при сборке резьбовых соединений в процессе спуска обсадных труб.Целью изобретения является упрощение сборки промысловой резьбовой пары обсад ных труб с заводской резьбовой парой.На фиг. 1 показана схема осуществления способа сборки муфтовых обсадных труб в колонну до свинчивания промысловой резьбовой пары; на фиг. 2 - то же, после свинчивания.Способ сборки муфтовых обсадных труб в колонну осуществляют следующим образом. После свинчивания с минимально допустимым крутящим моментом заводской резь- бовой пары 1 на трубу 2 и муфту 3 наносятся соответственно продольные метки 4 и 5, образующие прямую полоску шириной а, размер которой определяет величину доворота резьбового соединения при изменении крутящего момента от минимального до максимально допустимого. товых труб. В заводских условиях муфта свинчивается с трубой вплоть до повышения величины крутящего момента до минимал ьно допустимого уровня. Затем наносят продольную метку в виде полосы, пересекающей муфту и трубу, Ширина полосы соответствует диапазону допустимого увеличения величины крутящего момента. При спуске обсадной колонны промысловое резьбовое соединение муфты свинчивают с трубой до тех пор, пока части маркировочной полосы, расположенные на поверхности трубы и муфты со стороны заводского ее конца не начнут смещаться относител ьно друг друга. Нормальным считается соединение, у которого величина смещения не превышает ширину полосы метки. 2 ил. При сборке промысловой резьбовой пары 6 (фиг. 2) нижнюю трубу 2 закрепляют. В муфту 3 со стороны свободного конца вставляют резьбовой конец верхней трубы 7 и, приложив возрастающий момент, ведут свинчивание до тех пор, пока не происходит смещение части метки 5, находящейся на муфте, относительно части метки 4, находящейся на трубе. При этом величина смещения а не должна превышать ширины полосы а продольной метки.Пример. На заводе свинчивают обсадную муфтовую трубу диаметром 244,5 мм и толщиной стенки 11,99 мм марки Сс резьбовым соединением ЧАМ с минимально допустимым крутящим моментом 147 О Н м. Максимально допустимый крутящий момент для данного соединения 17660 н.м. а ширина метки а составляет 17 мм. Общая длина метки, нанесенной на заводе, составляет 100 мм, из которых 50 мм расположены на муфте, а 50 мм на трубе. При сборке обсадной колонны в промысловых условиях в муфту со стороны свобод1594259 формула изобретения Составитель В. Родинбак Техред А. КравчукТираж 475арственного комитета по изобретениям113035, Москва, Ж - 35, Раушскаяно-издательский комбинат Патент, г а Корректор М Годписное 1 аксимишинен Редактор И. Л Заказ 2816ВНИИПИ Гос ри ГКНТ СССРГагарина, 10 и открытиям наб., д. 45 . Ужгород, ул Производстве ного конца вставляют резьбовой конец трубы и свинчивают до момента смещения частей метки в границах ширины полосы метки. Упрощение процесса сборки обсадных труб в промысловых условиях снижает его трудоемкость, а также повышает надежность работы резьбовых соединений. Способ сборки муфтовых обсадных труб в колонну, включающий нанесение продольной метки на трубу и муфту, их свинчивание и определение момента прекращения свинчивания по относительному положению частей продольной метки на трубе и муфте, отличающийся тем, что, с целью упрощения сборки промысловой резьбовой пары обсадных труб с заводской резьбовой па рой, продольную метку наносят со сторонызаводской резьбовой пары после свинчивания ее с минимальным допустимым крутящим моментом, ширину метки выполняют равной величине доворота резьбового соединения при изменении величины крутящего момента от минимального до максимально допустимого, а о моменте прекращения свинчивания промысловой пары судят по относительному смещению частей метки, . расположенных со стороны заводской резь бовой пары на трубе и муфте, на величину, не превышающую ширину метки.
СмотретьЗаявка
4411303, 04.03.1988
В. А. Калашников, В. Г. КолесниковВ. Ф. Кузнецов и Ю. В. Жаринов
КАЛАШНИКОВ ВЛАДИСЛАВ АЛЕКСЕЕВИЧ, КОЛЕСНИКОВ ВЛАДИМИР ГРИГОРЬЕВИЧ, КУЗНЕЦОВ ВЯЧЕСЛАВ ФЕДОРОВИЧ, ЖАРИНОВ ЮРИЙ ВЕНЬЯМИНОВИЧ
МПК / Метки
МПК: B23P 19/06, E21B 17/08
Метки: колонну, муфтовых, обсадных, сборки, труб
Опубликовано: 23.09.1990
Код ссылки
<a href="https://patents.su/2-1594259-sposob-sborki-muftovykh-obsadnykh-trub-v-kolonnu.html" target="_blank" rel="follow" title="База патентов СССР">Способ сборки муфтовых обсадных труб в колонну</a>
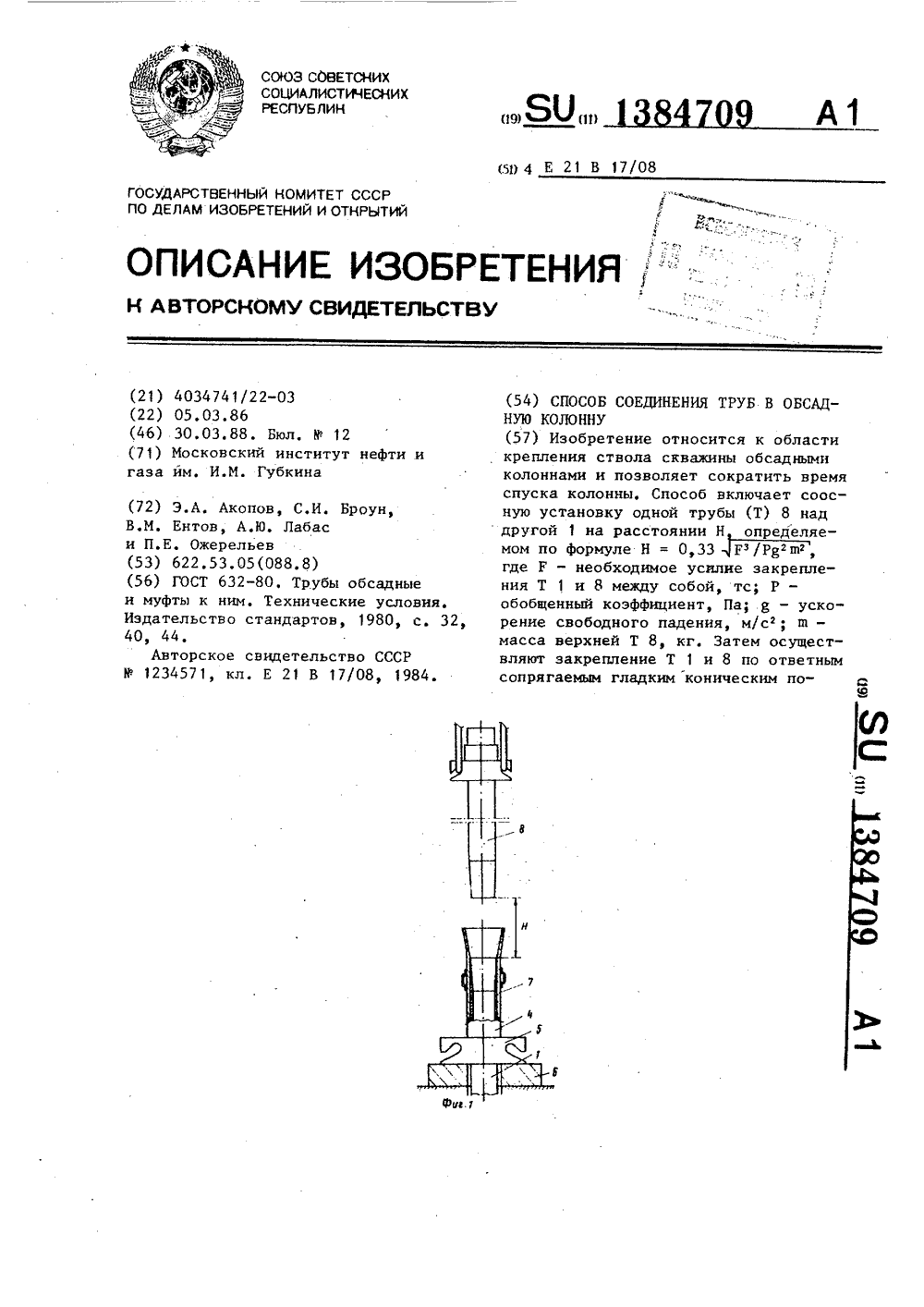
Способ соединения труб в обсадную колонну
Номер патента: 1384709
Опубликовано: 30.03.1988
Авторы: Акопов, Броун, Ентов, Лабас, Ожерельев
МПК: E21B 17/08
Метки: колонну, обсадную, соединения, труб
...остальных труб осуществляется аналогично. Колонную головку для производ" "ства дальнейших работ можно устанавливать на трубах при помощи аналогичных соединений с малой копусностью.1384709 Конструкция обсадной трубы изображена на фиг. 2, Обсадная труба 1 состоит из тела ниппельного конца 2 муф-тового конца 3 и упорного кольца 4,Муфтовый 3 и ниппельный 2 концы выполняются беэрезьбовыми (т,е. гладкими) с конусностью в пределах от1:50 до 1:200. Упорное кольцо 4 имеет толщину на 10-20 мм больше диамет ра тела трубы, устанавливается подмуфтой наглухо методом горячей посадки .и служит опорным элементомпри промежуточных операциях. Соеди-,нительные концы термическому упрочнению не подвергаются.П р и м е р . В скважину, пробуренную на воду...
Резьбовое соединение труб

Номер патента: 859596
Опубликовано: 30.08.1981
Авторы: Баркан, Борзов, Бунятов, Воронов, Данельянц, Кузнецов, Файн
МПК: E21B 17/042
Метки: резьбовое, соединение, труб
...стабилизирующийпоясок 4 муфты 2 и стопорное кольцо 5, выпол. ненное из высокомодульного релаксационностойкого материала, например нз стали, с модулем сдвига большим, чем у материала ниппеля 1. Оно имеет на внутренней поверхности концентричный и эксцентричный участки и закреплено на ниппеле 1 эа зоной сбега его резьбы 3 по ответным концентричной 6 н эксцентричной 7 проточкам с помощью горячей прессовой посадки. Стопорное кольцб 5 снабжено коническим пояском 8, ответно и контактно взаимодействующим со стабилизирующим пояском 4 муфты 2. Поверхности поясков 4 и 8 образуют, таким образом, релаксационностойкую фрикционную пару, надежно стопорящую и стабилизирующую реэьбовое соединение.Порядок изготовления и сборки следующий.2 ОСначала на...
Резьбовое соединение труб

Номер патента: 1772341
Опубликовано: 30.10.1992
Авторы: Бабьюк, Гринив, Гринник, Оглабьян, Свердлов, Чернов
МПК: E21B 17/02, E21B 17/042
Метки: резьбовое, соединение, труб
...состоит издвух концов труб 1, соединенных посредством муфты 2 с установленным между нимиуплотнительным кольцом 3 с коническими 20уплотнительными поверхностями 4, на которых выполнены кольцевые проточки 5,торцевыми профильными поверхностями 6,а внутренняя поверхность выполнена вформе эжектора 7 с обратными клапанами О, 25каналами 9, Соединение работает следующим образом. На концах труб 1 с внутренней стороны предварительно. выполненыпроточки 4 с определенной конусностью, Вмежторцевом пространстве установлено 30уплотнительцое кольцо 3.При свинчивании соединения радиаль, ное уплотнение осуществляется за счет радиального деформирования наружныхконических участков кольца 4, а торцевое 35уплотнение - за счет осевого доформирования торцевого...
Механический ключ для развертывания и свертывания бурильных и обсадных труб

Номер патента: 80677
Опубликовано: 01.01.1949
Авторы: Райгородский, Судницын
МПК: B25B 15/00, E21B 19/16
Метки: бурильных, ключ, механический, обсадных, развертывания, свертывания, труб
...труб) -- пружина 1( (фиг. 4), натяжение которой регулируется Винтом 12. РегулирОВкя пружины проВодится таким Оорязом, что ВО время свинчивания труб, в момент, когда крутящий момент двигателя достигает максимума, статор поворачивается настолько, что нажимает кнопку И. При этом происходит автоматическое выключение двигателя 7 (фиг. 2) и включение электродвигателя 13 (фиг, 1), который вращает. винт 14"относителыо гайки 15 (фиг, 3), поворачивает верхний ключ относирльно ниэкнего и производит окончательное закреплениеФтрубы.Вал.,якефдвигателя И (фиг. 1) покоится на двух шариковых подшипниках 1 б (фиг. 3), установленных на рычаге ключа. Корпус статора может свободно качаться вокруг вала ротора, благодаря наличию двух подшипнйков 17. К...
Резьбовое соединение труб

Номер патента: 504868
Опубликовано: 28.02.1976
МПК: E21B 17/046
Метки: резьбовое, соединение, труб
...а - угол опорнормалью- коэффициеР - радиальновследствиемуфтой пргом, кг/см5 площад зинка ю я труб их с н ы с муфой, см,Изобретение относится к обнефтяных и газовых скважин,конструкциям резьбовых соединых и обсадных труб.Известны резьбовые соединения труб, включающие муфту и взаимодействующие с нейучастки труб с несимметрично треугольнымпрофилем резьб. Однако в условиях осевогонагружения они имеют различную эффективность, т. е. отношение разрушающей резьбовое соединение величины растягивающего усилия к усилию, разрушающему трубу по телу,чменьшается с увеличением диаметра трубы.Целью изобретения является обеспечениеравнопрочности соединения тела трубы. 15Это достигается тем, что величина углаопорной поверхности с нормалью к оси соединения...
Предыдущий патент: Винтовой забойный двигатель
Следующий патент: Колонковый снаряд
Случайный патент: Ручной тормоз для железнодорожных вагонов