Способ изготовления полых деталей в форме усеченного конуса
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1026891
Авторы: Жовтобрюх, Лобанов, Накутный, Пономаренко

Текст
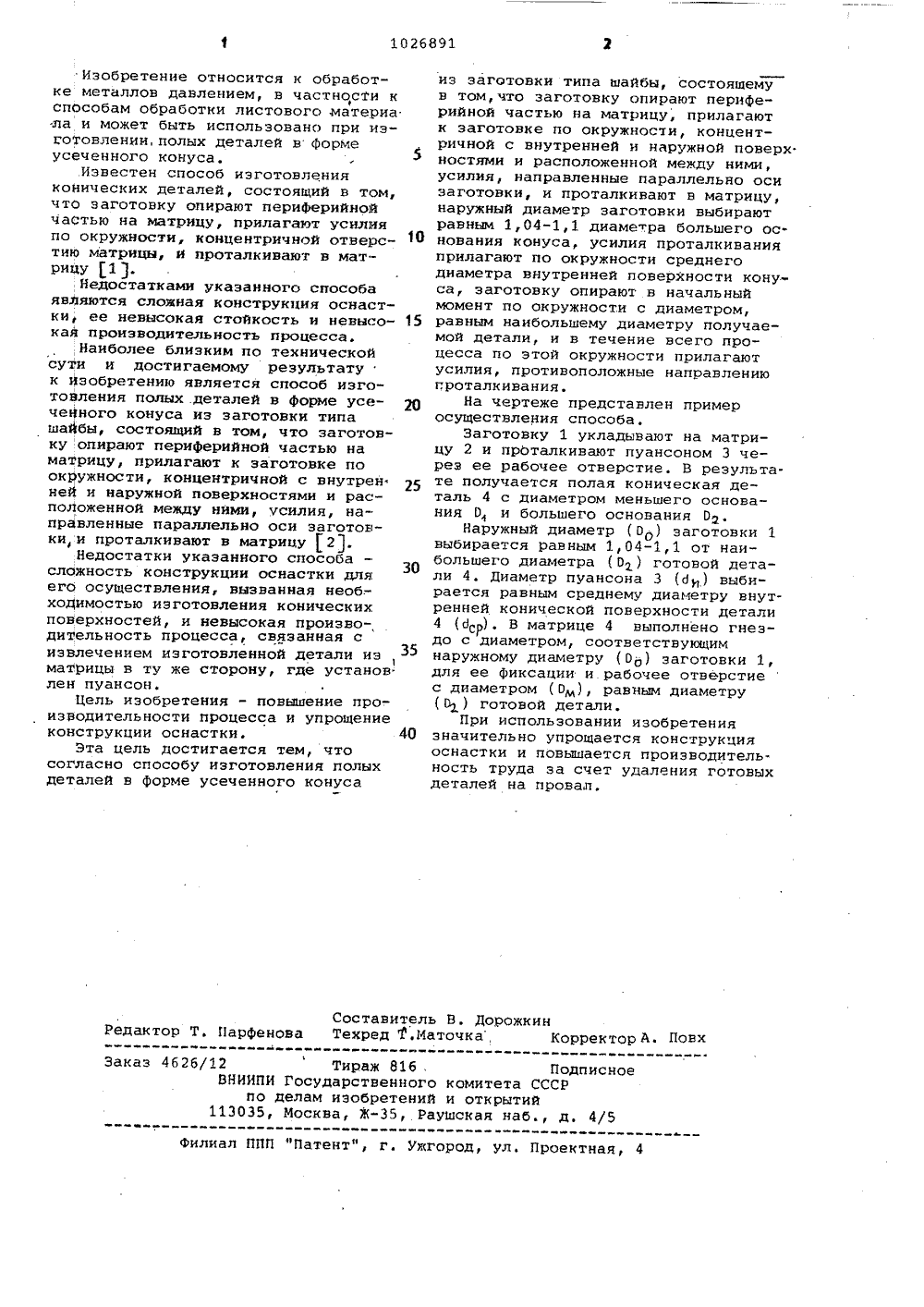
1026891 Составитель В. ДорожкинРедактор Т. Парфенова Техред Т.14 аточка, Корректор АПонх ааа аааЗаказ 4626/12 Тираж 816 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб д. 4/5Филиал ППП фПатент", г. ужгород, ул, Проектная, 4 Изобретение относится к обработке металлов давлением, н частности кспособам обработки листового материала и может быть использовано при изготовлении, полых деталей в формеусеченного конуса.Известен способ изготовленияконических деталей, состоящий в том,что заготовку опирают периферийнойчастью на матрицу, прилагают усилияпо окружности, концентричной отверстию матрицы, и проталкивают в матрицу 1 .Недостатками указанного способаявляются сложная конструкция оснастки, ее невысокая стойкость и невысокая производительность процесса.Наиболее близким по техническойсути и достигаемому результатук изобретению является способ изготовления полых .деталей в форме усечейного конуса из заготовки типашайбы, состоящий в том, что заготовку опирают периферийной частью наматрицу, прилагают к заготовке поокружности, концентричной с внутренней и наружной поверхностями и расположенной между ними, усилия, направленные параллельно оси заготовки,и проталкивают в матрицу 2).Недостатки указанного способасложность конструкции оснастки дляего осуществления, вызванная необ.ходимостью изготовления коническихповерхностей, и невысокая производительность процесса, связанная сизвлечением изготовленной детали изматрицы в ту же сторону, где установлен пуансон.Цель изобретения - повышение производительности процесса и упрощениеконструкции оснастки,Эта цель достигается тем, чтосогласно способу изготовления полыхдеталей в Форме усеченного конуса иэ заготовки типа шайбы, состоящемун том,что заготовку опирают периферийной частью на матрицу, прилагаютк заготовке по окружности, концентричной с внутренней и наружной поверхностями и расположенной между ними,усилия, направленные параллельно осизаготовки, и проталкивают в матрицу,наружный диаметр заготовки выбираютравным 1,04-1,1 диаметра большего ос 10 нования конуса, усилия проталкиванияприлагают по окружности среднегодиаметра внутренней поверхности конуса, заготовку опирают в начальныймомент по окружности с диаметром,15 равным наибольшему диаметру получаемой детали, и в течение всего процесса по этой окружности прилагаютусилия, противоположные направлениюгроталкивания.щ На чертеже представлен примеросуществления способа,Заготовку 1 укладывают на матрицу 2 и прбталкинают пуансоном 3 через ее рабочее отверстие. В результате получается полая коническая деталь 4 с диаметром меньшего основания 0 и большего основания 0.Наружный диаметр (Оо) заготовки 1выбирается равным 1,04-1,1 от наибольшего диаметра (О) готовой детали 4. Диаметр пуансона 3 (дн) выбирается равным среднему диаметру внутренней конической поверхности детали4 (с 1 Ор). В матрице 4 выполнено гнездо с диаметром, соответствующимнаружному диаметру (Оо) заготовки 1,для ее фиксации и рабочее отверстиес диаметром (Ом), равным диаметру(О ) готоной деталиПри использовании изобретения40 значительно упрощается конструкцияоснастки и повышается производитель.ность труда за счет удаления готовыхдеталей на провал.
СмотретьЗаявка
3286335, 13.05.1981
ПРЕДПРИЯТИЕ ПЯ А-1495
ЛОБАНОВ ВИКТОР КОНСТАНТИНОВИЧ, ЖОВТОБРЮХ СЕРГЕЙ ДМИТРИЕВИЧ, НАКУТНЫЙ ИГОРЬ ЕВСТАФЬЕВИЧ, ПОНОМАРЕНКО СЕРГЕЙ ПЕТРОВИЧ
МПК / Метки
МПК: B21D 11/02
Метки: конуса, полых, усеченного, форме
Опубликовано: 07.07.1983
Код ссылки
<a href="https://patents.su/2-1026891-sposob-izgotovleniya-polykh-detalejj-v-forme-usechennogo-konusa.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления полых деталей в форме усеченного конуса</a>
Механизм прижима заготовки к матрице

Номер патента: 462623
Опубликовано: 05.03.1975
Авторы: Зверев, Максимов, Родькин, Тришкин
МПК: B21C 23/08
Метки: заготовки, матрице, механизм, прижима
...заготовок.Для прижатия к матрице заготовок с малой продольной устойчивостью предлагаемый механизм снабжен цилиндрической втулкой, установленной в контейнере с возможностью осевого перемещения. На свободном торце втулки имеется полая неподвижная пробка, Между пробкой и держателем заготовки размещена пружина. Прн этом держатель заготовки выполнен в виде цанговой втулки.На чертеже схематически изображен описываемый механизм.Механизм размещен в контейнере 1, заполненном рабочей жидкостью. В нем расположены матрица 2, неподвижное уплотнение 3,нн 462623462623 Предмет изобретения Составитель Г, Кривонос дактор Т, Каранова Текред Т. Миронова 1(орректор Н. АИзд.534 сударственного ко по делам изобре Москва, Ж, РаПодписиов СССР Заказ 1107/3ЦН...
Способ изготовления изделий типа оболочек на стержневых заготовках и матрица для его осуществления

Номер патента: 1016011
Опубликовано: 07.05.1983
Авторы: Курбанов, Рахматов, Хакдодов
МПК: B21J 5/00
Метки: заготовках, матрица, оболочек, стержневых, типа
...с помощью этой матрицы невозможно осуществить снятие наружного дефектного слоя заготовки,Известна матрица для получения пустотелых деталей, состоящая из корпуса, имеющего осевое отверстие с режущей кромкой 4.Однако с помощью этой матрицы невозможно осуществить обратную вытяжку и снятие наружного дефектного слоя заготовки.Целью изобретения является снижение расхода металла, повышение качества изделий и производительности процесса.Поставленная цель достигается тем, что согласно способу изготовления изделий типа оболочек на стержневых заготовках, заключающемуся в деформировании цилиндрической заготовки осевым усилием, вытеснении металла в радиальном направлении и перемещении его в осевом направлении, деформирование осуществляют прошивкой,...
Станок для штампования металлических шариков путем многократного обжима заготовки в матрицах

Номер патента: 61523
Опубликовано: 01.01.1942
Авторы: Гвоздиевский, Лавенецкий
МПК: B21D 22/18, B21K 1/02
Метки: заготовки, матрицах, металлических, многократного, обжима, путем, станок, шариков, штампования
...шариковпутем многократного обжима заготовок имеет ту отличительную особенность, что применен ряд установленных один над другим цилиндрических барабанов, несущих на периферии сменные матрицы.Последние так расположены, что откованная в виде неполного шаразаготовка, после прохождения пары матриц двух смежных барабанов,с целью постепенного устранения на ней экваториального облоя и при61523дания формы шара, направляется по каналам в пару матриц следующих смежных барабанов.На схематическом чертеже фиг. 1 изображает вид предлагаемого станка спереди, фиг. 2 - . вид его сбоку, фиг. 3 - вид его сверху.Станок состоит из ряда барабанов 1, расположенных один над другим и собранных в одной общей станине.В барабаны вставлены сменные матрицы 2,...
Станок для шлифования наружного конуса на заготовках типа корпуса распылителя

Номер патента: 1321557
Опубликовано: 07.07.1987
Авторы: Гебель, Зыков, Ионов, Клугман, Наумов, Нефедов, Шашков
МПК: B24B 35/00, B24B 5/14
Метки: заготовках, конуса, корпуса, наружного, распылителя, станок, типа, шлифования
...призмой 3. Соосно с призмой 32 установлен пили Др 33 с поршнем 34 и штоком 35. Кроме того, устройство оснащено конечными выключателми 36 (Магазин пуст), 37 (диск в позиции загрузки) и 38 (Шток в исходгОм положении).Разгрузочное устройство 9 содержит конечный выключатель 39 (Изделие в позиции загрузки), цилиндр 40 загрузки. шток 41 которого несет лапку-сбрасывателг 42, и отводящий патрубок 43 для разгрузки изделий.Блокировочный диск 10 установлен с воз можностью ограниченных поворотов Относительно оси, совпадающей с осью ротора 11, и повернут пружиной 44 до упора 45. На столе 4 установлен конечный выключатель 46 блокировочного диска. В диске 10 предусмотрены в.резы 47 и 48 для прохода изделий при загрузке и разгрузке.Станок работает...
Устройство для измерения диаметра внутренних круговых цилиндрических поверхностей б деталях сегментного типа

Номер патента: 268671
Опубликовано: 01.01.1970
Автор: Латман
МПК: G01B 5/08
Метки: внутренних, деталях, диаметра, круговых, поверхностей, сегментного, типа, цилиндрических
...стержень в измерениях исиспользуется, но служит для установки микрометрической головки на нуль ио устано вочной мере или с помощью микрометра. мет изобретения Устройство для измерения диаметра вцугЗО ренних круговых цилиндрических иоверхнос Изобретение относится к измерительнымприборам. Оно может быть использовано вмашиностроении для измерения диаметроввнутренних круговых цилиндрических повер;цостей в деталях сегментного типа,Известно устройство для измерения диаметров внутренних поверхностей. Оно содержит измерительные стержни, расположенныев корпусе диаметрально, измерительный мс.ханизът и передаточныи элемент, выполненный в виде конуса. 1-1 едостатком этих приоров является то, что получение результата измерения связано с рядом...
Предыдущий патент: Способ гибки профилей с гофрами жесткости
Следующий патент: Штамп для гибки деталей типа скоб
Случайный патент: Устройство для измерения перемещений (его варианты)