Способ горячего прессования твердосплавных материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1560404
Авторы: Белоусов, Лукан, Луцак, Пилипченко

Текст
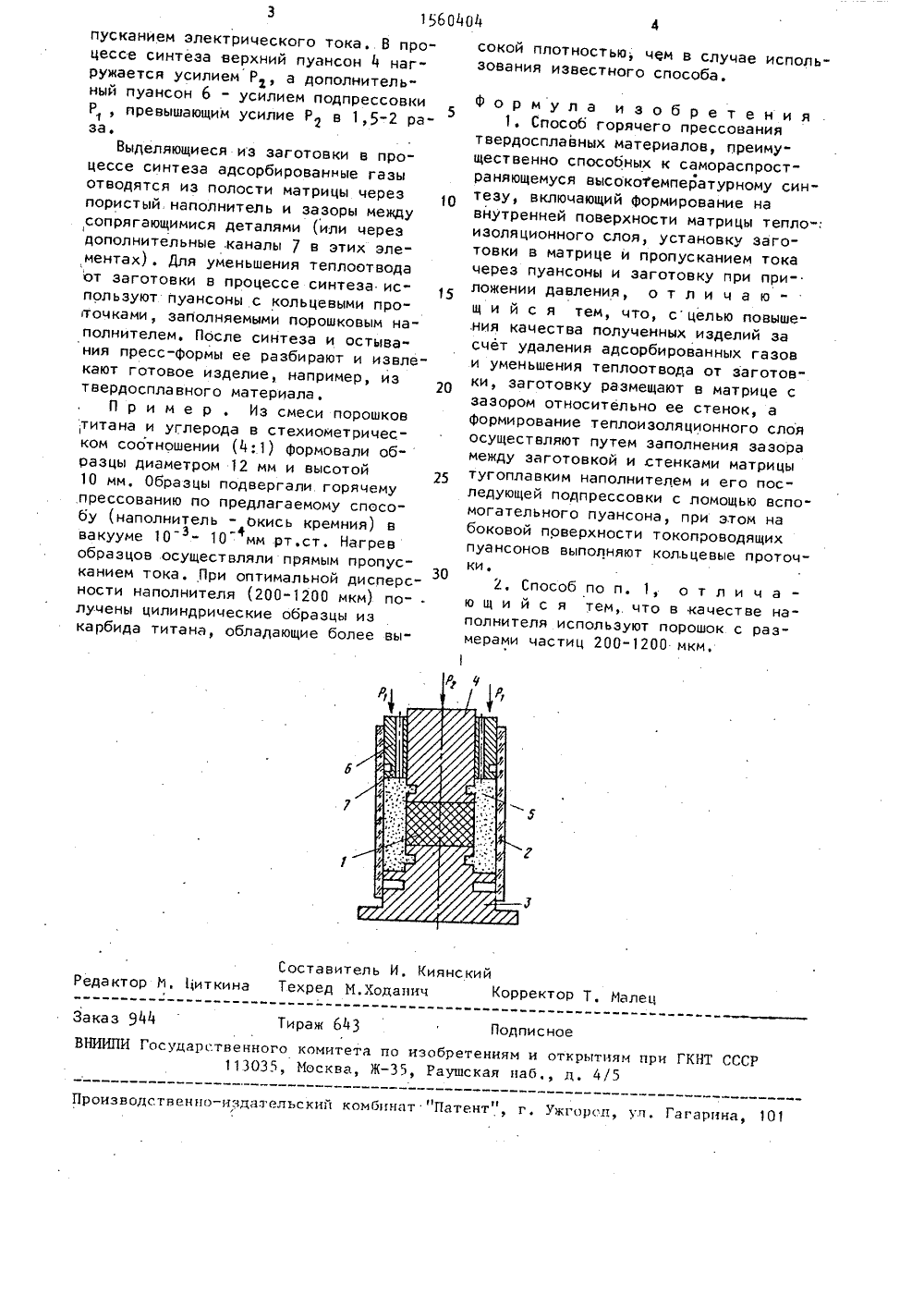
(19)%- (Иг 5 В 22 14 В 30 В 15/ ТЕНИ СКОМУ СВИД 21 е ти-формы, вя качество ду элементами пресс тате чего повышаетс вых изделий. 1 з.п. уль тов часпрессов ляется повыых изделийированных гатвода от засхема устройпредлагаемого оказан твлени готовку ГОСУДАРСТВЕННЫЙ НОМИТЕТПО ИЭОБРЕТЕНИЯМ И ОТНРЫТИПРИ ГКНТ СССР(54) СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯТВЕРДОСПЛАВНЫХ МАТЕРИАЛОВ(57) Изобретение относится к порошковой металлургии. Цель иэоЬретенияповышение качества полученных иэделий за счет удаления адсорбированныхгазов и уменьшения теплоотвода от заготовки. Предварительно спрессованную заготовку из порошковой смеси,ИзоЬретение относится к порошковой металлургии тности к способам горячего ания твердо- сплавных материаловЦелью изобретения явшение качества полученнза счет удаления адсорбзов и уменьшения теплооготовки,На чертеже и аства для осущес яспособа.Способ осуществляют следующим оЬ- разом.Предвар ительно спрессованную заиз порошковых смесей, спо 2спосоЬной. к самораспространяющемуся высокотемпературному синтезу, устанавливают внутри матрицы на нижний пуансон и поджимают ее верхним пуансоном, Полость (зазор) между наружной поверхностью заготовки и внутрен ней поверхностью матрицы заполняют порошковым наполнителем (окись алюми ния или окись кремния дисперсностью 200-1200 мкм). После этого наполни- тель подпрессовывают при помощи дополнительного кольцевого пуансона. Процесс горячего прес ования (синтеза) проводят в вакууме или инертной среде за счет разогрева образца прямым пропусканием электрического тока Выделяющиеся при синтезе газы удаляются через наполнитель и зазоры межсобных к самораспространяющемуся высокотемпературному синтезу, устанавли-,вают внутри матрицы 2 на пуансон 3,после чего вводят пуансон 4 до контакта с заготовкой. Полость 5 (заэор)между наружной поверхностью заготовки и внутренней поверхностью матрицы2 заполняют порошковым наполнителем(окись алюминия или окись кремния сразмерами частиц 200-1200 мкм), а затем с помощью вспомогательного пуансона 5 производят подпрессовку наполнителя с усилием Р, . Процесс горячегопрессования (синтеза) производитсяв вакууме или в инертной среде послеинициирования реакции СВС прямым просное каз 944НИИПИ Госуда 4Поета но изобретенияа, Ж, Раушская Тиражтвенного ком113035, Мос иям нри ГКНТ СССР/5 отк аб льский комбинат нПатент", г. Ужгород, ул, Гагарина,Прои одетвенно-изда пусканием электрического тока. В процессе синтеза верхний пуансон 4 нагружается усилием Р, а дополнительный пуансон 6 - усилием подпрессовки Р , превышающим усилие Р в 1,5-2 ра 5 за.Выделяющиеся из заготовки в процессе синтеза адсорбированные газы отводятся из полости матрицы через пористый, наполнитель и зазоры между сопрягающимися деталями (или через дополнительные .каналы 7 в этих элементах) . Для уменьшения теплоотвода от заготовки в процессе синтеза используют пуансоны с кольцевыми проточками, заполняемыми порошковым наполнителем. После синтеза и остыва" ния пресс-формы ее разбирают и извлекают готовое изделие, например, из 20 твердосплавного материала.П р и м е р . Из смеси порошков ,титана и углерода в стехиометрическом соотношении (4:1) формовали образцы диаметром 12 мм и высотой 10 мм. Образцы подвергали. горячему прессованию по предлагаемому способу (наполнитель - окись кремния) в вакууме 1 О - 10 мм рт.ст. Нагрев образцов осуществляли прямым пропусканием тока. При оптимальной дисперсности наполнителя (200-1200 мкм) по- . лучены цилиндрические образцы из карбида титана, обладающие более высокой плотностью; чем в случае использования известного способа,формула изобретенияСпособ горячего прессования твердосплавных материалов, преимущественно спосоЬных к самораспространяющемуся высоко 1 емпературному синтезу, включающий формирование на внутренней поверхности матрицы тепло-: изоляционного слоя, установку заготовки в матрице и пропусканием тока через пуансоны и заготовку при приложении давления, о т л и ч а ющ и й с я тем, что, сцелью повыше.ния качества полученных изделий за счет удаления адсорбированных газов и уменьшения теплоотвода от заготовки, заготовку размещают в матрице с зазором относительно ее стенок, а формирование теплоизоляционного слоя осуществляют путем заполнения зазора между заготовкой и стенками матрицы тугоплавким наполнителем и его последующей подпрессовки с ломощью вспомогательного пуансона, при этом на боковой поверхности токопроводящих пуансонов выполняют кол.ьцевые проточки.2. Способ по и. 1, о т л и ч а ю щ и й с я тем, что в качестве наполнителя используют порошок с размерами частиц 200-1200 мкм, 1
СмотретьЗаявка
4194816, 16.02.1987
ИВАНО-ФРАНКОВСКИЙ ИНСТИТУТ НЕФТИ И ГАЗА
БЕЛОУСОВ ВИТАЛИЙ ЯНОВИЧ, ЛУЦАК ЛЮБОМИР ДМИТРИЕВИЧ, ПИЛИПЧЕНКО АЛЕКСАНДР ВАСИЛЬЕВИЧ, ЛУКАНЬ ЮРИЙ ДМИТРИЕВИЧ
МПК / Метки
МПК: B22F 3/23
Метки: горячего, прессования, твердосплавных
Опубликовано: 30.04.1990
Код ссылки
<a href="https://patents.su/2-1560404-sposob-goryachego-pressovaniya-tverdosplavnykh-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Способ горячего прессования твердосплавных материалов</a>
Способ изготовления матриц и пуансонов для штампов

Номер патента: 77121
Опубликовано: 01.01.1949
Автор: Богословский
МПК: B21D 37/20
Метки: матриц, пуансонов, штампов
...трещин и коробления. Изготовление сборных матриц и пуансонов известно, но сложно и дорого.Согласно изобретению, предлагается изготовлять матрицы и пуансоны из отдельных, точно пригнанных частей и подвергать их,капиллярной пайке медью в печи с водородной атмосферой или токами высокой частоты в соответствующем индукторе. Спаянные матрицы или пуансоны после медленного остьвания подвергают окончательной механической обработке и зональной закалке токами высокой частоты торцевым индуктором по режудим граням на, достаточную для переточки глубину.По такому же способу предлагается восстанавливать матрицы и пуансоны з случае образования на них трещин при закалке или в процессе работы.Предложенный способ основан на том, что пайка медью ведется при...
Устройство для установки матрицы по пуансону

Номер патента: 774714
Опубликовано: 30.10.1980
Авторы: Голубкин, Пальцев, Стрюков
МПК: B21D 37/14
Метки: матрицы, пуансону, установки
...пуансона и имеющей в этой, ступени коническую полость,сопрягаемую с конической насадкой,а также снабжено эластичной прокладкой,размещаемой на меньшей ступени вставки и опирающейся на торец большей ступени,На чертеже изображено предлагаемое устройство.Устройство содержит конич скую насадку 1, закрепляемую на пуансоне 2 суженным концом в сторону матрицы 3. В матрице установлена ступенчатая вставка 4, имеющая коническую полость 5, в которую входит коническая насадка 1, На ступени с меньшим поперечным сечением установлена эл-стичная прокладка 5, Сопряжение конической насадки с пуансоном и ступенчатой вставкой с матрицей происходит по .скользящей посадке.Формула изобретения Шацкий Кор екто Составитель В Техред М. Кузык Сухано да...
Способ определения удельной поверхности кварцевого наполнителя

Номер патента: 571738
Опубликовано: 05.09.1977
Авторы: Книппенберг, Соломатов, Штефан
МПК: G01N 15/08
Метки: кварцевого, наполнителя, поверхности, удельной
...В - удельная поверхность, см /г;- объемная масса, г/см,Для осушествления данного способавеску кваоцевого наполнителя 300 г ишают в форму, котооую переносят под2и доводят нагрузку до 400 кг/смс выдержкой 3 мин, После снятия нагрузки измеряют объем спрессованного материала,определяют его объемную массу и по долу"енному значению последней, выведенномупо вышеприведенной формуле, определяютудельную поверхность кварцевого наполните тком такого способа являетс и длительность измерений, а ость результатов от степени температуры окружающего во Нецоста сложность же зависим ряжения и духа,Наиболее близким ся способ определени сти кварцевого напол лотнения и измерени этом объемную масс те колебаний цилиндр Недостатком этот ность аппаратурногона-...
Способ определения удельной поверхности тонкомолотых наполнителей

Номер патента: 614362
Опубликовано: 05.07.1978
Авторы: Книппенберг, Соломатов, Штефан
МПК: G01N 13/00, G01N 33/38
Метки: наполнителей, поверхности, тонкомолотых, удельной
...равномерно расиределяют в форме с насадкой и слегка прижимают вкладьццем, после чего форму вместе с поддоном устанавливают под пресс для уплотцеция. 11 остепенно аоизобретению изоб оп ределения утол отых наполнительного уплотнео веса 121. я Наиболее близким к вестных является спос ной поверхности тонкок лей путем их предварц и определения объемно льная поверхность порош- удельная поверхность мате иала с Исто мание и 1. А кл. С 7 0 2. ГО ной повеСоставитель М. СлинькоРедактор И. Квачадзе Техрад Н. Бабурка Корректор А. Власен каз 3687/37 Тираж 1112ЦНИИПИ Государственного комитета Советапо делам изобретений и открытий113035, Москва Ж, Раушская набд. 4 ПодписноеМинистров СССРУжтооой. чл. Пооекч нвя. 4 нлидл ПП тент 1 водят нагрузку пресса до...
Способ определения удельной поверхности активных наполнителей для полимеров

Номер патента: 1267226
Опубликовано: 30.10.1986
МПК: G01N 15/00
Метки: активных, наполнителей, поверхности, полимеров, удельной
...наполнителя с полимером является функцией удельной поверхности наполнителя, а именно, чем выше удельная поверхность напол нителя, тем больше индекс сечения ,смеси. Существование такой зависимости открывает возможность определения удельной поверхности наполнителя, если известен индекс течения его смеси с полимером.Для этого определяют индекс течения смеси и как угол наклона кривой течения в двойных логарифмических35 1координатах 181 - 1 т , гдесоответственно скорость и напряжение сдвига (фиг.1). Используя градуировочный график зависимости индексатечения смеси и от удельной поверхности наполнителя В, находят искомую вел;чину удельной поверхности (фиг,2).На лабораторных вальцах гОтовят смесь технического углерода марки ПМс...
Предыдущий патент: Способ изготовления изделий с каналами
Следующий патент: Пресс-форма для горячего прессования порошковых материалов
Случайный патент: Распылительная сушилка