Способ определения паяемости листового материала
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК Е 496 3В 23 К ОПИСАНИЕ ИЗОБРЕТЕНИ ЛЬСТ АВТОРСКОМУ СВИ юл. Р 28 научно-иссл т черной мета- ург б Л.С. 088.8) Галкин ы теори белой жс. 39 и техн сти. сти з н жнюю сторону холод ят через обогревае пласт 1 рубк ны нано дозу ра плавленного припоя, ную выдержку с нагр ния, отводят трубку ом зот пласят эад ны испыттины, ают измер после ения ос твляие параметров основани СУДАРСТВЕННЫЙ КОМИТЕТО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМРИ ГКНТ СССР(54).СПОСОБ ОПРЕДЕЛЕНИЯ ПАЯЕМОСТ ЛИСТОВОГО МАТЕРИАЛА(57) Изобретение относится к пай в частности к.определению паяемо листовых материалов, исподьзуемь для пайки консервных банок, Цель изобретения - повышение точности Изобретение относится к пайке,в частности к определению паяемостлистовых материалов, используемыхдля пайки консервных банок,Цель изобретения - повышение тоности определения паяемости путеммоделирования реального процессап аики.Способ реализуется следующим обазом,. ределения паяемости путем моделирования реального процесса пайки, На нижнюю сторону холодной пластины наносят через обогреваемую трубку дозу расплавленного припоя. Производят заданную выдержку с нагревом зоны испытания, Отводят трубку от пластины. После охлаждения осуществляют измерение параметров основания застывшей капли и сравнение полученных результатов с эталоном. В качестве параметра смачивания может служить отношение диаметра основания капли к диаметру канала трубки. Под" ведение дозы расплавленного припоя на нижнюю сторону холодной пластины более точно моделирует условия динамики взаимодействия припоя и паяемой поверхности консервных банок, а также повышает точность измерения размера основания капли. 1 з.п. ф-лы,астывшей капли и сравнение полученых результатов с эталоном.В качестве параметра смачиванияможет служить отношение диаметра ос.нования капли к диаметру каналатрубки,Подведение дозы расплавленногоприпоя на нижнюю сторону холоднойпластины позволяет более точно моделировать реальные условия динамикивзаимодействия припоя и паяемой поверхности изделий (консервных банок),а также исключает неточности измерения размера основания капли, обусловленные гравитационным искажением ее формы при размещении на горизонтальной,пластине сверху,1496938 Формула изобретения Составитель Л,АбросимоваРедактор М,ЦиткинаТехред М,Ходанич Корректор А.Обручар Заказ 4374/15 Тираж 894 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент". г,Ужгород, ул. Гагарина,101 П р и м е р. Проводили испытание паяемости образцов жести электролитического и горячего лужения, а также образцы стали 0,8 КП толщиной5 0,2 мм без покрытия.К нижней поверхности горизонтально расположенной пластины жести подводили обогреваемую электроспиралью трубку из жаропрочного стекла с рас плавом третника на расстоянии 0,5- 1,0 мм. Трубка с диаметром канала 5 мм имела на рабочем конце в своей стенке конусообразный скос под углом 45 , Температуру расплава 300 С конт ролировали термопарой, введенной в третник через подвижный поршень. Выдавленным расплавом заполняли все пространство между трубкой и пластиной. После выдержки (2 с) трубку бы стро опускали, и на пластине образовывалась конусообразная висячая капля. Диаметр основания конуса капли замеряли штанген-циркулем и вычисляли параметр смачивания С - отноше ние измеренного диаметра к диаметру канала трубки:ВкаплиСтрубкиЭ30Время одного определения составляло 2-4 мин.Результаты испытаний показали четчеткое соответствие между инструментально определяемой паяемостью жести по предлагаемому способу и ее реальной паяемостью на промьппленном агрегате, При значении коэффициента С1 паяемость материала плохая, при С=1 - средняя (удовлетворительная) и при 4 ф С ) 1 она хорошая нли отличная. Данные, полученные по способу- прототипу, не дают четкой градации по реальной паяемости испытываемого материала, Большой разброс данных связан с изменением свойств испытуемого материала при нагреве на поверхности ванны, с влиянием флюса, с колебанием веса и формы навески и др.Данный способ по сравнению с прототипом позволяет повысить соответствие между инструментально определяемой.и реальной паяемостью испытываемого материала, значительно упростить методику испытания и сделать ее производительнее в 5-8 раз. 1. Способ определения паяемостилистового материала, включакиций нанесение на горизонтально расположеннуюпластину дозы припоя, нагрев зоныиспытания, выдержку, охлаждение,измерение параметра основания застывшей капли и сравнение полученногорезультата с эталонным, о т л и -ч а ю щ и й с я тем, что, с цельюповышения точности определения паяемости путем моделирования реальногопроцесса пайки, припой наносят вжидком состоянии на нижнюю сторонухолодной пластины через обогреваемуютрубку и после выдержки трубку отводят,2 Способ по п.1, о т л и ч а ю -щ и й с я тем, что в качестве параметра смачивания определяют отношениедиаметра основания капли к диаметруканала трубки,
СмотретьЗаявка
4345128, 17.12.1987
ЦЕНТРАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ЧЕРНОЙ МЕТАЛЛУРГИИ ИМ. И. П. БАРДИНА
КОКОРИН ГЛЕБ АЛЕКСАНДРОВИЧ, РУБЦОВА ЛЮДМИЛА СЕРГЕЕВНА, ЗАРУБИН ЮРИЙ АНАТОЛЬЕВИЧ
МПК / Метки
МПК: B23K 1/00
Опубликовано: 30.07.1989
Код ссылки
<a href="https://patents.su/2-1496938-sposob-opredeleniya-payaemosti-listovogo-materiala.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения паяемости листового материала</a>
Способ получения параметров ферритовых пластин
Номер патента: 1125882
Опубликовано: 25.07.1995
Автор: Шадрин
МПК: B24B 1/00
Метки: параметров, пластин, ферритовых
СПОСОБ ПОЛУЧЕНИЯ ПАРАМЕТРОВ ФЕРРИТОВЫХ ПЛАСТИН путем уменьшения размеров пластин после спекания, основанный на зависимости размеров, массы и фазового сдвига, отличающийся тем, что, с целью повышения выхода годных и сокращения объема операционного контроля, определяют порядковые статистики массы каждой пластины, измеряют фазовый сдвиг на выборке пластин, порядковые статистики которых несут максимальную информацию о распределении фазового сдвига в данной партии, обрабатывают их до минимально допустимой высоты, снова измеряют их массу и фазовый сдвиг, после чего разделяют партию на подпартии по массе пластин, границы каждой из которых отличаются на величину допустимого разброса, определяемого по результатам указанного выборочного анализа и...
Газоразрядная трубка для исследования параметров газоразрядных ламп
Номер патента: 1241304
Опубликовано: 30.06.1986
Автор: Беляков
МПК: H01J 61/34, H01J 9/42
Метки: газоразрядная, газоразрядных, исследования, ламп, параметров, трубка
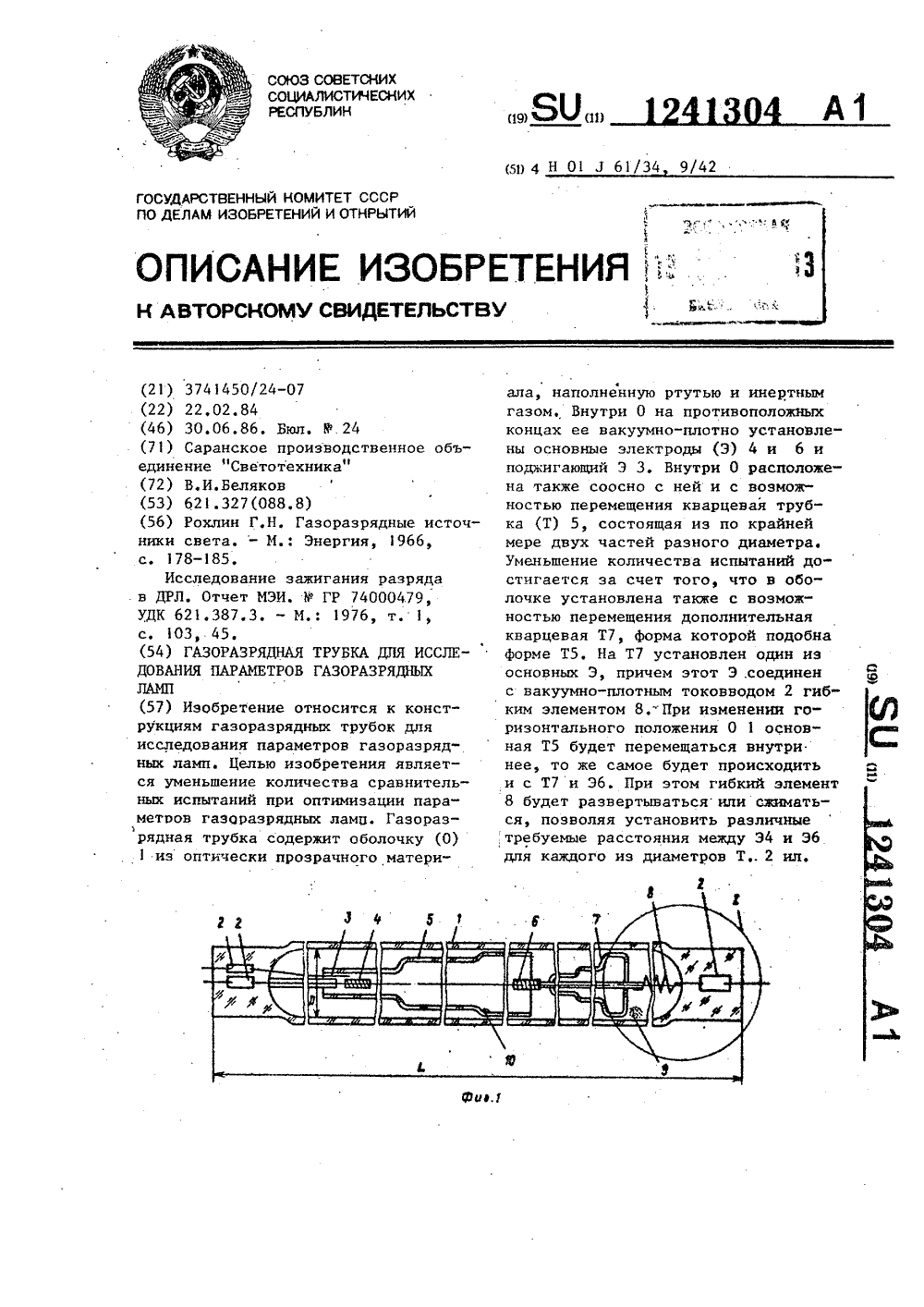
...уменьшение количества сравнительных испытаний приоптимизации параметров газоразрядныхламп,На фиг. 1 представлена конструкция газораэрядной трубки; на фиг.2 "узел 1 на фиг.Гаэораэрядная трубка содержитоболочку 1 с внутренним диаметром О,вакуумно-плотные токовводы 2, поджи. гающий 3 и основной 4 электроды,установленные неподвижно. Внутри оболочки 1 имеется меньших размеровкварцевая трубка 5, состоящая из двухили более частей разных диаметров.В противоположном конце трубки расположен второй основной электрод 6,.установленный неподвижно в дополнительной кварцевой трубке 7, формакоторой подобна Форме кварцевой трубки 5, причем внешние диаметры трубки 7 меньше соответствующих внутренних диаметров кварцевой трубки 5.Электрод 6 электрически...
Устройство для определения паталогических параметров нижней конечности

Номер патента: 1404058
Опубликовано: 23.06.1988
Авторы: Алиев, Ахмед-Заде, Балашев, Керимов, Ходжаев
МПК: A61B 5/10
Метки: конечности, нижней, параметров, паталогических
...деформаций стопы, расположенной на подстопной платформе 10, смещаемой вдоль и вращаемой вокруг балки 8, Через платформу 10 над балкой 8 пропущен подвижный стержень 11 с визирной стрелкой 12 на его конце над угловой шкалой 9. Хомут 3 имеет две стяжные петли 13 и 14, через которые пропущен болт 15 с гайкой, для фиксации положения хомута 3 на стойке 2. Через отверстие в хомуте 3 пропущен стержень 16 с петлями 17 и 18, одетыми на стойку 2 и обеспечивающими вращение стержня 16 вокруг стойки 2 при повороте хомута 3 вокруг оси стойки 2. В нижней части стержня 16 закреплена визирная стрелка 19 для определения углового поворота хомута 3 вокруг стойки 2 по шкале 20 на плите 1. На последней изображены контуры 21 и 22 стоп здоровых конечностей с...
Способ определения параметров нижней ионосферы и устройство для его осуществления

Номер патента: 1718164
Опубликовано: 07.03.1992
Авторы: Едемский, Пукас, Рябов, Щекотов
МПК: G01S 13/95
Метки: ионосферы, нижней, параметров
...коэффициентов через линию 5 задержки поступают наблок 10 определения параметров среды, где,с помощью этих коэффициентов вычисляются углы прихода волны.РДетектор 9 событий реализован на основе фазовращатепя 11, сумматора 12, вычитателя 13, детекторов . 14 и 15,коррелятора 16 и порогового блока 17. 35чаФормула изобретенияпр1. Способ определения параметровванижней ионосферы, заключающийся в том,точто принимают электромагнитное излучение грозовых разрядов, регистрируют вревуменную форму принятого сигналаопределяют спектр принятого сигнала, после чего рассчитывают по нижней частотепринятого сигнала высоту нижней границыионосферы, о.т л.и ч а ю щ и й с я тем, что, 45с целью измерения концентрации электронов в.ионосфере и .частоты...
Устройство для измерения параметров вибраций

Номер патента: 352149
Опубликовано: 01.01.1972
Авторы: Гречинский, Рыгалин
МПК: G01H 9/00
Метки: вибраций, параметров
...8, а на верхней -четыре расположенных во взаимно перпендикулярных направлениях коллекторных электрода 9 - 12 и один кольцевой электрод 13 по периферии.15 Устройство работает следующим образом.Под действием сфокусированного оптического излучения от источника 1 когерецтцого излучения, попадающего ца верхнюю поверхность полупроводниковой пластины элемента 20 4, в пластине образуются носители зарядов,концентрация которых модулируется в соответствии с переменным электрическим напряжением, приложенным к электродам 8 и 13 от генератора 7.25 При этом, если оптическое излучение попадает в центр пластины, концентрации носителей зарядов у электродов 9 - 12 равны, и сигнал, снимаемый с электродов, равен нулю.При смещении пучка света от центра пла...
Предыдущий патент: Способ пайки дискретных электрорадиоэлементов и микросхем на печатных платах
Следующий патент: Устройство для демонтажа многовыводных электронных элементов
Случайный патент: Лесосплавная единица